Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
Process Optimisation and
Minimal Processing of Foods
European Commission
COPERNICUS PROGRAMME
Concerted action CIPA-CT94-0195
Proceedings of the first main meeting
Volume 3: Drying
al, December 1995
Portug
,
o
t
r
a, Po
ola
Esc
Su
ior
per
B
de
logi
cno
e
t
io
Editor : Jorge C. Oliveira
Project Coordinator : Fernanda A. R. Oliveira
Area leader : Andrejz Lenart
Proceedings of the first project workshop
Foreword
The proceedings of the first workshop organised by the COPERNICUS concerted action Process
Optimisation and Minimal Processing of Foods in December 1995 at Escola Superior de Biotecnologia,
Porto, Portugal consist of five booklets, one for each project area:
• Thermal Processing
• Freezing
• Drying
• High Pressure
• Minimal and Combined Processes
Each booklet includes all communications that were presented at the meeting and later forwarded by
the authors as written text, plus the questions and answers that were recorded.
The editors found that the style of writing and correctness of language use was very varied, as would be
expected, and have tried to contribute to a greater harmonisation by taking liberties with everybody’s
English. Not being native English speakers ourselves, it is evident that fully correct English has not
resulted from this exercise, but we hope that in this way all texts are fully comprehensible and more
similar in style. However, the revision was not thorough and some typing mistakes plus grammatical
errors can certainly be found here and there. No review has been made concerning the scientific content
of the communications. The sole purpose of the edition of the texts was concerned with the language
and style and if any change in meaning has resulted, we sincerely apologise for the fact.
It is reminded that at the end of the project the communications that were orally presented in the three
project meetings as area overviews, plenary lectures and short communications will be collected for the
publication of a book, through a professional scientific publisher. The contents will then be scientifically
reviewed by the area leaders and the publisher will make a professional review of the English.
We would like to thank all project participants and particularly those that have contributed with written
versions of the presentations, thus allowing for the production of this set of booklets that we consider
to be most valuable for promoting the interchange of results among partners and for providing a
valuable project dissemination.
We look forward to receiving any suggestions regarding these booklets.
Finally, we would like to leave a warm word of appreciation to Mrs. Isabel Lino, who had to deal with
everything that had to do with typing, file converting, scanning, and all those very boring computing
tasks that were required for the final editing and publishing and also for her commitment and work
towards this project.
Porto, November 12th, 1996
Fernanda A. R. Oliveira
Jorge C. Oliveira
i
Drying
Proceedings of the first project workshop
Table of Contents
Pedro Fito, Amparo Chiralt, José Manuel Barat & Andres Alvarruiz
An Approach to the Modelling of Osmotic Dehydration Operations
Darius Piotrowski & Andrezj Lenart
The Influence of Step Changes in Air Temperature and Velocity on the Drying Kinetics of Apples
Peter de Pauw, Koen Dewettink, Filip Arnaut & Andre Huyghebaert
Fluid-Bed Microencapsulation of Fumaric Acid by Water-Soluble Biopolymers:
New Means of Controlling the Quality of Sourdough Breads
1
18
26
João Paulo Sousa e Silva & João Paulo Ferreira
Microcapsules for Sustained Release of Thiamine Hydrochloride
41
Elisabeth Dumoulin, Zeki Berk & Nicolas Krimitsas
Application of Agglomeration and Coating to Produce Powders Containing Iron and Ascorbic Acid
45
Harris N. Lazarides, Vassilis Gekas & Nikolaos Mavroudis
Mass Diffusivities in Fruit and Vegetable Tissues Undergoing Osmotic Processing
50
Victor Nederitã, Rodica Amarfi, Cheorge Turtoi & Corneliu Popa
New Drying Technology: Preliminary Study on the Drying of Vegetables Using Intense Light Pulses
57
Leonard A. Ilincanu, Fernanda A. R. Oliveira, M. Cláudia Drumond, Maria de Fátima Machado & Vassilis Gekas
Modelling Moisture Uptake and Soluble Solids Losses During Rehydration of Dried Apple Pieces
64
Rui M. Costa, Fernanda A. R. Oliveira & Vassilis Gekas
Water Loss During Frying of Thin Potato Slices
70
Chelo Gonzalez, Vassilis Gekas, Pedro Fito, Harris Lazarides & Ingegerd Sjoholm
Characterization of Osmotic Solutions
76
P. Rimantas Venskutonis & E, Dauk∂as
Effectiveness of Encapsulation of Some Essential Oils into Different Matrixes
83
P. Rimantas Venskutonis
The Influence of Drying on the Composition of Volatile Constituents in some Aromatic Plants
88
Tadeusz Matuszek & Marek Gralak
An Approach to Freeze Drying Sublimation Process Design
95
Javier Martinez-Monzó, Nuria Martinez-Navarrete, Pedro Fito & Amparo Chiralt
Changes on Viscoelastic Properties of Apple (Granny Smith) due to Vacuum Impregnation
101
D. Salvatori, J. da Silva, Amparo Chiralt & Pedro Fito
Vacuum Impregnation of Fruits: Coupling of Deformation-Impregnation Phenomena
110
ii
Drying
Fito, Chiralt, Barat, & Alvarruiz
An Approach to the Modelling of Osmotic Dehydration Operations
Fito, P., Chiralt, A., Barat, J.M., Alvarruiz, A.
Departamento de Tecnología de Alimentos. Universidad Politécnica de Valencia
Valencia, Spain
Summary
A mathematical model to predict changes in composition and liquid fraction retention in
osmotic dehydrated foods was developed. The model was applied to atmospheric and to vacuum
osmotic dehydration. The model included mass balances and kinetic equations and considered
mechanisms depending on concentration gradients (osmotic and Fickian) as well as on pressure
gradients (i.e., the hydrodynamic mechanism, HDM). The latter shows the importance of the role
of structural concepts in kinetic analysis. The model was used to predict the capacity of a food
to retain a liquid phase and was tested with apple (var. Granny Smith), banana and pineapple
slices, using a sucrose solution (0.65w/w) as osmotic agent, at 40˚C. The model curves agreed
very well with experimental points.
1. Introduction
Heat and mass transfer operations in food systems have been usually modelled considering
the food solid as a continuous phase. Fickian equations have been the usual way to evaluate the
kinetics of mass transfer phenomena without considering the role of the food structure on the
mechanism taking place inside the food. Concerning osmotic dehydration, some works have been
published on the transport mechanisms involved and its effects on the food structure.
Nevertheless, there is still a lack of sound knowledge on key aspects of food osmotic
dehydration. These include identification of the transport mechanisms involved, equilibrium
relationships and the effect of structural changes on mass transfer in the food undergoing this
operation. An effort to systematise the mathematical treatment of this unit operation seems to
be necessary in order to render published data more useful, especially when temperature or
pressure changes occur during the operation. Because of the complexity of microscopic changes
at cellular level (Le Maguer and Yao 1995), a semiempirical analysis of osmotic dehydration is
frequently carried out to obtain the kinetic model. This approach involved kinetic constants
containing complex information on the phenomena that determine the mass transfer rate.
The aim of this communication is to establish a first approach to the design and evaluation of
1
Process Optimisation and Minimal Processing of Foods
Process Assessment
an osmotic dehydration operation via mathematical modelling, which allows to predict the
composition changes produced in the liquid fraction of the food throughout the process and the
changes in the total food mass. The former allows to forecast the water activity of the food and
therefore to have some information on the product stability. The total weight loss of the product
is basic for any economic evaluation of the industrial operation.
The proposed model takes into account:
a) Thermodynamic aspects, in terms of chemical potential of the components in both phases
at equilibrium.
b) Kinetic analysis of mass transfer for each component, taking into account the different
mechanisms involved: pseudo-Fickian (osmotic and diffusion), vaporisation-condensation
and hydrodynamic mechanism (HDM), as well as the role of structure in their coupling.
c) Prediction of the liquid retention capacity of the solid matrix.
2. Development of the mathematical model
2.1. Process flux diagram and system definition
Figure 1 shows the flux diagram for an osmotic dehydration operation. Variables used in the
RAW MATERIAL
Initial values: Moo, xow, xoSj (j=2...n), zow
OSMOTIC DEHYDRATION OPERATION
Operation Variables: P(mbar), T(°C), t(s), recirculation ratio, agitation
Osmotic Solution: yw≠f(t)
FINAL PRODUCT
Values at time t: Mto, xtw, xtSj (j=2...n), ztw
Figure 1 - Scheme for an Osmotic Dehydration Operation
model are defined in the notation.
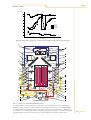
Figure 2 shows the main changes produced in a structured food when a Hydration or Osmotic
Dehydration operation occurs. The solid food sample was represented as a solid container
(representing the food solid matrix, FM) full of a liquid phase (food liquid phase, FLP). When
osmotic dehydration progresses, some structural changes occur and the shrinkage of the sample
2
Drying
Fito, Chiralt, Barat, & Alvarruiz
decreases its capacity to hold a liquid phase. Values of compositions were calculated for the case
of apple dehydration. From a thermodynamic point of view, the solid food could be defined as a
multiphase and multicomponent system (in fact each cell represents a phase itself), but in a food
engineering approach, the food may be assumed as being composed of water, solutes and inert.
The latter would represent the macromolecular components that constitute the solid matrix of
the food. Average concentrations of each component in the food system are represented as x
(mass fraction). The solid food could also be considered, in a first approximation, as a two phase
system: a solid phase, which would be the food solid matrix (SM) with some adsorbed water, and
a food liquid phase (FLP), a solution which includes the major part of water and the solutes
present in the food. Concentrations of each component in this phase are represented by z (mass
fraction). This phase is assumed to be composed by water (W) and total solutes (ST).
Figure 2 - The Solid-Food Liquid System
Concentrations in the external osmotic solution are represented by y (mass fraction).
Relationships between the different variables are shown by equations (1) to (4). It is clear that
the FLP composition (z values) may be easily calculated from the overall composition (x values).
Nevertheless, to calculate x values from the FLP composition, the value of the FLP/SM rate should
also be known.
n
xST = ∑ xSJ
j =2
ST
I
xw
t + xt + xt = 1
zw =
(1)
(2)
w
x
x + xST
w
(3)
3
Process Optimisation and Minimal Processing of Foods
Process Assessment
z w + zST = 1
(4)
2.2. Mass balances
The sign convention was set considering the mass fluxes into the product as positive.
Equations (5) to (10) define the relationships between the variables.
(
∆M 0t = M 0t − M 00
)
M 00
(
0 w
0 w
∆M w
t = Mt xt − M0x0
)
(
0 ST
0 ST
∆M ST
t = Mt xt − M0x0
(
0 Sj
0 Sj
∆M Sj
t = Mt xt − M0x0
(
∆M It = M 0t x It − M 00 x 0I
)
(5)
M 00
)
)
M 00
M 00
M 00 = 0
ST
∆M 0t = ∆M w
t + ∆M t
(6)
(7)
(8)
(9)
(10)
Equation (10) may be used to verify the agreement between the different experimental
determinations (M and x values). Plotting the experimental values of:
(∆MSTt − ∆Mwt )
versus
(∆M0t )
(11)
they must lie on the diagonal. The scattering in the distribution of experimental points
around the diagonal denotes the occurrence of experimental errors.
2.3. Equilibrium relationship
According to the thermodynamic description of the system, the equilibrium between the food
and its liquid surroundings would be reached when the chemical potential of any component is
the same in all phases present in the system. Thus, for water:
µw
OsmoticSolution
= µw
FLP
(12)
where the chemical potential can be expressed as:
µ w = RT ln a w + V∆P + VΨ
(13)
For foods with high moisture and low macromolecular content (i.e, fruits), the contribution
4
Drying
Fito, Chiralt, Barat, & Alvarruiz
of the matrix potential (Ψ) can be neglected. On the other hand, during an osmotic dehydration
operation (ODO) normally there are no pressure gradients except for the contribution from the
cells turgor, which is supposed to disappear in the first stages of the process. Therefore, the
equilibrium relation remains:
a w Osmotic⋅Solution = a w FLP
(14)
When the main solute is the same in the osmotic solution and in the FLP, the relation could
be further simplified:
z ew = y w
(15)
2.4. Kinetic considerations
The model assumes that mass transfer is controlled by internal resistance. Experimental data
were obtained in conditions designed to ensure the validity of this assumption.
2.4.1.- Mechanisms and Rate Equations
In a previous work (Fito et al. 1996) the mechanisms acting on OD have been described and
classified into two groups: (i) those depending on aw gradients (namely concentration gradients),
which have been named in this communication “pseudo-diffusional”, including Fickian and
osmotic (cell to cell, cells in the external surface of the solid to external solution, and cells in the
internal surface of the pores to the liquid included in the pores) mechanisms, and (ii) those
depending on pressure gradients, strongly affected by the food structure, which include capillary
and external pressure effects, and are summarised in the hydrodynamic mechanism (HDM) that
has already been described (Fito and Pastor 1994, Fito 1994, Fito et al. 1996).
Furthermore, when the process pressure is close to the vapour pressure of the osmotic
solution (as may occur in vacuum osmotic dehydration), a condensation-vaporisation mechanism
could appear, since the concentration gradients in the food imply vapour pressure gradients in
the FLP (Figure 3). In some cases, when working at low temperatures, active transport may also
play an important role in solute transport (Yamaki and Ino 1992).
In this model it is assumed that the HDM acts very quickly, and the effect on the food is
supposed to take place at t = 0.
2.4.2.- Rate Equations for Pseudo-Diffusional Mechanism.
The use of driving forces using overall concentrations (x) is very usual in literature. This
procedure leads to the use of different values for water and solute diffusivities. Also, there is
some degree of uncertainty in the values of water and solute concentration in the limits of the
system, as they are dependent not only on thermodynamic considerations but also on the
5
Process Optimisation and Minimal Processing of Foods
Process Assessment
Figure 3 - Scheme of Evaporation-Condensation Mechanism (ECM). Vapour pressure (thick dashed line)
increases from the outside (P'min) towards the inlet of the pore (Pmin), as the aw of the food
liquid phase increases. ECM occurs when P'min<P<Pmin, P being the Working Pressure.
structure changes, as they affect the FLP/SM rate evolution. Empirical equations have been
proposed in literature for their calculation.
It seems more convenient to assume that the kinetics of this group of mechanisms is
controlled by the activity gradients of the components in the FLP, and can be described by:
dz j
2 j
dt = D e ∇ z
(16)
Where zj is the mass fraction of the j component in the FLP. When only two components are
transferred (water and total solutes), the kinetic parameter De would be a pseudo-diffusivity, or
apparent diffusivity, and the following relation for a binary system could be established:
D e = D we = DST
e
(17)
This apparent diffusivity would be related to the food structure by:
De =
D wsε e
τ
(18)
where Dws is the diffusivity of solutes in water in a solution, and
τ is the “tortuosity” of the
pores in the solid food.
The reduced driving force in FLP is defined as:
(
)(
w
w
w
Ytw = YtST = z w
t − ze / zo − ze
where
6
)
(19)
z ew will be the water concentration in FLP in equilibrium with the osmotic solution.
Drying
Fito, Chiralt, Barat, & Alvarruiz
By equation (14):
Ytw
Note that the equivalence between
w
zw
(
t −y )
= w
(z 0 − y w )
(20)
Ytw and YtST justifies equation (17).
With this hypothesis, the evolution of Y during the process will be the result of the action of
HDM in a very short period, assumed as instant effect, followed by the action of other
mechanisms summarised by equation (17). Yw will be calculated by:
Ytw = Ytw HDM, t = 0 ⋅ Ytw PD, t > 0
(21)
2.4.3.- HDM Effect on the Global Mass Transfer Kinetics.
The term
Ytw HDM, t =0 in equation (21) can be calculated from the composition of the
FLP, which is determined as described by Fito et al. (1996):
X − γ = (ε e − γ ) ⋅ (1 − 1 r ) − γ 1
(22)
r = pr + R
(23)
p r = Pc P1
(24)
where:
R = P 2 P1
Pc = 2σ D
The initial value
(26)
x ow changes by effect of HDM to x ow HDM , being:
zw
t HDM, t = 0
where
(25)
=
M 00 x 0w + (1 + γ )Vε e XρOSy w
M 00 x 0w + (1 + γ )Vε e XρOS
(27)
γ = 0 for OD, γ = γ 1 for VOD y γ = γ for PVOD (see equation 22)
2.4.4.- Mass transfer kinetics calculations
The term
Ytw PD, t >0 in equation (19) can be evaluated by an integrated solution of
equation (15) (Crank, 1975).
7
Process Optimisation and Minimal Processing of Foods
Process Assessment
For semi-infinite plates, the expression is:
Ytw PD, t > 0
− D e (2 n + 1)2 π 2 t
8 ∞
1
= 2 ∑
exp
π n = 0 (2 n + 1)2
412
(28)
The following simplified expression will be used:
Then:
− De π2 t
Ytw = Ytw HDM, t = 0 K ⋅ exp
2
41
(29)
− De π2 t
=
⋅
exp
K
2
Ytw HDM, t = 0
41
(30)
Ytw
Remembering the definitions of the reduced driving forces:
w
zw
t −y
w
w
zo − y
− De π2 t
− yw
zw
t
= K ⋅ exp
=
2
w
w zw
zw
41
−
y
−
y
t
HDM
t HDM
z ow − y w
(31)
In this equation it could be expected that if the Fickian mechanism is predominant and the
solute concentration distribution in the product is uniform at time zero, a constant K=8/π2
would be obtained, and in that case, De would represent a true diffusivity.
2.5.- Retention of the liquid phase by the solid matrix
Kinetic modelling, as described above, allows to analyse and predict the evolution of the FLP
concentration throughout the process. This information would be very useful to predict the aw
(or even mw) of the product, after any time of treatment. Nevertheless, the evolution of the
global concentrations and the net mass fluxes can only be calculated if the mass ratio FLP/SM
during the process is known. This could be achieved by one of the following procedures:
a) Plotting the experimental values of the water, solutes and inert mass fractions in a
triangular diagram, as is usually done with solid-liquid operations in food engineering
when two phases and three components are present in the system. A relationship
between the water and total solute mass fractions may be obtained considering the inert
as invariant (Figure 4).
b) Analysing empirically the mass changes as a kinetic process.
8
Drying
Fito, Chiralt, Barat, & Alvarruiz
The first procedure allows to
analyse graphically the operation
evolution
and
concentrations
to
relate
with
FLP
global
concentrations. Nevertheless, the
prediction of global mass fluxes and
weight changes can raise important
errors when the inert concentration
in the food is very low. In this case,
procedure b is recommended.
Figure 4 - Typical plot of water and solutes concentrations during
an osmotic dehydration operation
Procedure a.
Typical evolutions of water and total solute mass fractions are shown in figure 4. Data
obtained with fruits usually fit a straight line well. As an example, point O would represent the
raw material and P the final product. The slope of the line is related in some extent to the
structure changes suffered by the product because of the osmotic dehydration. Slope b=1 means
there is no change in the FLP/FM rate throughout the process.
The equation of the straight line can be written as:
w
xw
t − xo = b
ST
xST
t − xo
(32)
where b is the slope. Its value should be calculated experimentally for each process and
would depend on the product and osmotic solution characteristics and on the process
conditions.
Procedure b.
Weight loss was already defined in equation (5). The following empirical expression is
proposed:
M ot
0.5
o = 1 + k1 + k 2 t
Mo
(33)
where k1 represents the contribution of HDM to the total mass variation of the sample, while
the latter term represents the global effect of the pseudo-diffusional mechanisms on the sample
weight change.
Then:
9
Process Optimisation and Minimal Processing of Foods
Process Assessment
M ot HDM, t = 0
k1 =
M oo
(34)
The above ratio may be calculated theoretically from the HDM equations:
k1 − 1 =
M ot HDM, t = 0 − M oo (1 − γ )ε e XVρSO
=
M oo
M oo
(35)
3. Assessment of the mathematical model
Figure 5 shows the simplified general layout of the mathematical model described above.
Figure 5 - Model layout
In a previous work (Barat et al. 1996), results of Osmotic Dehydration (OD) and Pulsed
Vacuum Osmotic Dehydration (PVOD) of apple (var. Granny Smith) were presented and used as a
way to assess the behaviour of this model. Experiments were run at 40˚C by using an osmotic
solution of sucrose-water (65kg sucrose/100kg solution). Pulses in PVOD experiments were
applied at 50mbars. Experimental conditions were controlled to assure that internal resistance
controlled the mass transfer kinetics. The time of treatment ranged from 15 to 540 minutes.
Fig. 6 shows the data coherence in all experiments between the values of the weight losses and
the sum of solutes and water transferred, as predicted by equation (11). Fig. 7 shows the quality of
the fit. Analysis of changes in fructose and glucose concentration during the experiments showed
that sucrose represented the major solute transferred, probably because glucose and fructose are
preferentially located inside the cells and were not transferred to the external liquid (Yamaki and Ino
1992). In this situation equation (15) may be used as the equilibrium relationship.
10
Drying
Fito, Chiralt, Barat, & Alvarruiz
Figure 6 - Checking mass balances in osmotic dehydration (OD) and pulsed vacuum osmotic dehydration
(PVOD) of apple slices.
Figure 7 - Predicted vs. experimental values of concentration and fluxes in apple slices subjected to (A)
osmotic dehydration and (B) pulsed vacuum osmotic dehydration with sucrose (65% w/w), at
40˚C, from 0 to 540 minutes.
The values of the parameters obtained by applying the mathematical model to the
experimental results of apple osmotic dehydration mentioned above can be seen in table I (Barat
et al., 1996). Values of De are similar to those published in other works (Pastor, 1994). It is
interesting to notice the values of b. It is evident that the most important reduction in liquid
retention capacity is produced when OD is applied. In the case of PVOD, the effect of HDM
11
Process Optimisation and Minimal Processing of Foods
Process Assessment
increases the values of the
FLP/SM rate in the samples
Table I
Values of model parameters for apples (Barat et al. 1996)
throughout the operation.
The parameters of table I Process De (m 2/s)
were
used
to
predict
the
k
k1
εe
k2
b
OD
4.34 E-10 0.865 0.022 -0.0199 0.20 -1.049
PVOD
4.85 E-10 0.974 0.094 -0.0155 0.20 -0.988
evolution of concentrations and
mass transfer rates with the time
of treatment. Figure 7 shows the
agreement achieved in all the cases between experimental and predicted values.
The mathematical model was also applied to some experimental results, previously
published, from OD and PVOD of pineapple (Pensaben 1994) and banana (Sousa 1996). Table II
shows the values of the parameters obtained and in figures 8 and 9 the predicted values of
concentrations and mass transfer rates were plotted against the experimental ones, with very
close agreement. As noted in the case of apples, the values of De obtained were very similar to
those previously published by the authors.
Table II
Values of parameters from the mathematical model, applied to experimental data of
pineapple (Pensaben 1994) and banana (Sousa 1996)
Product
Pineapple
Banana
12
Treatment
T (˚C)
εe
k
DeE10
(m 2/s)
k1
-k 2E3
-b
OD
40
0.16
0.963
3.43
0.000
1.16
1.14
PVOD(50)
40
0.16
1.024
4.55
-0.052
-0.67
0.98
OD
50
0.16
0.913
5.13
-0.004
1.54
0.84
PVOD(50)
50
0.16
0.959
5.11
-0.066
-0.82
0.99
OD
60
0.16
0.763
4.68
-0.056
1.75
0.90
PVOD(50)
60
0.16
0.883
5.95
-0.146
1.68
0.97
OD
25
0.10
1.003
4.19
0.036
2.51
1.38
PVOD(100)
25
0.10
1.118
5.02
0.036
2.52
1.15
OD
35
0.10
0.954
3.83
-0.001
2.30
1.18
PVOD(100)
35
0.10
1.084
4.05
0.007
2.66
1.15
OD
45
0.10
0.957
3.89
-0.024
2.56
1.26
PVOD(100)
45
0.10
1.070
4.47
-0.078
1.90
1.33
Drying
Fito, Chiralt, Barat, & Alvarruiz
Figure 8 - Predicted vs. experimental values of concentrations and fluxes in pineapple slices subjected to
(A) osmotic dehydration and (B) pulsed vacuum osmotic dehydration with sucrose (65% w/w),
at 40-60˚C, from 0 to 180 minutes.
Figure 9 - Predicted vs. experimental values of concentrations and fluxes in banana slices subjected to (A)
osmotic dehydration and (B) pulsed vacuum osmotic dehydration with sucrose (65% w/w), at 2535-45˚C, from 0 to 130 minutes.
13
Process Optimisation and Minimal Processing of Foods
Process Assessment
4. Conclusions
The approach developed to model the solid food-liquid operation yields, in a preliminary
step, a set of mathematical equations for prediction of the evolution of sample concentrations,
mass transfer rates and liquid retention capacity, throughout the process. In the case of OD and
PVOD treatments, using water-sucrose as osmotic solution, the model was tested with results
from 272 experiments, grouped in 92 triplicate series, with different fruits and work conditions.
The experimental results were always in close agreement with those calculated with the model.
Nevertheless, the model should be improved, by looking both for relationships between the
parameters and the operation variables (temperature, pressure, osmotic solution composition)
and for testing more results obtained in a wider range of experimental conditions.
List of symbols
γ : Strain-relaxation module (m3/m3)
Ψ : Matrix potential (N/m2)
σ : Surface tension (N/m)
ρa : Apparent density (kg/m3)
µ jj
: Chemical potential of j component in phase i. (J/mol)
ρr : Real density (kg/m3)
a iw : Water activity in phase i
De : Effective diffusivity (m/s2)
εe : Effective porosity
εT : Total porosity
M : Sample mass (kg)
P : Pressure (N/m2)
P1 : Work pressure (N/m2)
P2 : Atmospheric pressure (N/m2)
Pc: Capillary pressure (N/m2)
l: Half thickness of dehydrated product (m)
ρSO : Density of osmotic solution (kg/m3)
T : Temperature (˚C)
t : Time (s)
V : Volume (m3)
V : Partial molar volume of water (m3/mol)
X : Pore volume fraction occupied by impregnating solution
14
Drying
Fito, Chiralt, Barat, & Alvarruiz
xj : Mass fraction of j in food ( kg. j / total kg)
Y : Reduced driving force
yj . Mass fraction of j in osmotic solution
zj : Mass fraction of j in food liquid phase
Superscripts:
I : Inert (Solid matrix of food)
j = 1 = w : Water
j: Food components (j = 1, 2, ....n)
o : Total. mass
Sj : Solute j (j = 2...n)
ST : Total solutes
Subscripts:
FLP : Liquid fraction of food
HDM: Hydrodynamic mechanism
o : Initial values (t=0)
PD: Pseudo-diffusion
t : Values at time t
References
Barat J., Alvarruiz A., Chiralt, A. & Fito P. (1996). Aproximación a un Modelo Matemático de la
Operación de Deshidratación Osmótica de Alimentos. Proceedings del Primer Congreso
Iberoamericano de Ingeniería de Alimentos. Valencia: Servicio de Publicaciones de la Universidad
Politécnica. In press.
Crank, J. (1975). The Mathematics of Diffusion. London: Oxford University Press, pp. 44-68.
Fito P. (1994). Modelling of Osmotic Dehydration of Foods. In: Water in Foods. Fundamental Aspects
and their Significance in Relation to Processing of Foods. Fito P, Mulet, A., Mckenna, B. (Eds.). London:
Elsevier Applied Science, pp. 313-328.
Fito, P. and Pastor, R. (1994). In: Some Non-Diffusional Mechanism Occurring during Vacuum
Osmotic Dehydration. J Food Eng 21: 513-519
Fito P., Andres, A., Chiralt, A. and Pardo, P. (1996). Coupling of Hydrodynamic Mechanism and
Deformation-Relaxation Phenomena during Vacuum Treatments in Solid Porous Food-Liquid
Systems. J Food Eng 21: 229-240.
Le Maguer, M. and Yao, Z. M. (1995). Mass Transfer during Osmotic Dehydration at Cellular Level.
In: Food Preservation by Moisture Control. Fundamentals and Application. Barbosa-Cánovas, G.V.,
Welti-Chanes, J. (Eds.) Lancaster: Technomic Publishing Co., Inc., pp. 325-350.
15
Process Optimisation and Minimal Processing of Foods
Process Assessment
Pastor, R. (1994) Modelización de los Fenómenos de Transporte en la Deshidratación Osmótica a Vacío
de Manzana. PhD Thesis. Universidad Politécnica de Valencia. Spain.
Pensaben, M. (1994) Deshidratación Osmótica a Vacio de Piña y Mango. PhD Thesis. Universidad
Politécnica de Valencia. Spain.
Sousa, R. (1996) Aplicación de la Impregnación y de la Deshidratación Osmótica al Desarrollo de
Producto sde Banana (Musa Cavendish). PhD Thesis. Universidad Politécnica de Valencia. Spain.
Yamaki, S. and Ino, M. (1992). Alteration of Cellular Compartimentation and Membrane
Permeability to Sugars in Immature and Mature Apple Fruit. J Amer Soc Hort Sci 117: 951-954.
Questions and Answers
Q
From the practical point of view, I would like to know if any quality factor was established
as far as stability of food microstructure is concerned?
Tadeusz Matuszek
A
The major quality factors affected by the structure are the texture and the capacity of the
Q
What is different between aw of samples before and after osmotic dehydration? Are there
solid matrix in retention of the food liquid phase.
important changes in practice?
Andrzej Lenart
A
Q
It depends on the extent of the dehydration time. It is a good possibility to use OD in
preparing IMF and MPF.
During osmotic dehydration of pineapple you found zero weight loss. How do you
explain this? Did you have limited loss of water and massive uptake of osmotic solute off-
setting water loss?
Harris N. Lazarides
A
No weight losses means that water loss and solute gain are both of the same order. Each
of them depends, in a different extent, on transport kinetics and structure change
phenomena. Also, the sample shape, size and porosity are very important. All these factors have
resulted - in the range of operating variables used - in a situation of no weight losses. Note that
in the case of banana the PVOD experiments show important weight losses (same order than OD
experiments).
16
Drying
Fito, Chiralt, Barat, & Alvarruiz
Q
What is different in the structure of plant tissue after osmotic dehydration and convection
drying for the same water content?
Andrzej Lenart
A
In convection drying (CD) of cellular food, osmotic mechanisms have to play an important
role, as well. The main difference is that in CD there is no solute uptake. In fact some
solute transfer may take place as a consequence of water gradients. The main differences may
arise from the fact that, at the same water content, the distribution of water will be intracellular
in CD but in OD it must be distributed between extra and intracellular, because the solutes also
have the same distribution and the internal thermodynamic equilibrium leads to this pattern.
Q
In the model target a special porous structure was considered. I would like to know if the
same porous structure characteristics were used for soluble solid and insoluble matrix.
Tadeusz Matuszek
A
The porous structure considered in this model is named SOLID MATRIX and corresponds
to the insoluble part of the solids.
Q
Do the living cells loose their ability to make an active transport against concentration
gradients somewhere in the drying process?
Horst Ludwig
A
Yes, there are some indications that active transport is stopped at temperatures above
40°C or when the water content becomes low, but it is not well known.
17
Process Optimisation and Minimal Processing of Foods
Process Assessment
The Influence of Step Changes in Air Temperature and Velocity on the Drying
Kinetics of Apples
D. Piotrowski, A. Lenart
Department of Food Engineering, Warsaw Agricultural University SGGW, Warsaw, POLAND
Summary
The purpose of this work was to examine the influence of constant and variable air
temperature and velocity on the drying kinetics of apples. The drying curves showed the
influence of air temperature and velocity on the water content. The largest difference between
the drying curves and the absolute value of the drying rate were obtained after introducing step
changes or rectangle impulses of air temperature or velocity at the beginning of the process.
1. Introduction
Methods for reducing the total drying time and energy costs can be developed by
determining the effect of constant and variable conditions on the process. Drying of apples can
proceed in steps by introducing sudden changes in air parameters. The kinetics of the drying
process can be described by monitoring the change of the average temperature or the average
moisture content in a material with time or the drying rate as a function of moisture content
(Pabis, 1982; Strumillo, 1983). Among basic parameters influencing the drying kinetics,
temperature and air flow velocity are frequently quoted (Lee and Pyun, 1993, Rocha et al, 1993).
Rising the temperature of the drying medium during the first stage of the experiment is
recommended in the case of drying fruit puree (Molys, 1986) and coconuts (Sankat et al, 1992).
The air velocity has a significant influence on the first stage of the drying process (Lewicki et
al., 1990) because it affects the intensity of the heat and mass transfer by changing the resistance
of the surface convection heat/mass transfer conditions. Experiments applying a step change of
a chosen parameter of the drying medium (Laguerre et al, 1989, Laguerre et al, 1992) showed
that the drying curves obtained are shifted, irrespectively of the actual moisture content of the
dried material. The investigation of the influence of the process changes on the final product
properties can lead to better economic efficiency if high quality of the final product is taken into
account. Therefore it is interesting to study the kinetics of the apple drying process with variable
parameters to determine the losses of average moisture content in the material and the material
temperature evolution during the process.
18
Drying
Piotrowski & Lenart
2. Materials and Methods
Apples of Idared variety were cut into 10 mm cubes and used as the raw material in drying
experiments. The experiments were carried out in a cabinet convective dryer (Piotrowski and
Lenart, 1994). A centrifugal fan blew air across a battery of heaters and over the product. During
drying the inlet temperature was kept or changed between the following levels: 50, 70 and 90˚C.
The air velocity was set or changed between the following levels: 0.7, 1.5 or 3m/s. For the
selected parameter of the drying medium, a step change or a rectangle impulse was introduced
in the following range: for temperature ±20˚C and for velocity ±0.8/±1.5 m/s. Water loss of
apples, air and product temperature and air velocity during drying were measured using a
microprocessor-based balance, K type thermocouples and an anemometer’s probe connected to
a data acquisition and recording system.
3. Results and Discussion
In the case of the experiment performed at the constant temperature of 70˚C and constant
flow rate of 1.5m/s (70_70_70_70) (Figure 1), steady surface temperature was reached after
approximately 7140s, and the cube centre temperature stabilized after 8400s. The difference
between the temperature at the dryer inlet and the ambient temperature decreased
systematically, and for example after 2400s, 4140s and 6060s, it was equal to 4˚C, 2˚C and 1˚C,
respectively. The final apple temperature approached 68˚C.
The experiments with a rectangular
impulse of -20˚C and +20˚C (Figure 2)
confirmed the hypothesis on the cube
sudden ambient temperature changes
after introducing step changes for the
air temperature at the dryer inlet. For
the experiment 70_50_70_70, during
the first hour of the process the
tendency for stabilization of the
Figure 1 - Kinetics of temperature changes during convective
air drying of apples at constant temperature.
surface and centre temperatures was
not observed. After decreasing the
temperature, the tendency for stabilization of the two registered temperatures occurred after a
very short period of approximately 700s. The time required to reach steady temperatures at the
surface and at the centre after rising the temperature again up to 70˚C was similar and
amounted to 4860s and 4980s, respectively.
Increasing the air flow velocity from 1.5m/s to 3m/s (3_3_3_3) (Figure 1 and 3) decreased the
time required to reach the equilibrium of the surface temperature of 68˚C from 10800s to 9480s.
The cube centre temperature stabilized at 67˚C after 9420s, then the registered temperatures of
19
Process Optimisation and Minimal Processing of Foods
Process Assessment
the inlet air and of the cube surroundings
became equal at the level of 69.8˚C.
The introduction of the rectangular
impulse of -0.8m/s and +0.8m/s for the
velocity during the second hour of the
drying process confirmed the hypothesis
of a much lower influence of the drying
medium
Figure 2 - Kinetics of temperature changes during
convective air drying of apples with
variable temperatures (air temperature
rectangle impulse during the second hour).
velocity
on
temperature
evolution, in comparison with the
temperature changes.
The shape of the temperature history
for the cube centre in the case of
experiments
1.5_1.5_1.5_1.5
and
1.5_0.7_1.5_1.5, during the first hour of
drying , was similar (figure 1 and 4). The
difference
between
the
relevant
temperatures of dried apples close to the
end of the first hour was 0.1˚C and 2.6˚C.
A one hour process stage with lower
Figure 3 - Kinetics of temperature changes during
convective air drying of apples with constant
velocity.
velocity, in the case of experiment
1.5_0.7_1.5_1.5, distinguished itself by
a
slight
decrease
of
the
surface
temperature, with the tendency to
increase. The temperature of the cube
centre maintained its tendency to
increase, but the intensification of the
temperature increase rate was not
observed.
For
this
experiment,
1.5_0.7_1.5_1.5, after 7140s measured
Figure 4 - Kinetics of temperature changes during
convective air drying of apples at variable
velocities (air velocity rectangle impulse
during the second hour).
from the end of the rectangular impulse,
temperatures of the centre and surface
became equal and stabilized.
The choice of the drying process
temperature in the range of 50˚C to 90˚C considerably influenced the sample temperature
during the experiment. Analysing temperature changes of the material as a function of moisture
content at steady conditions (figure 5), three steps related to the value of the temperature
increase can be distinguished: large increments, medium increments and small increments
converging to zero. During the second drying stage, for the temperature rise of the centre by
20
Drying
Piotrowski & Lenart
approx. 20˚C, the function Tinlet=f(X) was
linear. The temperature curves for a constant
temperature in the range of 50˚C to 90˚C,
showed the correlation coefficients R in the
range of 0.9617 to 0.9985. For the constant
temperature
50˚C,
the
proportional
temperature rise of the tissue together with
evaporation of the moisture contained was
found practically during the whole drying
process. On the other hand, for drying at
Figure 5 - Apples temperature versus water content
during convective drying at constant
temperatures.
70˚C as well as 90˚C, the shape of the curves
for the moisture content of approx. 1.5 kgwater/kgd.m.changed.
Higher or lower inlet air temperatures introduced during the first hour of drying significantly
influenced the cube centre temperature evolution (figure 6). