Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
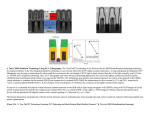
Solid State Devices EE 3311 SMU Chapter 2 Lithography Revised 9 September 2015 Photolithographic Process (a) (b) (c) (d) (e) (f) (g) Substrate covered with silicon dioxide barrier layer Positive photoresist applied to wafer surface Mask in close proximity to surface Substrate following resist exposure and development Substrate after etching of oxide layer Oxide barrier on surface after resist removal View of substrate with silicon dioxide pattern on the surface Photolithographic Process • Each mask step requires many individual process steps • Number of masks is a common measure of overall process complexity Photomasks CAD Layout • Composite drawing of the masks for a simple integrated circuit using a four-mask process • Drawn with computer layout system • Complex state-of-the-art CMOS processes may use 25 masks or more 3311 MOSFET Metal Level List of Test Structures on 3311 Chip This chip is a metal-gate, thick-oxide, PMOS process with boron diffused junctions 1-3. Wide thin-oxide devices of various L’s. 4-6. Narrow thin-oxide devices of various L’s. 7-9. Narrowest thin-oxide devices of various L’s. 10. Short field device. 11. Longer field device. 12. Longest field device. 13. Super-tiny thin-oxide device. Probably won’t work. 14. Bond pad on field oxide. 15. Larger-area metal on field oxide. 16. Metal-to-diffusion thin-oxide capacitor. 17. Diffusion capacitor. 18. Diffusion serpentine with four (Kelvin) contacts for diffusion sheet resistance. 19-20. Vertical and horizontal contact-to-diffusion alignment measurement device. 21. Metal-diffusion contact string. Use to check contact integrity. 22. Thin metal serpentine with four (Kelvin) contacts for metal sheet resistance. This device is probably too narrow to be etched without breaking the connections. 23. Metal serpentine over diffusion serpentine. Use to check metal continuity and diffusion sheet resistance. 24. Metal to diffusion alignment measurement device without gate oxide: use to automatically measurement metal to diffusion alignment. 25. Metal to diffusion alignment measurement device with gate oxide: use to automatically measurement metal to diffusion alignment, or gate oxide to diffusion alignment. List of Test Structures on 3311 Chip, cont’d 26-30. Diffusion-to-diffusion spacing, going from widest on left to narrowest on right. Use to check if diffusions are touching, or to measure punch-through. 31. Metal-to-diffusion capacitor. Metal to the left; diffusion to the right. 32. Enhancement-load ratioed inverter: Bond pads, going clockwise and starting at 12 o’clock: VDD; output; VSS; input; VGG. 33. Sample-and-hold gate. Bond pads, going clockwise and starting at 2 o’clock: Sense transistor source or drain; sense transistor drain or source; sample gate; input. 34. Alignment cross: thin oxide to diffusion. 35. Alignment cross: contact to thin oxide. 36. Alignment cross; metal to contact. 37. A lateral grounded-base PNP transistor. The emitter is at the top, and the collector is at the bottom. The n-type substrate is the base. 38. A sixteen-stage shift-register. Bond pads, going clockwise and starting at 12 o’clock: VDD, VSS Phase 2 Clock, Output, VGG, VDD, VSS, Input, Phase 1 Clock. 