Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
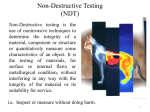
Subir Basu 1 What is Non-Destructive Testing? • Non-Destructive Testing (NDT) is the examination of an object or material with technology that does not affect its future usefulness. NDT techniques do not harm or destroy the object under test. NDT can provide an excellent balance of quality control and cost-effectiveness without affecting manufacturing yield. • The term "NDT" includes many methods that can: · Detect internal or external defects · Determine structure, composition or material properties · Measure geometric characteristics NDT can and should be used in any phase of a product's design and manufacturing process, including materials selection, research and development, quality assurance and production. • Non-Destructive Testing is also known as Non-Destructive Evaluation (NDE) or Non-Destructive Inspection (NDI). Different Types of NDT Methods • Ultrasonic Testing (UT) ... • Radiography Testing (RT) ... • Eddy Current (Electromagnetic) Testing (ET) ... • Magnetic Particle Testing (MT) ... • Acoustic Emission Testing (AE) ... • Liquid Penetrant testing (PT) ... • Leak Testing (LT) • Visual Inspection Subir Basu 2 WHY USE NDT? • Here are the some top reasons of using NDT. • Savings. The most obvious answer to this question is that NDT is more appealing than destructive testing because it allows the material or object being examined to survive the examination unharmed, thus saving money and resources. • Safety. NDT is also appealing because almost all NDT techniques (except radiographic testing) are harmless to people. • Efficiency. NDT methods allow for the thorough and relatively quick evaluation of assets, which can be crucial for ensuring continued safety and performance on a job site. • Accuracy. NDT methods have been proven accurate and predictable, both qualities we want when it comes to maintenance procedures meant to ensure the safety of personnel and the longevity of equipment. Ultrasonic Testing What is Ultrasonic Testing? • Ultrasonic nondestructive testing, also known as ultrasonic NDT or simply UT, is a method of characterizing the thickness or internal structure of a test piece through the use of high frequency sound waves. The frequencies, or pitch, used for ultrasonic testing are many times higher than the limit of human hearing, most commonly in the range from 500 KHz to 20 MHz. • High frequency sound waves are very directional, and they will travel through a medium (like a piece of steel or plastic) until they encounter a boundary with another medium (like air), at which point they reflect back to their source. By analyzing these reflections it is possible to measure the thickness of a test piece, or find evidence of cracks or other hidden internal flaws. • In ultrasonic testing, an ultrasound transducer connected to a diagnostic machine is passed over the object being inspected. The transducer is typically separated from the test object by a couplant (such as oil) or by water, as in immersion testing. • There are two methods of receiving the ultrasound waveform, reflection and attenuation. Subir Basu 3 • • • • In reflection (or pulse-echo) mode, the transducer performs both the sending and the receiving of the pulsed waves as the "sound" is reflected back to the device. Reflected ultrasound comes from an interface, such as the back wall of the object or from an imperfection within the object. The diagnostic machine displays these results in the form of a signal with an amplitude representing the intensity of the reflection and the distance, representing the arrival time of the reflection. In attenuation (or through-transmission) mode, a transmitter sends ultrasound through one surface, and a separate receiver detects the amount that has reached it on another surface after traveling through the medium. Imperfections or other conditions in the space between the transmitter and receiver reduce the amount of sound transmitted, thus revealing their presence. Using the couplant increases the efficiency of the process by reducing the losses in the ultrasonic wave energy due to separation between the surfaces. Principle of ultrasonic testing. LEFT: A probe sends a sound wave into a test material. There are two indications, one from the initial pulse of the probe, and the second due to the back wall echo. RIGHT: A defect creates a third indication and simultaneously reduces the amplitude of the back wall indication. Subir Basu 4 What are the advantages of ultrasonic testing? Ultrasonic testing is completely nondestructive. The test piece does not have to be cut, sectioned, or exposed to damaging chemicals. Access to only one side is required, unlike measurement with mechanical thickness