Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
Entity–attribute–value model wikipedia , lookup
Open Database Connectivity wikipedia , lookup
Microsoft Jet Database Engine wikipedia , lookup
Concurrency control wikipedia , lookup
Functional Database Model wikipedia , lookup
Clusterpoint wikipedia , lookup
Relational model wikipedia , lookup
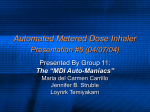
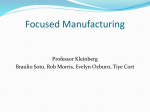
1999 Systems Engineering Capstone Conference • University of Virginia DEVELOPMENT OF AN INTEGRATED MANUFACTURING WORK INSTRUCTION SYSTEM Student Team: William E. Hancock IV, Jon J. Handel, Brandon K. Lucado, Sara E. Matys Faculty Advisor: Christina Mastrangelo, Department of Systems Engineering Client Advisors: Mark Tran and Neil Currie The Boeing Company Process Assembly Manufacturing Business Unit Seattle, WA E-mail [email protected] KEYWORDS: Work Instructions, Data Model, Manufacturing Engineer, Aileron, User Interface ABSTRACT In order to improve their manufacturing work instructions, Boeing enlisted the help of a Capstone Team at the University of Virginia to develop an integrated prototype work instruction system. After detailed analysis, the Capstone group determined that a custom developed product would be better suited to meet the needs of the Process Assembly MBU. This prototype was developed through PowerSite, for the user interface, and SQL Anywhere as the database. The prototype development included the following steps: analysis of the current work instructions, database design, and development of the user interfaces for the manufacturing engineer and the factory mechanic. The developed prototype proves the effectiveness of an integrated work instruction system, but the Capstone team recommends that the Process Assembly MBU either use alternative development products, or wait for a more suitable off-the-shelf product. documents with graphics, audio, and video into a userfriendly single source of information. Boeing enlisted the help of a Capstone Team at the University of Virginia to develop an electronic integrated prototype work instruction system. OBJECTIVES The primary objective of the capstone project is to develop a prototype work instruction delivery system for the aileron – a composite part manufactured in the Process Assembly Manufacturing Business Unit. There are several additional project goals: To create a system that integrates a graphical representation of the build process To create an easily updateable system To create a system that is easy to understand and use for both the manufacturing engineer and the factory mechanic To decrease reference retrieval time for factory workers To increase efficiency and decrease rejected parts in the Process Assembly MBU To cut the overall cost of making a part INTRODUCTION Manufacturing companies regularly look for ways to increase efficiency in their factories. One approach is to improve their manufacturing work instructions. Work instructions that are text based, difficult to understand, and not easily accessible tend to slow workers and factories down. Even in today’s modern manufacturing environments, paper-based work instructions and other documents tend to be the norm. However, there are many documented success stories of companies that have switched to electronic work instruction systems that integrate multiple text These goals provide the basis for an analysis of the options available to Boeing for a prototype work instruction system, and the next section describes how these goals serve as the basis for our analyses. TWO-TIERED ANALYSIS The analysis of alternatives was performed in two tiers. The first tier involves analyzing existing products and a University of Virginia developed system. In the second tier, various combinations of software are 47 Development Of An Integrated Manufacturing Work Instruction System analyzed in order to determine which software products the team should use to develop the work instruction system. Criteria for evaluating and comparing alternatives were developed and prioritized through discussions with our client. In this phase, the following measures of performance (MOPs) were used to analyze four commercially available software solutions and a prototype developed by the capstone team: 1. Ease of Use for Mechanics 2. Configuration Control (tied for first in order of importance) 3. Information Retrieval Time 4. Cost 5. Creation Time* 6. Ease of Integration* 7. System Development Time* Note: * means MOPs are all of approximately the same importance As a result of this analysis, the preferred alternative is a prototype developed by the UVA team that is tailored to meet the specific needs of Boeing. The cost criteria influences this outcome because the commercial packages are very expensive and partly duplicate systems already in place at Boeing. The second phase of the analysis identified implementation alternatives for the prototype. The team developed a list of measures with which they could determine the best software products to use in the development of a prototype. These measures take into account the factors that the team felt are the most important in delivering a prototype that will provide all of the necessary capabilities. The following list represents a full list of MOPs in order of importance to the completion of the project. 1. 2. 3. 4. 5. 6. Learning Curve for the team Future Scalability (expanding the database to include all parts in the Process Assembly MBU)* Technical Support (at Boeing) * Cost (for students) Cost (of implementation)** World Wide Web Capability** Note: MOP 2&3 and 5&6 are of approximately the same importance. 