39. A ring oscillator with fifteen inverters and a buffer. Bond pads, going clockwise and starting at 1 o’clock: VDD; output from buffer; VSS; VGG. 40. Ring oscillator with thirty-five inverters plus output buffer connected to, but not in the ring. Bond pads, going clockwise and starting at 1 o’clock: VDD; output from buffer; VSS; gate to provide input for 25 inverter ring; gate to provide input for 15 inverter ring; gate to provide input for 35 inverter ring; VGG. The intermediate taps for inputs likely will not work since the input will be contending with the fixed output of the previous stage. Circuits 38, 39, and 40 may not work due to design-rule violations in the metal leads which results in many of the circuit connections being not connected. Note: many years ago we made some changes to the mask set so that circuits 38, 39 and 40 would have a better chance of working. However, we just noticed that we are still using the old mask set for EE 3311. Photo Masks 10X Reticle • Example of 10X reticle for the metal mask - this particular mask is ten times final size (10 mm minimum feature size - huge!) • Used in step-and-repeat operation • One mask for each lithography level in process Photomasks Final Mask • Mask after reduction and “step-and-repeat” operation • Final size emulsion mask with 400 copies of the metal level for the integrated circuit ITRS Lithography Projections Table 2.5 -- ITRS Lithography Projections Year 2001 2003 2005 2008 2011 2014 Dense Line Half-Pitch (nm) 150 120 100 70 50 35 Worst Case Alignment Tolerance 52 42 35 25 20 15 100 80 65 45 30 20 9 8 6 4 3 2 Equivalent Oxide Thickness (nm) 1.5 - 1.9 1.5 - 1.9 1.0 - 1.5 0.8 - 1.2 0.6 - 0.8 0.5 - 0.6 Lithography Technology Options 248 nm DUV 248 nm + PSM 193 nm + PSM 157 nm +PSM EUV EUV 193 nm DUV 157 nm E-beam projection E-beam projection E-beam projection E-beam projection E-beam direct write E-beam direct write E-beam direct write Proximity x-ray EUV Ion Projection Ion Projection Ion Projection Ion Projection Mean + 3 s (nm) Minimum Feature Size F (nm) Microprocessor Gate Width Critical Dimension Control (nm) Mean + 3 s - Post Etching Proximity x-ray DUV - deep ultraviolet; EUV - extreme ultraviolet; PSM - phase shift mask; Innovation Contamination • Human hair (~100 microns) at the same scale as the integrated circuit with 10 mm feature size • Today’s feature size 100 nm - 100 times smaller! Clean Room Specifications Table 2.1 Clean Room Ratings by Class of Filtration Class Number of 0.5-mm 3 3 particles per ft (m ) 10,000 1,000 100 10 1 10000 (350,000) 1000 (35,000) 100 (3,500) 10 (350) 1 (35)* Number of 5-mm 3 3 particles per ft (m ) 65 (23,000) 6.5 (2,300) 0.65 (230) 0.065 (23) 0.0065 (2.3) *It is very difficult to measure particulate counts below 10/ft3 Common Wafer Surface Orientations Wafer Cleaning • Wafers must be cleaned of chemical and particulate contamination before photo processing • Example of “RCA” cleaning procedure in table below Photoresist Deposition Automated Production Systems • Rite Track 88e wafer processing system (Courtesy of Rite Track Services, Inc. Mask Alignment • Each mask must be carefully aligned to the previous levels • Some form of alignment marks are used • Automated alignment and exposure in production lines Resists for Lithography • Resists – Positive – Negative • Exposure Sources – Light – Electron beams – Xray sensitive Oxide Etching Profiles (a) Isotropic etching - wet chemistry - mask undercutting (b) Anisotropic etching - dry etching in plasma or reactive ion etching system Mask Undercut Etching Approaches Dry Plasma Systems (a) Conceptual drawing for a parallel plate plasma etching system (b) Asymmetrical reactive ion etching (RIE) system Plasma Etching Characteristics • Anisotropic etching • Minimizes chemical waste • Etching • Cleaning • Resist removal “ashing” 1 atm = 760 mm Hg = 760 torr = 1.013 x 10 5 Pa 1 Pa = 1 N/m2 = 0.0075 torr Mask Fabrication • Masking processes – – – – Direct step on wafer Contact printing Proximity printing Projection printing Printing Techniques • Contact printing damages the reticle and limits the number of times the reticle can be used • Proximity printing eliminates damage • Projection printing can operate in reduction mode with direct step-onwafer, eliminating the need for the reduction step presented earlier Photoresist