tools like calipers and micrometers. There are no potential health hazards associated with ultrasonic testing, unlike radiography. When a test has been properly set up, results are highly repeatable and reliable. Under optimum conditions, commercial ultrasonic gages can achieve accuracies as high as +/- 0.001 mm, with accuracies of +/- 0.025 mm or better possible in most common engineering materials. Ultrasonic Testing of Welds One of the most useful characteristics of ultrasonic testing is its ability to determine the exact position of a discontinuity in a weld. This testing method requires a high level of operator training and competence and is dependant on the establishment and application of suitable testing procedures. This testing method can be used on ferrous and nonferrous materials, is often suited for testing thicker sections accessible from one side only, and can often detect finer lines or plainer defects which may not be as readily detected by radiographic testing. Radiography Testing (RT) Radiographic Testing (RT) is a non-destructive testing (NDT) method which uses either x-rays or gamma rays to examine the internal structure of manufactured components identifying any flaws or defects. X-rays & Gama rays are used for inspection of Welds, castings, forgings etc faults in the metal, affects the intensity of rays passing through the materials. There is a requirement for radiographic examination of many welds particularly those in pressure vessels. Various methods are used for inspection of longitudinal & circumferential welds. Defects such as porosity, slag inclusion, lack of fusion, poor penetration, and under cutting can be detected by Radiographic testing. In NDT, radiography is one of the most important and widely used methods. Radiographic testing (RT) offers a number of advantages over other NDT methods, however, one of its major disadvantages is the health risk associated with the radiation. Subir Basu 5 RT is one of the most widely used NDT methods for the detection of internal defects such as porosity and voids. It is also suitable for detecting changes in material composition, thickness measurements and locating unwanted or defective components hidden from view in an assembled part. The intensity of the radiation that penetrates and passes through the material is either captured by a radiation sensitive film (Film Radiography) . Film radiography is the oldest approach, yet it is still the most widely used in NDT. The variation in the image darkness can be used to determine thickness or composition of material and would also reveal the presence of any flaws or discontinuities inside the material. Subir Basu 6 Basic Principles • In radiographic testing, the part to be inspected is placed between the radiation source and a piece of radiation sensitive film. • The radiation source can either be an X-ray machine or a radioactive source. • The part will stop some of the radiation where thicker and more dense areas will stop more of the radiation. • The radiation that passes through the part will expose the film and forms a shadowgraph of the part. • The film darkness (density) will vary with the amount of radiation reaching the film through the test object, • where darker areas indicate more exposure (higher radiation intensity) and lighter areas indicate less exposure (higher Radiation intensity). Advantages of RT 1. Both surface and internal discontinuities can be detected. 2. Significant variations in composition can be detected. 3. It can be used on a variety of materials. 4. Can be used for inspecting hidden areas (direct access to surface is not required) 5. Very minimal or no part preparation is required. 6. Permanent test record is obtained. 7. Good portability especially for gamma-ray sources. Disadvantages of RT 1. Hazardous to operators and other nearby personnel. 2. High degree of skill and experience is required for exposure and interpretation. 3. The equipment is relatively expensive (especially for x-ray sources). 4. The process is generally slow. 5. Highly directional (sensitive to flaw orientation). 