48 The result of the second analysis was to use the Sybase product PowerSite to develop the user interface for the World Wide Web. In addition, it determined that prototype should use an Oracle database. The steps taken to develop the prototype began with a thorough analysis of the current work instructions. Next, the design of the database was designed, and finally, the user interfaces for the manufacturing engineer and the factory mechanic were designed and implemented. ANALYSIS OF WORK INSTRUCTIONS Analyzing the current work instructions was necessary in order to determine the best way to develop new work instructions. The main procedures for analyzing the documents were reading, questioning, and comparing. Reading the documents provided the team with knowledge of how the instructions are laid out, how they are worded, and how they refer to other documents. The team also looked at documents cited in the work instructions to determine what exactly the instructions were referencing. The most important tool used to analyze the current work instructions has been asking Boeing employees questions. Talking with both a Manufacturing Support Manager and a Manufacturing Engineer helped to determine the essential parts of these instructions and the points which mechanics seem to have trouble. The success of the new system depends on the identification of trouble spots, so that the prototype can include more detailed instructions at these points. Comparing the current work instructions to some of the other work instruction systems from related literature has helped determine which aspects of instructions have been included in other systems and how well it worked. SYSTEM ARCHITECTURE The visual work instruction system consists of three major parts: the database, the web server, and the web browser. A SQL Anywhere database stores all of the manufacturing plans. The web server stores the Hypertext Markup Language (HTML) files and processes server side script. This script is used to retrieve information from the database based on the requests of the user. PowerDynamo, which is marketed by Sybase and sold with PowerSite, acts as the web server. Finally, a web browser provides the interface to the system for the user. Microsoft Internet Explorer 1999 Systems Engineering Capstone Conference • University of Virginia must be used as the web browser. Figure 1 displays the relationships between all of these components needed to complete the prototype. SQL Anywhere Database User Interface PowerDynamo Web Server Figure 1 - Components of the work instruction system Figure 1 – Components of the work instruction system DATABASE In order to effectively store and retrieve work instructions, the team designed and developed a relational database. The database design and architecture determines how the work instructions are stored and retrieved. Thus, the time it takes to add, delete, update, or view the work instructions depends on the database effectiveness. In order to ensure proper design and development, this project followed prescribed database development and modeling techniques and methodologies (Watson, 1998). The database development was divided into the following phases: database design, physical design, and implementation. employees and through thorough examination of the current work instructions: Part Family Part Process Configuration Control Section Step Picture Material Tool Best Practices Boeing Airplane Configuration (BAC) The next step in developing a logical data model was to define relationships between the entities. A relationship is a fact or association between two entities (Fleming and von Halle, 1989). Relationships were used in this database to logically separate and relate different parts of the work instructions together. An enterprise data model was developed to display the relationships between the entities. An enterprise data model is a high-level conceptual model that displays the entities and their relationships (McFadden and Hoffer, 1991). The enterprise data model shown in Figure 2 defines the preliminary structure of the database. Picture Part Family Part DATABASE DESIGN The goal of the database design phase is to develop a logical and robust data model. The data model is essential to the success of the database, because it determines the basic architecture of the database. First, the entities and their relationships were defined. Next attributes were assigned to each entity and the primary keys were identified. Finally, the relational data model was developed according to relationships between the entities and their attributes. The first step in developing a logical data model for this project was to determine and define the entities needed in a work instruction database. An entity is a person, place, thing, or concept about which you wish to record information (Fleming and von Halle, 1989). The following finalized list of entities was developed through conversations with the Process Assembly MBU Material Process Section Tool Best Practice Configuration Control Step BAC - Denotes the many side of the relationship - Denotes a dependent relationship Figure 2: Enterprise Data Model The last step in developing a logical data model was to identify the attributes associated with each entity. Attributes are facts or pieces of information describing an entity (Fleming and von Halle, 1989). After all attributes have been defined, primary keys for each entity needed to be identified. A primary key is an 49 Development Of An Integrated Manufacturing Work Instruction System attribute or group of attributes that uniquely identifies an instance of an entity. This enables the different parts of the work instructions to be distinguished from one another. The physical database was designed using the Enterprise Data Model from the previous section. The physical design for the tables used the following rules: The Table is comprised of all the attributes contained in the entities in the Enterprise Data Model plus any foreign keys received from tables they are related to. The foreign key is part of the primary key of the table if the relationship between the tables is dependent. If the relationship is independent, then the foreign key is added as an attribute for that table, but is not part of the primary key (Watson, 1998). Shown below are a few tables developed using the rules above. Manufacturing Area Process Process Name (PK) Part Name (PK)(FK) Inherited from Part Family USER INTERFACE DESIGN After completing the database, the next step was developing user interfaces for the factory mechanics and manufacturing engineers. A quality user interface should meet or exceed the standards set by the following objectives (Ambler,1998 and Nielsen,1993). 1. 2. Process Order Process Desc Section Section Number (PK) Process Name (PK)(FK) Part Name (PK)(FK) Section Setup Section Name Desc Inherited from Process Inherited from Process 3. Figure 3: Example Database Tables In the above tables, underlined columns denote the primary key, with PK denoting a primary key and FK denoting a foreign key. The remaining tables were developed with the same rules and had a similar format. 4. The final step in the physical design was testing the integrity of the tables. Tables were tested by using a technique called Normalization (Codd, 1970). Basically, these rules test the design integrity through Normalization rules that determined if the attributes in a table related only to that table’s primary key. Tables were altered if they violated the following rules: 5. 6. A database is in first normal form if each table does not contain repeating groups and each attribute has a unique meaning. A database is in second normal form if it is in first normal form and if each non-key attribute is fully dependent on the primary key for all tables. A nonkey attribute is any attribute that is not in the primary key. 50 A database is in third normal form if it is in second normal form and all non-key attributes are dependent on only the primary key. After the design was validated through normalization rules, the database was implemented using SQL Anywhere. PHYSICAL MODEL Part Family Part Name (PK) Consistency throughout the system – Put buttons in the same places and use the same color scheme. Being consistent allows users to get accurate mental pictures of the way the user interface works. This decreases learning time. Support both novices and experts – Each user needs the system to support their needs and level of experience. Navigation through the interface is important – The flow of the interface should match the flow of work that people will do using the prototype. Since different people do work different ways, this aspect must also include flexibility. Shortcuts for navigation cater to the distinction between expert and novice users. Word things appropriately – For example, messages should not condemn users for making errors. Instead the error messages should state the problem clearly. Dialogues should contain only relevant information. Extra information diminishes the visibility of relevant information. Minimize the user’s memory load – The user should not have to remember information from one part of the dialogue to another. Instructions on how to use the system should be easy to retrieve when appropriate. Clearly marked exits – Users need to be able to leave a screen or the entire system at any time. The exit buttons bring the user to the beginning of the system. The prototype system will support both of these users with interfaces that follow the guidelines set forth above. 1999 Systems Engineering Capstone Conference • University of Virginia MANUFACTURING ENGINEER USER INTERFACE The Manufacturing Engineer (ME) has three uses for the work instruction system: to create work instructions, to edit existing instructions, and to delete existing instructions. The flow diagram below shows how an ME would create instructions: Digital Camera Video Camera Text Work Instructions Picture Editor (PhotoShop) Video Editor developed. Navigation capabilities are a very important part of user interface design (Nielsen, 1993). In this case, navigation means the different paths that users can take to arrive at the necessary information. Users have differing needs and learning abilities, but the system must support all potential users. The best way to facilitate the need for flexibility in a system is to design several paths of navigation through the screens. Figure 5 is a high level diagram of the navigation paths for the user interface. Novice User Expert User Opening Screen Selection Menu File Server Web Browser Search Screen Database Figure 4: Flow Diagram for Creating Instructions Pictures can be taken with a digital camera and stored as either .gif or .jpeg files. These pictures can be edited with Microsoft Photoshop in order to mark-up the pictures. Editing the picture will allow the ME to highlight certain parts of the picture. After the video and pictures are edited, they would be stored on a file server. The ME would use a web browser to enter the instructions into the database. The ME when entering the instructions would enter the address of the visuals into the database. All of the information entry boxes which correspond to the elements in the database are parsed into small entry menus. When entering data, a user cannot proceed to the next menu until all of the required information is entered. If the user tries to proceed, an error message will be displayed. Similarly, an alert box is displayed each time a menu of information is successfully entered. When a user edits data, menus of part families and sections allow easy navigation through the maze of instructions. Each entry in the menu is a hyper-link to more detailed menu. FACTORY MECHANIC USER INTERFACE Factory mechanics use the work instructions to learn how to build parts and for future reference. The new system allows new mechanics to use the instructions for training and current employees to use them as quick memory refreshers. Before the implementation of the interface in PowerSite could be completed, the navigation paths for the factory mechanic to use the interface needed to be Part Menu Process Menu Part Menu 2 Process Menu 2 Process and Part And Section Process and Section And Step Process and Part And Section Process and Section And Step Figure 5: Navigation paths for factory mechanic user interface Development and implementation of the user interface in PowerSite requires extensive knowledge of the relationship between the information in the database and the interface capabilities of PowerSite. The database contains all of the necessary information, however, it is not in a displayable format. Using the features of PowerSite and the supporting database, the user interface was developed. EVALUATION OF POWERSITE PowerSite was used to implement the web-based work instructions for the ME interface. PowerSite facilitated the process of connecting to the database in order to add, create, and delete information. PowerSite also made it easy to visually enhance the web site. In order to add functionality to a web site beyond these features, a thorough