and Pattern Transfer Resist Sensitivity Typical Photoresist Cycle Wafer Steppers Figure 2.13 The true complexity of a wafer stepper is apparent in this system drawing. (Courtesy of ASM Lithography, Inc. • Wafer stepping systems widely used • Must be completely isolated from sources of vibration • High degree of environmental control needed • Often in their own clean room Wafer Steppers (cont.) i-line g-line Lens System Figure 2.15 Spectral Content of Xe-Hg lamp (Courtesy of SVG) Minimum Feature Size and Depth of Field Minimum Feature Size F = 0.5 Depth of Field DF = 0.6 l NA l (NA) 2 Numerical Aperture NA = sin q l = wavelength of exposure source ITRS Lithography Projections Table 2.5 -- ITRS Lithography Projections Year 2001 2003 2005 2008 2011 2014 Dense Line Half-Pitch (nm) 150 120 100 70 50 35 Worst Case Alignment Tolerance 52 42 35 25 20 15 100 80 65 45 30 20 9 8 6 4 3 2 Equivalent Oxide Thickness (nm) 1.5 - 1.9 1.5 - 1.9 1.0 - 1.5 0.8 - 1.2 0.6 - 0.8 0.5 - 0.6 Lithography Technology Options 248 nm DUV 248 nm + PSM 193 nm + PSM 157 nm +PSM EUV EUV 193 nm DUV 157 nm E-beam projection E-beam projection E-beam projection E-beam projection E-beam direct write E-beam direct write E-beam direct write Proximity x-ray EUV Ion Projection Ion Projection Ion Projection Ion Projection Mean + 3 s (nm) Minimum Feature Size F (nm) Microprocessor Gate Width Critical Dimension Control (nm) Mean + 3 s - Post Etching Proximity x-ray DUV - deep ultraviolet; EUV - extreme ultraviolet; PSM - phase shift mask; Innovation End of Lithography Slides for EE 3311 Phase Shifting Masks Pattern transfer of two closely spaced lines (a) Conventional mask technology - lines not resolved (b) Lines can be resolved with phase-shift technology Inspection SEM, TEM, STM “A picture is worth a thousand words” – Optical microscopy – Scanning electron microscopy (SEM) – Transmission electron microscopy (TEM) – Scanning tunneling microscopy (STM) SEM images of a three-dimensional micro-electro-mechanical system (MEMS) structure (Courtesy of Sandia National Laboratories). Inspection TEM Figure 2.18 Cross-sectional high-resolution TEM images for MOS structures with (a) 27-Å and (b) 24-Å Image. Polysilicon grains are easily noticeable in (a); the Si/SiO2 and poly-Si/SiO2 interfaces are shown in part (b). On a local atomic scale, thickness variations of 2-3 Å are found which are a direct result of atomic steps at both interfaces. Copyright 1969 by International Business Machines Corporation; reprinted with permission from Ref. [9]. Layout of a Class Chip Basic 4-Mask Process PMOS Metal-Gate Process 1. p-diffusion 2. Thin oxide 3. Contacts 4. Metal Four Mask Class Process p-diffusion Contacts Thin oxide Metal Layout of Class Chip Metal Gate PMOS Process G J F H I G G A D B C G E G A. Thick oxide capacitor B. Thin Oxide Capacitor C. Van der Pauw structure D. Resistor 1 E. Resistor 2 F. Diode G. PMOS transistors H. PMOS logic inverter I. Lateral pnp transistor J. Kelvin contact structure Our Class Process Diode & Resistor Fabrication Top view of an integrated pn diode. Our Class Process Diode Fabrication (cont.) (a) First mask exposure (b) Post-exposure and development of photoresist (c) After SiO2 etch (d) After implantation/diffusion of acceptor dopant. Our Class Process Diode Fabrication (cont.) (e) Exposure of contact opening mask, (f) after resist development and etching of contact openings, (g) exposure of metal mask, and (h) After etching of aluminum and resist removal. Layout of Class Chip Metal Gate PMOS Process G J F H I G G A D B C G E G A. Thick oxide capacitor B. Thin Oxide Capacitor C. Van der Pauw structure D. Resistor 1 E. Resistor 2 F. Diode G. PMOS transistors H. PMOS logic inverter I. Lateral pnp transistor J. Kelvin contact structure References End of Lithography Section