6. Depth of discontinuity is not indicated. Subir Basu 7 7. It requires a two-sided access to the component. Nature of Penetrating Radiation • Both X-rays and gamma rays are electromagnetic waves and on the electromagnetic spectrum they occupy frequency ranges that are higher than ultraviolet radiation. • In terms of frequency, gamma rays generally have higher frequencies than X-rays. • The major distinction between X-rays and gamma rays is the origin where X-rays are usually artificially produced using an Xray generator and gamma radiation is the product of radioactive materials. • Both X-rays and gamma rays are waveforms, as are light rays, microwaves, and radio waves. • X-rays and gamma rays cannot be seen, felt, or heard. They possess no charge and no mass and, therefore, are not influenced by electrical and magnetic fields and will generally travel in straight lines. • However, they can be diffracted (bent) in a manner similar to light. • Electromagnetic radiation act somewhat like a particle at times in that they occur as small “packets” of energy and are referred to as “photons”. • Each photon contains a certain amount (or bundle) of energy, and all electromagnetic radiation consists of these photons. • The only difference between the various types of electromagnetic radiation is the amount of energy found in the photons. • Due to the short wavelength of X-rays and gamma rays, they have more energy to pass through matter than do the other forms of energy in the electromagnetic spectrum. • As they pass through matter, they are scattered and absorbed and the degree of penetration depends on the kind of matter and the energy of the rays. Properties of X-Rays and Gamma Rays • They are not detected by human senses (cannot be seen, heard, felt, etc.). • They travel in straight lines at the speed of light. • Their paths cannot be changed by electrical or magnetic fields. • They can be diffracted, refracted to a small degree at interfaces between two different materials, and in some cases be reflected. Subir Basu 8 • Their degree of penetration depends on their energy and the matter they are traveling through. • They have enough energy to ionize matter and can damage or destroy living cells. X ray source • In the widely used conventional X radiography, the source of radiation is an X-ray tube. • • It consists of a glass tube under vacuum, enclosing a positive electrode or ‘anode’ and a negative electrode or ‘cathode’. • • The cathode comprises a filament, which when brought to incandescence by a current of a few amperes, emits electrons. • Under the effect of electrical tension set up between the anode and the cathode, these electrons are attracted to the anode. Subir Basu 9 • • • • • • • • • • • The stream of electrons is concentrated in a beam by a cylinder or a focusing cup. The anti-cathode is a slip of metal with high melting point recessed in to the anode, where it is struck by the beam of electrons. It is by hitting on the anti-cathode (i.e focusing cup) that fast moving electrons give rise to X-rays. The replacement of glass tubes by metal ceramic ones has led to an extended tube life. Modern X-ray generators are available up to 450 kV and 50 mA. Highly automated self propelled X-ray mini-crawlers which travel within pipelines are used to take radiographs of pipelines and welds from inside. The area of the anti-cathode which is struck by the electron flux is called the ‘focal spot’ or TARGET. It is essential that this area should be sufficiently large, in order to avoid local heating which may damage the anti-cathode and to allow rapid dissipation of heat. The two important distinguishing features of a beam of X rays are its intensity and quality. • The first term refers to how much radiation (quantity). • The second term refers to the kind of radiation (how penetrating it is). Subir Basu 10 Magnetic particle inspection (MPI) Magnetic Particle Testing (MPT), also referred to as Magnetic Particle Inspection, is a nondestructive examination (NDE) technique used to detect surface and slightly subsurface flaws in most ferromagnetic materials such as iron, nickel, and cobalt, and some of their alloys. Because it does not necessitate the degree of surface preparation required by other nondestructive test methods, conducting MPT is relatively fast and easy. This has made it one of the more commonly utilized NDE techniques. MPT is a fairly simple process with two variations: Wet Magnetic Particle Testing (WMPT) and Dry Magnetic Particle Testing (DMPT). In either one, a magnetic field is produced in the component by means of electric current or permanent magnet & magnetic particles are sprayed on the test piece, cracks are reveled by a line of magnetic particles. The particles used, may be black iron Oxide held in suspension in thin oil. It is poured on the surface of the test piece, surplus being collected on a tray beneath. How Magnetic Particle Examination Works When ferromagnetic material (typically iron or steel) is defect-free, it will transfer lines of magnetic flux (field) through the material without any interruption. But when a crack or other discontinuity is present, the magnetic flux leaks out of the material. As it leaks, magnetic flux (magnetic field) will collect ferromagnetic particles (iron powder), making the size and shape of the discontinuity easily visible. Subir Basu 11 Use of Ultra violet light indicates flaws in the test materials in