Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
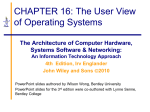
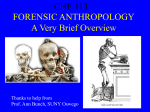
TOTAL QUALITY MANAGEMENT Part VI. Statistical process control CHE 460 BASIC CONCEPTS Remember: 3 ways of eliminating variation: Removing the defected product Quality control Eliminating the cause of variation Quality assurance, problem solving process, Statistical process control Robust product/process (eliminating the effects of noises) Parameter design CHE 460 BASIC CONCEPTS Measure of central tendency: Where the data are located? 1 n yi n i 1 • Mean ( X’ for sample, µ for population) • Median (middle measurement) • Mode (most repeated measurement) Measure of variation: How the data are distributed? • Range (R=Xmax-Xmin) • Standard deviation (s for sample, σ for population) 1 n 2 y i n 1 i 1 2 CHE 460 BASIC CONCEPTS Symmetric Approaches to infinity in both side The area under the curve within ± σ is 68.27 % CHE 460 FREQUENCY BASIC CONCEPTS Event (example: type of defects) CHE 460 BASIC CONCEPTS Common cause of variation • Comes from the nature of the system • Totally random, can not be explained by a specific cause • Gives normal distribution curve • Example: Variation among the heights of 20 years old men in Istanbul Special (assignable) cause of variation • Comes from a special cause • Not random, it can be explained • Deviates from normal distribution • Example: mixing of some women or children to above group CHE 460 BASIC CONCEPTS Common cause of variation • Can not be predicted, does not form any trend. • Can be removed only by fundamental improvement of the system • Treating common cause as special cause is “tampering” Special cause of variation • Can be explained and predicted. • Can be removed by eliminating the special cause • Treating special cause as common cause is waste of time and resource CHE 460 BASIC CONCEPTS Is process in control or not? • In control: only common cause of variation exists • Out of control: there are some special cause of variation Is process capable or not? • Capable: Process can produce product characteristics within the desired specification limits. • Incapable: Process can not produce product characteristics within the desired specification limits. CHE 460 BASIC CONCEPTS In Improve the system control DESIRED STATUS Achieve control Out of control status then improve system Achieve control status Control Status Incapable Capable Capability status CHE 460 BASIC CONCEPTS •A process with only common causes of variation present is in statistical control. •A process operating in the presence of assignable causes is out of control. •The goal of SPC is to identify and elimination of variability taking appropriate action for both type of variations. CHE 460 BASIC CONCEPTS A typical control chart has control limits set at values such that if the process is in control, nearly all points will lie within the upper control limit (UCL) and the lower control limit (LCL). Figure 15-1 A typical control chart. © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. BASIC CONCEPTS Figure 15-2 Process improvement using the control chart. © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. BASIC CONCEPTS where k = distance of control limit from the center line w = mean of some sample statistic, W. w = standard deviation of some statistic, W. © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. BASIC CONCEPTS Important uses of the control chart • Most processes do not operate in a state of statistical control • Routine and attentive use of control charts will identify assignable causes. If these causes can be eliminated from the process, variability will be reduced and the process will be improved • The control chart only detects assignable causes. Management, operator, and engineering action will eliminate causes. • Control charts are a proven technique for improving productivity. • Control charts are effective in defect prevention. • Control charts prevent unnecessary process adjustment. • Control charts provide diagnostic information. • Control charts provide information about process capability. © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. BASIC CONCEPTS Two groups of control charts are used depending on data type: Continuous data • Single sample: x-R charts (moving range) • Small sample size: X’-R • Large sample size: X’-s Attribute Data • Fraction of defective : p chart • Defective per sample: np chart (for constant sample size) • Fraction of defect per item: u chart • Defect per item : c chart (for constant sample size) CHE 460 BASIC CONCEPTS Central Limit Theorem Even the distribution of a population is not normal, the means of samples from this population result a normal distribution if the number of sample is large. CHE 460 BASIC CONCEPTS Since distribution of sample means is normal, the mean of any sample should be on the normal distribution curve if everything is O.K. (variation is due to common cause) If the mean of a sample is not on the curve, then there is some problem (variation is due to special cause) Normal distribution curve goes to infinite in both direction in theory. Accept some practical limits for the curve (for example 3 sigma: 99.97% of area) CHE 460 DESIGN OF CONTROL CHARTS Suppose we have a process that we assume the true process mean is = 74 and the process standard deviation is = 0.01. Samples of size 5 are taken giving a standard deviation of the sample average, is 0.01 x 0.0045 n 5 © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. DESIGN OF CONTROL CHARTS • Control limits can be set at 3 standard deviations from the mean in both directions. • “3-Sigma Control Limits” UCL = 74 + 3(0.0045) = 74.0135 CL= 74 LCL = 74 - 3(0.0045) = 73.9865 © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. DESIGN OF CONTROL CHARTS Figure 15-3 X-bar control chart for piston ring diameter. © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. DESIGN OF CONTROL CHARTS • Choosing the control limits is equivalent to setting up the critical region for hypothesis testing H0: = 74 H1: 74 © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. DESIGN OF CONTROL CHARTS Subgroups or samples should be selected so that if assignable causes are present, the chance for differences between subgroups will be maximized, while the chance for differences due to these assignable causes within a subgroup will be minimized. © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. DESIGN OF CONTROL CHARTS Constructing Rational Subgroups • • Select consecutive units of production. – Provides a “snapshot” of the process. – Good at detecting process shifts. Select a random sample over the entire sampling interval. – Good at detecting if a mean has shifted – out-of-control and then back in-control. © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. X-BAR & R CHARTS Sample size n is small (if n>10-12 or n is variable) Examples: • Measurement of a specific characteristics of n products every hour, day.... • Taking n different sample from a chemical mixture • Measuring temperature in n different location in a reactor • Taking n samples from a raw material from a suppliers. • ...... CHE 460 © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. X-BAR & R CHARTS 3-sigma control limits: The grand mean: CHE 460 © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. X-BAR & R CHARTS x Control Chart (from R): R Chart: CHE 460 Montgomery, Introduction to Statistical Process Control, Wiley, 2009 X-BAR & R CHARTS Example: We measure a characteristics (viscosity, concentration.... of a product stream by taking 3 sample every hour, or we measure the temperature of a tank in 3 different location every hour) CHE 460 X-BAR & R CHARTS X' 52.0 51.0 50.0 49.0 48.0 47.0 46.0 45.0 44.0 43.0 42.0 UCL(X) X'' LCL(X) 1 2 3 4 5 6 7 8 9 10 R HOUR 8 7 6 5 4 3 2 1 0 UCL(R) R' 1 2 3 4 5 6 HOUR CHE 460 7 8 9 • The second point is out of control, there is a special cause for this, • Variation in other points is due to common cause • All the points are in control, variation is due to commn cause 10 PROCESS IS OUT OF CONTROL Montgomery, Introduction to Statistical Process Control, Wiley, 2009 CHE 460 CHE 460 Montgomery, Introduction to Statistical Process Control, Wiley, 2009 CHE 460 Montgomery, Introduction to Statistical Process Control, Wiley, 2009 X-BAR & S CHARTS Sample size (n) is large (if n>10-12) (for same type of systems as x’ and R chart) _ n s 2 2 ( x x ) i i 1 n 1 UCL( x) x A3 s LCL( x) x A3 s UCL( s ) B4 s LCL( s ) B3 s CHE 460 X-BAR & S CHARTS Montgomery, Introduction to Statistical Process Control, Wiley, 2001 CHE 460 X-BAR & S CHARTS Montgomery, Introduction to Statistical Process Control, Wiley, 2001 CHE 460 X-BAR & S CHARTS Montgomery, Introduction to Statistical Process Control, Wiley, 2001 CHE 460 x-R CHARTS (MOVING RANGE) There is a single sample for some reason: • There is only one measurement (for example well mixed mixture) • Sampling is very difficult or long • Sampling is very expensive (like destruction test) Use moving average for X’ and R • Decide n (have many successive data points will be taken) • All the other calculations are the same as X’-R CHE 460 x-R CHARTS (MOVING RANGE) Example: We measure a characteristics (viscosity, concentration.... of a product stream by taking only one sample every hour, we decided to use n=2 for moving range CHE 460 X' x-R CHARTS (MOVING RANGE) 53.0 52.0 51.0 50.0 49.0 48.0 47.0 46.0 45.0 44.0 43.0 42.0 UCL(X) X'' LCL(X) 1 2 3 4 5 6 7 8 9 10 • Both charts are in control R HOUR 8 7 6 5 4 3 2 1 0 UCL(R) R' 1 2 3 4 5 6 HOUR CHE 460 7 8 9 10 p- CHARTS:Fraction nonconforming Di pi n Di: Defective in batch n: sample size n _ p p m: number of samples i i 1 m _ _ _ _ p (1 p ) UCL p 3 n _ p (1 p ) LCL p 3 n _ CHE 460 CHE 460 Montgomery, Introduction to Statistical Process Control, Wiley, 2009 Montgomery, Introduction to Statistical Process Control, Wiley, 2009 CHE 460 Montgomery, Introduction to Statistical Process Control, Wiley, 2009 CHE 460 np- CHARTS: number of nonconforming _ _ _ UCL np 3 np(1 p ) _ _ _ LCL np 3 np(1 p) CHE 460 np: number of defective per batch n: sample size m: number of samples Montgomery, Introduction to Statistical Process Control, Wiley, 2009 CHE 460 Montgomery, Introduction to Statistical Process Control, Wiley, 2009 CHE 460 u-CHART Fraction of defect per item x u n u _ m i 1 x: number of defect in sample u n: sample size m m: number of samples _ _ u UCL u 3 n _ _ u LCL np 3 n CHE 460 Montgomery, Introduction to Statistical Process Control, Wiley, 2009 CHE 460 u-CHART Fraction of defect per item Montgomery, Introduction to Statistical Process Control, Wiley, 2009 CHE 460 INTERPRETING CONTROL CHARTS X’ and R charts should be used together and interpreted depending on the process and the parameter x. All data points should be within the control limits for “in control” status (one data point outside the limits is sufficient to show that the process is out of control) There should be no special pattern for in control status: • Totally random variation • Approximately equal number of data points in both side • Most data points are close to the center line Only the first condition is exact. The second condition can be used with experimental observation. For example: 8 consecutive data points in one side of mean or all increasing/decreasing are considered as out of control status. CHE 460 INTERPRETING CONTROL CHARTS • Look for “runs” - this is a sequence of observations of the same type (all above the center line, or all below the center line) • Runs of say 8 observations or more could indicate an out-of-control situation. – Run up: a series of observations are increasing – Run down: a series of observations are decreasing 50 © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. INTERPRETING CONTROL CHARTS Figure 15-4 X-bar 51 control chart. © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. INTERPRETING CONTROL CHARTS Figure 15-5 An X-bar chart with a cyclic pattern. © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. INTERPRETING CONTROL CHARTS Figure 15-6 (a) Variability with the cyclic pattern. (b) Variability with the cyclic pattern eliminated. © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. INTERPRETING CONTROL CHARTS Western Electric Handbook Rules A process is considered out of control if any of the following occur: 1) One point plots outside the 3-sigma control limits. 2) Two out of three consecutive points plot beyond the 2-sigma warning limits. 3) Four out of five consecutive points plot at a distance of 1-sigma or beyond from the center line. 4) Eight consecutive points plot on one side of the center line. © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. INTERPRETING CONTROL CHARTS Figure 15-7 The Western Electric zone rules. © John Wiley & Sons, Inc. Applied Statistics and Probability for Engineers, by Montgomery and Runger. PROCESS CAPABILITY Control limits show what the processes can do and determined by statistics NOT BY THE USER The user can determine the specification limits (what the user wants from the process) Process may or may not be capable to deliver what the user wants. (even if it is in control) If the process is capable, the specification limits should be outside of control limits in X’ chart. Out of control status is from special cause that should be fixed, incapability is due to the common cause and it requires system level improvement We make the process in control first and then improve capability CHE 460 PROCESS CAPABILITY 56.0 54.0 USL UCL(X) X' 52.0 50.0 48.0 46.0 X'' CAPABLE LCL(X) 44.0 42.0 40.0 LSL 1 2 3 4 5 6 7 8 9 10 X' HOUR 56.0 54.0 USL 52.0 UCL(X) 50.0 48.0 X'' 46.0 LCL(X) 44.0 42.0 LSL 40.0 1 2 3 4 5 6 HOUR CHE 460 7 8 9 10 NOT CAPABLE PROCESS CAPABILITY Capability index: Cplower X ' ' LSL 3 R' / d 2 USL X ' ' Cpupper 3 If Cplower, and Cpupper 1.3, the process is considered as capable CHE 460 PROCESS CAPABILITY Example: Suppose USL=50, LSL=45 in moving range chart. Is this process capable? σ=2.3/1.128= 2.04 Cplower = (46.7-45)/3*2.04=0.27 Cpupper = (50-46.7)/3*2.04=0.54 The process is not capable CHE 460 EXAMPLE CHE 460 Montgomery, Introduction to Statistical Process Control, Wiley, 2009 EXAMPLE CHE 460 Montgomery, Introduction to Statistical Process Control, Wiley, 2009 Guidelines to use control charts Guidelines to use control charts Montgomery, Introduction to Statistical Process Control, Wiley, 2009 Guidelines to use control charts Montgomery, Introduction to Statistical Process Control, Wiley, 2009