Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
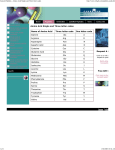
Industriell bruk og nytte av enzymer by Kjartan Sandnes, Dr. Daglig leder og forskningsleder Biorefining salmon co-products Enzymatic hydrolysis Oil Water and enzymes Water soluble protein Exact time and temp Sediment Some key figures • Norwegian sea areas 7 times the size of land area • All included, Norway is the 13th largest country in the world • Second largest seafood export nation • 53 bill. NOK • 33 mill seafood meals on the table every day Norway 2012: «Non-edible fish raw materials» White fish (cod, haddock, saithe) Herring Aquaculture (salmon, rainbow trout) Total co-products 325.000 239.000 350.000 914.000 «Industrial fish» (to the fish meal- and oil industry 2012) T O T A L (not for direct human consumption) 202.000 1.116.000 NOTE! Seaweeds and shellfish not included Source: fhf, Sildesalgslaget Source: fhf, Sintef, Sildesalgslaget Biomega AS – a blue biorefinery • • • • • • 2000: Marine Bioproducts AS established 2002: Production established with patented continuous enzymatic hydrolysis process. No chemical processing aids required 2007: New site acquired for new factory 2011: Six patent families filed so far 2011: 30.000 tons raw materials processed . Turnover 107 mill NOK 2012: New factory with a capacity of 60.000 tons annually (130 mill NOK inv.) - opened May 2012 6 Raw material transportation to Biomega – heads and backbones Constant efforts to improve quality (cooling systems) and logistics Raw material transportation to Biomega – viscera in bulk by truck Page 8 New processing plant production from May 2012 9 Overview of new plant 10 Biorefining - current and next generation products MB Process Hydrolysate Oil Sediment Bones (soluble protein) (fat) ((unsoluble protein) (minerals, protein) NEW AND INNOVATIVE PROCESSES enzyme technology – extraction – separation - isolation BIOACTIVE PEPTIDES PEPTONES FLAVOURS MODIFIED LIPIDS PHOSPHOSLIPIDS POWDERS EXTRACTS E X A M P L E S MARINE MINERALS GLUCOSAMINES CHONDROITIN BIOACTIVE PEPTIDES How enzymes can be used Herring Hydrolysates Salmon Hydrolysates HH 1 HH 2 MB HR 1 MB HR 2 MB HR 3 0 0 2.5 0.2 0.0 30 000 – 20 000 daltons 1.3 0 0.7 0.2 0.0 20 000 – 10 000 daltons 1.2 0.2 12.6 7.1 4.6 10 000 – 5 000 daltons 12.4 5.2 17.8 15.5 10.0 5 000 - 1 000 daltons 14.6 10 13.3 9.7 10.2 1 000 - 53.1 66.1 38.3 40.5 33.9 17.4 18.4 14.7 26.7 41.3 2100 1000 4900 2800 1900 Test sample Peptide size distribution (% of total detected) > 30 000 daltons 100 daltons < 100 daltons Rough estimated average Mw Carbon source Nitrogen source Micronutrients Glucose, Glycerol Ammonium salts, Nitrates, Peptone (amino acids/peptides) Phosphates, Sulphates, Trace metals, Vitamins SEM Typical growth medium Fungi Yeasts Antibiotics Bacteria Enzymes Vaccines Mammalian cells Other Saccharomyces cerevisiae Growth Curves 6 LACH SOYP OXYE 5 CASA GELP SEM OD600 4 BDYE MBPT “good for yeasts” from supplier 2 3 2 highest AN from supplier 1 1 highest AN from supplier 2 0 0 1 2 3 4 5 6 7 8 9 10 Time (h) 11 12 13 14 15 16 17 18 19 20 Mask writer Thank you!