better way. Subir Basu 12 However, the magnetic flux will only leak out of the material if the discontinuity is generally perpendicular to its flow. If the discontinuity, such as a crack, is parallel to the lines of magnetic flux, there will be no leakage and therefore no indication observed. To resolve this issue, each area needs to be examined twice. The second examination needs to be perpendicular to the first so discontinuities in any direction are detected. The examiner must ensure that enough overlap of areas of magnetic flux is maintained throughout the examination process so discontinuities are not missed. Any cracks or defects in the material will interrupt the flow of current and will cause magnetism to spread out from them. This will create a “flux leakage field” at the site of the damage. Colored magnetic inks in aerosols are also available. In dry method dust of magnetic particles powder is used, test particles is dusted by magnetic particles powder, powder tends to collect at the crack in the same way. If there are any flaws on or near the surface, the flux leakage field will draw the particles to the damage site. This provides a visible indication of the approximate size and shape of the flaw. There are several benefits of MPT compared to other NDE methods. It is highly portable, generally inexpensive, and does not need a stringent pre-cleaning operation. MPT is also one of the best options for detecting fine, shallow surface cracks. It is fast, easy, and will work through thin coatings. Finally, there are few limitations regarding the size/shape of test specimens. Despite its strengths, the method is not without its limits. The material must be ferromagnetic. Likewise, the orientation and strength of the magnetic field is critical. The method only detects surface and near-to-surface defects. Those further down require alternative methods. once MPT has been completed, the component must be demagnetized, which can sometimes be difficult. Liquid Penetrant testing (PT) Liquid penetrant examination is one of the most popular Nondestructive Examination (NDE) methods in the industry. It is economical, versatile, and requires minimal training when compared to other NDE methods. Liquid penetrant exams check for material flaws open to the surface by flowing very thin liquid into the flaw and then drawing the liquid out with a chalk-like developer. Welds are the most common item inspected, but plate, bars, pipes, castings, and forgings are also commonly inspected using liquid penetrant examination. The dye penetrant solvent removable method is most popular because it is low cost and very versatile. It typically comes in three aerosol cans – cleaner, penetrant, and developer. Subir Basu 13 • • There are six basic steps to follow when using the dye penetrant solvent removable method. 1. Pre-clean part. This can range from grinding and wire brushing to merely wiping the part with a rag moistened with the cleaner/ remover. The surface needs to be free of dirt, rust, scale, paint, oil, and grease, and be smooth enough to wipe off the penetrant without leaving residue. • • Pre clean part Apply penetrant 2. Apply penetrant. This is generally done by spraying penetrant from the aerosol can or applying it with a brush. A dwell (soak) time needs to be observed to allow for the penetrant to permeate into cracks and voids. This is typically 5 to 30 minutes but should never be long enough for the penetrant to dry. The penetrant manufacturer’s recommendations and written procedure should be followed. Subir Basu 14 • 3.Remove penetrant. All penetrant should be removed with clean, dry, lint-free rags until thoroughly clean. The part or material should be rubbed vigorously until the penetrant is not visible on the dry rags. Next, cleaner/ remover should be sprayed on another clean, dry, lint-free rag and used to vigorously rub the part again until there is no penetrant visible on the rag. • • Remove penetrant. Apply developer. 4.Apply developer. A thin, light coating of developer should be sprayed on the part being examined. A dwell time needs to be observed to allow time for the dye to exit the flaws and create an indication (flaw) in the developer. The dwell time for developer is typically 10 to 60 minutes. The developer manufacturer’s recommendations and written procedure should be followed closely. Subir Basu 15 • 5. Evaluate indications. It is critical to examine the part within the time frame designated in the written procedure. Length of an indication can grow over time as penetrant bleeds out, causing an acceptable indication to be a rejectable defect. Length of indication is measured for evaluation, not length of the flaw. Here, the two linear indications are rejectable defects. The round indication is nonrelevant. • • Evaluate indications. 6. Post-clean part. The part needs to be cleaned to remove all developer after it has been evaluated. Subir Basu Post-clean part 16 There are several advantages and disadvantages to using liquid penetrant examination. Advantages: • High sensitivity to small surface discontinuities • Easy inspection of parts with complex shapes • Quick and inexpensive inspection of large areas and large volumes of parts/materials • Few material limitations (metallic and nonmetallic, magnetic and nonmagnetic, and conductive and nonconductive can all be inspected) • A visual representation of the flaw are indicated directly on the part surface • Aerosol spray cans make the process portable, convenient, and inexpensive • Indications can reveal relative size, shape, and depth of the flaw • It is easy and requires minimal amount of training Disadvantages: • Detects flaws only open to the surface • Materials with porous surfaces cannot be examined using this process • Only clean, smooth surfaces can be inspected. (Rust, dirt, paint, oil and grease must be removed.) • Metal smearing from power wire brushing, shot blasting, or grit blasting must be removed prior to liquid penetrant examination • Examiner must have direct access to surface being examined • Surface finish and roughness can affect examination sensitivity. (It may be necessary to grind surfaces before PT.) • Multiple process steps must be performed and controlled • Post cleaning of parts and material is required, especially if welding is to be performed • Proper handling and disposal of chemicals is required • Fumes can be hazardous and flammable without proper ventilation Subir Basu 17 Leak Testing (LT) Leak testing is a method used to measure the escape of liquids, vacuum or gases from sealed systems. A leak is a hole or porosity in an enclosure capable of passing a fluid from the higher pressure side to the lower pressure side. Bubble leak test – is used for applications that do not require high sensitivity. With bubble testing, the part under test is pressurized, submerged in a liquid—typically water—while the operator looks for bubbles. Bubbles form at the source of the leak as a result of air pressure, and the amount of bubbles per minute can signify the size of the leak. Pressure change method – The pressure decay testing method measures the decrease in pressure in an object. A test object is initially inflated and then a reference pressure is established. After a designated amount of time, the pressure is monitored again, and the initial and final measurements are compared. The change in pressure can be used to calculate the leak rate given the internal volume of the device. Pressure decay is able to detect minute changes in pressure. A drop in pressure signifies a leak; the greater the pressure drop, the larger the leak. This method is convenient in that it is easily automated and dry. Visual Inspection Visual Inspection, or Visual Testing (VT), is the oldest and most basic method of inspection. It is the process of looking over a piece of equipment using the naked eye to look for flaws. It requires no equipment except the naked eye of a trained inspector. A well-trained inspector can detect most signs of damage. Visual testing (VT) is also known as visual testing examination, nondestructive inspection, or nondestructive evaluation or examination. Visual testing is the most common nondestructive testing method. Visual testing is a popular NDT method, because it is so easy to perform, it is a low-cost method, and it requires minimal equipment. VT involves observing a component with the naked eye to evaluate the presence of surface discontinuities. VT can be assisted with optical instruments such as magnifying glasses, boroscopes, mirrors, and other computer equipment for remote viewing. If a component can be viewed, visual testing is the first method of testing in an NDT examination. Visual testing can be performed on components that show visible corrosion or degradation such as welds, storage tanks, piping, boilers, and pressure vessels. Subir Basu 18 Subir Basu 19 VT Applications • Examining the surface condition of a component • Examining alignment of mating surfaces • Checking presence of leaks VT Equipment Magnifying glasses, Fillet weld gauge, Microscopes, Computer equipment (remote viewing), Illuminated magnifier, Inspection Glass, Boroscope, Mirrors and naked eye. VT Advantages • Simple method to perform • Examination can be performed quickly • Low-cost method • Minimal training • Minimal equipment VT Disadvantages • Inspector training necessary • Good eyesight required or eyesight corrected to 20/40 • Can miss internal defects • Report must be recorded by inspector • Open to human error Subir Basu 20