Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
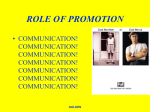
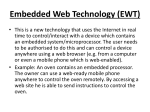
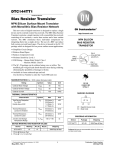
IPC-7801 Reflow Oven Process Control Standard Working Draft 2-27-2014 (Text highlighted in GREEN is for the use of typesetting only and will be removed before publication) 1 Scope This standard is intended to provide process control for solder reflow ovens by baseline and periodic verifications of oven profiles using a standard methodology. Equipment calibration and maintenance guidelines are provided. For detailed information on development of a product profile/recipe see IPC-7530. 1.2 Purpose Intended for users of reflow equipment to baseline performance and periodically verify and demonstrate acceptable oven profile repeatability. 2 Applicable Documents 2.1 Joint Industry Standards1 J-STD-033 Handling, Packing, Shipping and Use of Moisture/Reflow Sensitive Surface Mount Devices J-STD-075 Classification of Non-IC Electronic Components for Assembly Processes 2.2 IPC2 IPC-7530 Guidelines for Temperature Profiling for Mass Soldering Processes (Reflow & Wave) IPC-T-50 Terms and Definitions for Interconnecting and Packaging Electronic Circuits IPC-9194 Implementation of Statistical Process Control (SPC) Applied to Printed Board Assembly Manufacture Guideline 2.3 ANSI3 ISA MC-96.1 – Temperature Measurement Thermocouples (Footnotes) 1. www.ipc.org 2. www.ipc.org 3. www.ansi.org 3 Terms and Definitions Other than those terms listed below, the definitions of terms used in this standard are in accordance with IPC-T-50. Convection Reflow Soldering A solder reflow process where the primary means of heat transfer is by the recirculating flow of heated air or nitrogen in a Reflow Oven. Delta T Temperature variation across an assembly, specifically the difference between the highest and lowest temperatures on an assembly when measured at Peak Temperature in the profile (Figure 3-1). A low Delta T is desirable. Figure 3-1 Identification of temperature delta at peak reflow temperature (NEW) Golden Board A reusable test vehicle with thermal characteristics similar to a production assembly, used to measure Reflow Oven performance and repeatability, and establish reflow Recipes. Sometimes called a “witness board”, “standard test vehicle”, or “reference board”. Liquidus The temperature at which a solder alloy is completely melted. Peak Temperature The maximum temperature experienced at any point on an assembly during reflow soldering. The highest point on a Reflow Profile. Preheat A preliminary phase of the soldering process during which the product is heated at a predetermined rate from ambient temperature to a desired elevated temperature. Preheat reduces thermal shock and ensures uniform heating of the assembly up to Liquidus. Profiling System A data logger or measuring instrument for logging temperature and time data from thermocouples. Also “Profiler”. Ramp A controlled and uniform increase or decrease in temperature, represented as a constant slope on the Reflow Profile. The magnitude of the slope is known as the Ramp Rate. Recipe A defined set of process parameters programmed into a Reflow Oven (Figure 3-2). It includes a specific conveyor speed and temperatures within each Reflow Zone, and possibly the flow rates of air or nitrogen. The recipe typically varies with the thermal mass and other heat transfer characteristics of the assembly being soldered. Figure 3-2 Example of reflow oven recipe set points (NEW) Reflow Oven A solder reflow system, typically using mostly convection heating in an air or nitrogen environment. Conveyorized systems incorporate multiple reflow zones in series. Batch ovens offer lower throughput and are less common. Reflow Profile A graphical representation of temperature for a single or multiple locations on an assembly, plotted against time, during the reflow process. It may be a recommended “baseline” or Target Profile, or reflect actual measurements. Also known as "Oven Profile".(Figure 3-3 & 3-4) Figure 3-3 Zones is a typical reflow profile (IPC07530-3-2) Figure 3-4 Typical graph representation of a thermal profile (NEW) Reflow Zone A local environment within the Reflow Oven where a specific temperature is maintained in accordance with a Recipe. Heating zones are arranged in order or increasing temperature along the direction of conveyor travel. Cooling zones control the rate of solder solidification and cooldown of the assembly. Soak A portion of the Reflow Profile where the oven temperature is held nearly constant to allow temperatures to stabilize or become uniform across the assembly being soldered, minimizing Delta T. Spike A portion of the Reflow Profile where the oven temperature increases rapidly past the Liquidus point and then cools off quickly. Permits wetting and flow of solder during reflow while minimizing time at Peak Temperature. Thermocouple (T/C) A temperature sensor consisting of two dissimilar metals in physical contact. The electrical potential (voltage) between the contact point and a reference point in the circuit is proportional to the temperature difference between those two points. This small voltage is measured by a test instrument, which typically converts it to a temperature. User The entity responsible for controlling and performing reflow soldering. 