understanding of JavaScript was needed, which created many difficulties. PowerSite provides several methods for learning how to use the software. A well-developed tutorial leads the user through the process of connecting a web page to a database. Furthermore, an electronic manual is 51 Development Of An Integrated Manufacturing Work Instruction System provided, which was found to be limited in the range of topics it covers. The web site for PowerSite, which has the Internet address: www.sybase.com, provides a bulletin board for developers to ask questions, but does not provide much documentation. It should also be noted that instructional books for PowerSite could not be found at local bookstores or on-line web sites. The lack of documentation made it difficult to utilize all of PowerSite’s features. Summary Comment on Effectiveness of PowerSite The interface for the ME to the visual work instruction system is functionally better suited for Process Assembly than any of the off-the-shelf software products that was evaluated. The prototype is better because it is customized to the needs of Process Assembly. Most of the off-the-shelf software products allow the user to design the interface and edit the pictures. Although, these options allow the user more flexibility in creating visual work instructions, there is a larger learning curve for the ME, which requires more time to become acclimated to the software. In this prototype, it is both straightforward and easy to enter information into the database from the web. On the other hand, as more features are added to the system, the risk associated in developing a project increases. New features might include the ability of the ME to edit the pictures without a secondary tool or the ability to access pictures from other systems. Risks include delays in development and failure to implement desired attributes. The proof-of-concept system should be tested using protocol analysis. Protocol analysis utilizes a test subject who verbalizes his or her thoughts while performing a process (Eberts, 1997). This verbalization should be recorded on a video or audio tape. In the case of the visual work instruction system, a ME should be asked to edit or create portion of a work instruction. The ME should talk to the observer about what he or she is currently doing, what he or she intends to do next, and how they feel about their actions. Points in the process should be noted when the ME becomes confused or when he or she has difficulty doing something that he or she wants to do. Protocol analysis will help identify new features that could be added to the system as well as ways to improve the flow of the process. A similar test should be given to the mechanic. 52 CONCLUSIONS The combination of multimedia with the current text-based work instructions offers a tremendous advantage. The quality of the work of the mechanics would increase. Better quality results in fewer mistakes, which means fewer costs associated with remaking or fixing bad parts. Two options for implementing visual work instructions exist for Process Assembly: buy offthe-shelf software or create their own system. A simple system can be developed that would be easier to use for the mechanics and MEs than off-the-shelf software as well as more customized to the needs of Process Assembly; however, as more features are added to the system the risk associated in developing a project increases. In the development of such a system, it is recommended that PowerSite not be used as a development tool, because it is relatively new product that has many notable problems. If Process Assembly desires more complexity than the prototype offers, offthe-shelf software should be considered. Techedit offers a sound alternative for Process Assembly. REFERENCES Ambler, Scott W. “User Interface Design: Tips and Techniques.” Building Object Applications that Work. http://www.ambysoft.com/userInterfaceDesign.pdf (3 May 1998). Codd, E. F. Relational Database Design. New York, NY: John Wiley & Sons, 1970. Eberts, Ray. “Protocol Analysis” (slide presentation). http//.gilbreth.ecn.purdue.edu/~ie486/class/lecture/lect1 5/index.htm. 1997. Fleming, Candice and von Halle, Barbera. Handbook of Relational Database Design. New York, NY: Addison-Wesley Publishing Company, Inc., 1989. McFadden, Fred and Holler, Jefferey. Modern Database Management. Redwood City, CA: Benjamin and Cummings Publishing Company, Inc., 1991. Nielsen, Jakob. Usability Engineering. Mountain View, CA: AP Professional Academic Press, 1993. Watson, Richard T. Data Management: Databases and Organizations. New York, NY: John Wiley & Sons, 1998. 1999 Systems Engineering Capstone Conference • University of Virginia BIOGRAPHIES William Edwards Hancock IV is a fourth-year Systems Engineering major from Columbia, SC, concentrating in Management Information Systems. His principal concentration to the project was in the area of database design and development. Mr. Hancock has accepted a position with Ernst & Young as a staff consultant and will begin training in Atlanta, GA in September. Jon J. Handel is a fourth year Systems Engineering major from Lafayette, CA, concentrating in Management Information Systems. His principal contribution to the project was the analysis of the current work instructions. Mr. Handel has accepted a position with Performance Engineering Corporation and will begin working in late August, after a summer of golf and travel. Brandon Lucado is a student at the University of Virginia and will be graduating with a BS degree in systems engineering. He has had the opportunity to work on several IT projects including a training tool written in Visual C++ for Vector Research, Inc. and a web site for The Boeing Company. Mr. Lucado plans to begin his career at MicroStrategy where he will working on data warehouse decision support solutions. Sara E. Matys is a fourth-year Systems Engineering major from Bowie, MD, concentrating in management information systems. Her principle contribution to the project is the user interface for factory mechanics. Ms. Matys has accepted a job with Ciber, Inc. in Herndon, VA, and will begin in late August after taking the summer off. 53 Development Of An Integrated Manufacturing Work Instruction System 54