4 Thermal Profiles – SnPb and Pb-Free 4.1 Recommended Reflow Profile Specifications The recommended baseline reflow profile is defined by the solder paste supplier/manufacturer. The oven supplier does not define the recommended reflow profile specification. The specification recommendation should be cross referenced with component specifications and board specifications to ensure maximum temperature limitation on materials used is not exceeded. The solder paste manufacturer has determined that achieving the recommended reflow profile will yield the overall optimum solder joint quality for a typical printed board assembly. Variations/deviations from this recommended baseline reflow profile may be required for printed board assemblies which have a large variation of thermal mass (eg. very large thermal mass components and very small thermal mass components on the same assembly). The baseline recommended profile is typically available within the suppliers solder paste data sheet provided with the solder paste. The data sheet is typically available on the solder paste supplier’s website. For guidance on setting up a specific recipe, see IPC-7530. 4.2 Example of a Typical Tin-Lead Reflow Profile Specifications A general ramp/soak/spike profile for an SnPb alloy may look like Figure 4-1.The elements of a ramp/soak/spike profile are: • Preheat/soak time = 60-90 seconds • Liquid Point = 183˚C • Recommended peak temperature = 210-225˚C • Time above liquid = 30-90 seconds • Recommendations from solder paste manufacturer will vary based on formula and manufacturer. Consult your solder paste manufacturer’s data sheet for specific time/temperature recommendations. Figure 4-1 Typical SnPb ramp/soak/spike reflow profile (NEW) 4.3 Example of a Typical Pb-free Reflow Profile Specifications A general ramp/spike profile may look like Figure 4-2. The elements of a ramp/spike profile are: • Preheat/soak time = 60-90 seconds • Liquid Point = 217-220˚C • Recommended peak temperature = 235-255˚C • Time above liquid = 40-75 seconds (sometimes 40-60 seconds) • Recommendations from solder paste manufacturer will vary based on formula and manufacturer. Consult your solder paste manufacturer’s data sheet for specific time/temperature recommendations. Figure 4-2 Typical SnPb ramp/soak/spike reflow profile (NEW) Users should monitor time above the component manufacturer’s maximum temperature threshold to insure that sensitive components are not damaged. See J-STD-033 and J-STD-075 for thermal damage considerations for moisture sensitive components, and IPC-1601 for printed boards. 4.4 Pb-free reflow profile temperatures Pb-free reflow profile temperatures are much higher than for SnPb solder (Figure 4-2), and the user must ensure all materials used in the printed board assembly (i.e. the components and printed board) can withstand these temperatures. Figure 4-2 Comparision of SnPb vs. Pb-free reflow profiles (NEW) 5 Golden Board Design for Process Verifications 5.1 Optimal Golden board - using the actual product is always the best Golden board. Actual product gives feedback on the actual process and should provide more accurate data for troubleshooting or process improvement. However, it is not always possible to use actual product; customers may not supply extra assemblies and/or cost may be prohibitive. In these cases, a proxy or Golden board may be useful. 5.2 Other Options for the Golden board The Golden Board design should be producible easily and quickly in quantity with low cost, and easily replaced. After multiple uses, the board can break down or delaminate, components sustain damage, and IMC thickening changes thermal properties. The Golden Board can provide representative data on the thermal excursion of product through the oven. When used consistently, the purpose of the Golden Board is to show consistency and repeatability information to confirm that the way the process was operating yesterday is the way it is still running today. The Golden Board can be any size or shape that best represents the product. Golden Boards do not have to be complicated or complex. In fact, since their main function is to show repeatability, simpler is often better because simpler is easier to make in quantity and maintain consistency. 5.3 Golden board Materials The laminate construction should be the same as that used in the product or approximate the thermal properties. Most printed board laminates will experience physical changes including delamination after repeated reflow cycles. To extend use of the Golden Board, alternative materials can be considered. 5.3.1 T/C Location Thermocouples can be placed in a variety of configurations including cross belt (transverse to the line of travel), along the line of travel, or a combination. (Figure 5-1) Figure 5-1 Thermocouple placements (NEW) Locating the T/Cs on the Golden Board is critical for acquiring accurate and useable data from any Profiling System. Typical locations on the Golden Board include leading and trailing edges, left, center, and right. It is common to use 3-5 measurement points (Figure 5-2). More connection points can be made depending on the capability of the profiler being used. Figure 5-2 Common thermocouple configurations (NEW) 5.3.2 T/C Attachment Methods – Bolt on T/C Bolt on t/c method is very simple to do and repeat using screw and a nut. This method is inexpensive, robust, and can survive many passes through the oven. Care must be taken not to touch the T/C wires to the outside of the screw head. Some view the thermal mass of a screw head as not representative of an electronic component and as an “insulator”. Still others consider the screw as repeatable and consistent from location to location, and using them on a Golden Board can provide a repeatable thermal mass and rate of heat transfer. A locking mechanism, thread locker, or adhesive should be used to hold the nut in place. See Figure 5-3. Figure 5-3 Bolt on thermocouple method (NEW) 5.3.3 T/C Attachment Methods – Eyelet T/C The eyelet method is also simple and repeatable, using a screw and nut to secure the eyelet. This method is a slightly more expensive but is extremely robust. See Figure 5-4. Figure 5-4 Bolt on eyelet T/C attachment method (NEW) 5.3.4 Golden Board T/C Assembly methods UV and non-UV cure adhesives are relatively inexpensive and quick to apply. Attachment may be less robust, but a small adhesive dot has less thermal mass and insulating properties than a bolt or eyelet, and will give more accurate temperature. The T/C should make intimate contact with the Golden Board. See Figure 5-5. Figure 5-5 Epoxy T/C attachment method (NEW) 6 Profiling Equipment Requirements 6.1 Types of Profiling Equipment 6.1.1 “Built-in” Profilers Profilers which are integrated as part of the oven system. These systems typically use long, trailing T/C wires to acquire real time data (AKA the “fishing method”). They can be included on most ovens at little additional cost, but often have limited features. See Figure 6-1. Figure 6-1 “Built-in” thermocouple attachment sites on a reflow oven (NEW) 6.1.2 Remote Profilers Remote profilers offered by third party suppliers use short T/C wires with the profiler box trailing the product as it passes through the oven. These systems are more expensive but have many additional features and are generally easier to use. Remote profilers can log data to be downloaded after the test run, or provide real-time RF data transmission. See Figure 6-2. Figure 6-2 Remote Profiling System 6.2 Minimum Data Acquisition The minimum data acquisition rate should be sufficient to capture the temperature changes, but not so much as to overload the user with data. A common rate is one reading per second. 6.3 Data Recording Unit The data unit must be capable of withstanding the maximum temperature of the recipes in use. 6.6 Number of T/C’s The minimum number of T/Cs should be three. 6.8 Measurement Accuracy The measurement tool (Profiling System) should be calibrated and should be accurate to within ± 2°C The Profiling System is typically calibrated annually. The calibration process must be performed carefully in a thermally stable environment. Typically the instruments are returned to the manufacturer or an outside lab for calibration. If your facility has a captive calibration/metrology lab, you should contact them manufacturer for their recommended calibration procedure. A calibration compares the instrument’s measurements to known standards. There are two common methods used to make this comparison: 1. Place the instrument’s T/C in a temperature bath of known value, comparing the instruments measurements to that value. 2. Using a thermocouple simulator standard, source an equivalent voltage to the instrument’s inputs, comparing the instruments measurements to that value. If the instrument’s measurements are within the manufacturer’s specification for accuracy, the instrument is in calibration. Method 2 is most common since the T/C simulator can source most any temperature value within the range of temperatures at which reflow ovens operate. If the instrument is shown to be out of specification, it must be taken out of service and recalibrated. The exact procedure for this depends on the manufacturer of the instrument, and their procedure should be followed carefully, or the instrument returned to the manufacturer. 7 THERMOCOUPLES This section contains a brief discussion of T/Cs and common attachment methods. For a more in depth discussion on T/Cs see IPC-7530. A thermocouple (T/C) is a temperature measuring device that uses two wire conductors made of dissimilar metals. The wires are connected at a single point. When hot or cold is applied to the T/C, the voltage difference between the exposed connection point and an insulated reference connection point is interpreted by a meter, which then converts the voltage difference into a displayed temperature. 7.1 “K” – Type T/C The most common T/C in use is the “K”-type. Type K T/Cs wires are typically made of chromel (90% nickel and 10% chromium) and alumel (95% nickel, 2% manganese, and 1% silicon). A temperature sensing range of -200°C to +1350°C [-330°F to +2460°F] is common. 7.2 Wire Length The wire should be long enough to allow the Profiling System to trail the board by at least one oven zone. Short wires (61cm [24in]) can be used for remote data collection devices that ride through the oven (see x.x). Longer wires (which extend the full length of the oven plus approximately 1.5m [5ft] of service length) allow for builtin data collection systems (see 6.1.1). 7.3 Wire Gage The gage of the T/C wires can vary according to use (Figure 7-1). 20-24 gage wire is common when using built-in data collection systems. Insulation is usually fiberglass, which can insulate up to approximately 480°C [896°F]. This gage is recommended when durability is a concern or when higher temperatures will be used. Smaller gage wires (30-40 gage) are common when remote Profilers are used or when the T/C will be attached to BGAs or other small components. Fine gage wires are insulated with Teflon® which limits the temperature range to approximately 260°C [500°F]. Other insulations such as Kapton®, glass, or hybrids may be able to withstand higher temperatures. Figure 7-1 Example of a heavy gage wire T/C vs. a fine gage T/C compared to a U.S. Dime (NEW) 7.4 Limit of Error The typical limit of error on most T/Cs is approximately 2.2°C [4.2°F]. It is important to note that two T/Cs on the same board may vary by as much as 2.2°C [4.2°F] due to variability in the T/C itself. Multiple test boards may also exhibit variations of up to 2.2°C [4.2°F] on the same test point. If more precise data is required, Special Limits of Error (SLE) T/Cs are available which have a 1.1°C [2°F] nominal variation. Cost for the SLE T/Cs are higher, but are an excellent choice when evaluating repeatability of a particular oven profile. ISA MC-96.1 defines the limits of error on T/Cs. 7.5 T/C Attachment This section addresses attaching to a production assemblies where the T/C must be removable after reflow. For attachment to a Golden Board, see section 5.3.4 7.5.1 Polyimide Tape Polyimide tape (Figure 7-2) is an inexpensive and easy way to attach T/Cs to a board. The tape can be removed and replaced at any time to move the T/Cs to any location on the surface of the PB or component. No special tools are required to use polyimide tape, and it can easily be packed into a tool kit for travel if necessary. There are drawbacks to the use of polyimide tape. Resulting data is often not repeatable, because adhesive softens with heat, and tape can become dislodged or lift from the surface being evaluated. Lifted tape usually means a lifted T/C. Over all, polyimide tape provides a relatively weak bond to the surface of the assembly. Also, it is not possible to use polyimide tape to secure a T/C underneath a BGA or other component. This method should be used when the assembly cannot be used as a Golden Board and will only be used for profiling once. Figure 7-2 Polyimide Tape (NEW) 7.5.2 Double-Sided Metal Tape Some Profile System kits include metal tape (figure 7-3), which attaches the T/C to the surface easily, and like polyimide, can be easily placed or moved to various locations. Metal tape is a good choice for attachment when the surface of the assembly must not be damaged. The residue left by the tape can easily be removed from the assembly. Double-sided metal tapes are stronger then polyimide, but still have relatively weak bonding strength and are not very durable. A small amount of force on the T/C can detach the metal tape, leading to erroneous data. Double-sided metal tape is also impossible to use in confined areas or under BGAs and other components. Figure 7-3 Double-Sided Metal Tape (NEW) 7.5.3 High-Temperature Solder High-temperature solder provides accurate results since it is highly thermally conductive, similar to the assembly solder. High-temperature solders can have liquidus points in excess of 280°C [536°F]. The higher melting temperature allows the solder to remain attached to the assembly well above the reflow temperature for a typical electronic assembly. The equipment needed to attach a T/C with high-temperature solder is the same as most other solders. A handsoldering unit must have the capability of reaching the liquidus point of the solder being used. High-temperature solders allow a solid connection to the assembly while still providing a good thermal transfer to the T/C. Multiple reflow excursions can be made using the same assembly with T/Cs connected by high-temperature solder, and it is unlikely for the T/C to become dislodged. Results from the assembly are usually reliable and repeatable. However, high-temperature can be difficult for an inexperienced technician to use, which can result in a poor attachment. The solder usually takes longer to reflow, and the localized high heat can damage the assembly. In addition, a large deposit of the solder may become an insulator over the T/C, which will skew the resulting data. 7.5.4 U/V Cured/Thermally Conductive Adhesive U/V cured adhesive, like high-temperature solder, can provide reliable and repeatable results. It is generally easy to use, being dispensed from a syringe or other dispenser system (Figure 7-4). Many adhesives cure in 10-20 seconds with the use of a spot cure U/V system. The adhesive is fairly thermally conductive, and does not act as an insulator for the T/C. The resulting attachment is very strong and the T/C is unlikely to become dislodged. In addition, the adhesive is very durable, which means the assembly can be used on multiple heat excursions allowing dozens of test runs. One drawback for a U/V cured adhesive is that a U/V curing system is required. Also, the curing units can be expensive and require an initial investment which is higher than other methods of T/C attachment. 7.5.5 Attaching without Damage In some cases, a limited number of assemblies are available for a production run, making it essential to avoid damage to the tested assembly. Polyimide or double-sided metal tape should be used to attach the T/Cs to the assembly. While the connections are not as durable as the soldered or adhesive attached T/Cs, the tape can easily be removed, along with any residue. (Line drawing place holder. Completed drawing will be placed here before publication.) Figure 7-4 Adhesive Dispensing Unit (NEW) 7.7 Additional Suggestions The following are additional suggestions which can increase the life of the T/C and help ensure reliable, repeatable data results. 7.7.1 Long Wires When using long trailing T/C wires, add a protective, insulating sleeve over the T/C wires to protect them and increase the life of the test assembly (Figure 7-6). Wires can be taped together every 1 to 2 feet to prevent tangling. 7-5 Added insulation to protect long run wires (NEW) 7.7.2 Stress Relief Wrap T/C wires through cutouts or holes in the product to provide stress relief. This will result in less wear and tear on the T/C attachment, and the T/Cs will be less likely to detach (Figure 7-6). 7-6 Stress Relief Option (NEW) 7.7.3 Adhesive Support Using adhesive to attach the T/C wires to the trailing edge of the Golden Board (Figure 7-7) will provide stress relief for the T/C attachment, and will increase the life of the test assembly. 7-7 Adhesive Support (NEW) 7.8 Recognizing Potential Issues 7.8.1 Variations in Attachments Variations in the attachment method can cause variation in the accuracy of the collected data. More accurate results can be achieved by using uniform amounts of solder or adhesive on all connections 7.8.2 Twisted Wires Avoid twisting bare T/C wires (Figure 7-8). Temperature is measured where the two wires FIRST contact each other. Twisted wires will likely measure air temperature instead of board temperature. Figure 7-8 Twisted T/C Wires (NEW) A. Not Twisted (Correct) B. Twisted (Incorrect) C. Temperature will be measured at this point. 7.8.3 “Spikes” in Temperature Data Figure 7-9 shows a data result with spikes in temperature instead of a consistent temperature ramp. These spikes are usually caused by a loose T/C which is measuring the ambient temperature instead of the board temperature. The T/C should be re-attached and the test should be run again. Figure 7-9 Spikes in Temperature Data (NEW) 7.8.4 Excessively High or Low Temperature An excessively high temperature line can be an indication of a broken or “open” T/C. In these cases the T/C wire should be replaced. An excessively low temperature (below 100°C [212°F]) can indicate a short in the T/C. Commonly in these cases, the wires are connecting within the T/C connector. Open the connector and rework the wire terminations. 8 Verification Profiling Frequency The Golden Board should be profiled on a regular periodic basis. The maximum time between runs is recommended to be no more than one month if the process has objective data that supports Cpk ≥1.33(see 9.1). The user may choose a shorter or longer frequency between runs, based on the users internal control plan (see IPC-9194) and as supported by historical data. If the oven is equipped with a continuous monitoring system, data from that system may be used in lieu of the reference board check run to demonstrate Cpk values. The Golden Board should be profiled after any maintenance procedure that affects the exhaust, heating/cooling, or conveyor subsystems of the machine. Data from the Golden Board should be recorded on a control chart per the user’s internal control plan. One or more of the following process parameters should be selected for charting a. Ramp Up Rate b. Preheat Dwell Time between temperatures c. Time above Liquidus d. Peak or Maximum Temperature e. Ramp Down Rate Minimum Specification Limit: If any characteristic is outside established limits, the reflow system and the Golden Board should be evaluated, and corrective action taken before proceeding with production. 9 Requirements for Oven Repeatability Calculations 9.1 Cpk - Process Capability and Cp - Oven Stability Process Capability is a measurable property of a process that compares the product specification to the variability of the process. It is expressed as a Process Capability Index (Cpk or Cpk) or Capability Performance (Cp or Cp). These measurements use statistics to predict how many parts will be produced out of specification. Process capability can also be defined as the capability of a process to meet its purpose as required by an organization's management. In most cases, when people ask about Cpk without specifying a product, they want management information and are really asking for Cp. In both cases the calculation requires: 1. A measure of the variability of a process, and 2. A specification or product tolerance. The result is a statistical ratio of variability (standard deviation) to the process window (specification). 9.2 SMT Oven Stability SMT Oven Stability uses a Golden Board with 4 to 6 T/Cs and usually evaluates the peak temperature and Time Above Liquidus (TAL). It can also include the Flux Activation Time (FAT) and the heating/cooling rates. It normally requires a minimum of 15 consecutive runs. For machine capability (Cp), the specification target is equal to the average of the runs, and the control limits are set at industry standards for SMT solders. 9.3 Process Capability Process Capability (Cpk) is done with actual production boards. The number of T/Cs depends upon the number of critical components. Sometimes the cooling rate, hold time, heating ramp, and time to peak are added to the peak temperature and TAL. The specification (target and range) is usually from solder supplier’s documentation, but may vary in special cases. This usually requires runs to be repeated over an extended time, such as once an hour for 12 hours, or every 12 hours for a week, but can be done in a shorter time. When complete, Cpk can be calculated for that specific production board and process. If either the board or process changes, the Cpk should be rerun The calculations are the same for oven stability and process capability. 1. Mean (average) and standard deviation for each criteria being measured. (Note: for Cp the target is the calculated mean) 2. Tolerance range = Upper spec limit minus the lower spec limit 3. Cp = Tolerance range/6 times the standard deviation 4. K = The absolute value of the target minus the mean divided by ½ the tolerance range 5. CpK = Cp times (1 minus K) 6. Cp should be > 1.0 and CpK should be >1.33 to demonstrate control. (Note: Some references say that the machine capability (Cpm) should be > 2.0.) Normally a Cpk question from a customer refers to the process capability study, because he wants to know about the repeatability of the thermal process on his product. The customer may also be interested in machine capability and repeatability. In a process study, the Cpk calculations can be done for all the T/Cs or for each individual T/C depending upon the requirements. 10 Maintenance and Calibration Guidelines 10.1 Nitrogen Usage Many systems use a flow of gaseous nitrogen to reduce oxygen levels inside the system during critical phases of reflow. If the process was established using nitrogen then ensure that nitrogen is on during the board check run. 10.2 Reflow Oven Operation 10.2.1 General The system operator must perform system startup and cool down/shutdown procedures as recommended by the equipment manufacturer, and lubricate fittings at specified intervals as required. Monitor system operation, and report any alarms or operating problems to the appropriate supervisor or maintenance personnel. 10.3 General Housekeeping and Daily Maintenance Daily maintenance will usually be performed by the responsible system operator or process owner. Wipe down the machine daily. Clean any tools or fixtures and put them away. Conveyor chains, sprockets, and the machine chamber also require regular cleaning using an approved vacuum or aqueous cleaning agent. Never use flammable solvents for cleaning. Recommended cleaning materials include lint-free cloths, an ammonia based cleaner, scale stripper, and defoamer. 10.4 Calibration To assure proper control of the reflow profile, periodic calibration should be performed on conveyor speed and the thermocouples in all zones. A regular schedule of oven calibration should be in place, typically annually or as recommended by the oven manufacture. This should include at least all temperature measurement and conveyor speed systems. Some may recommend confirming proper convection air flow, N2 (O2) measurements systems, and other sensors. The oven manufacture must specify the process for performing these calibrations. The manufacturer should recommend a calibration procedure. However, lacking any procedure from the manufacturer, there are again two methods for temperature: 1) Place a T/C of known calibration at or on the oven’s T/Cs, or 2) Use a T/C simulator to source thermocouple voltage into the oven’s measurement system, and then compare the measurements to verify they are within the manufacturer’s specification. It is reasonable to expect these measurements to be within ±2°C. For conveyor speed, measure the length of the conveyor, measure the time to travel that length, and divide length by time to determine if the conveyor speed is within the accuracy specified by the manufacturer. 10.5 Preventive Maintenance Tasks, procedures, and recommended intervals should be specified by the equipment manufacturer in machine operation and service manuals. Table 10-1 is an example, and is included for reference only. Table 10-1 Example of Maintenance Schedule (SAMPLE ONLY)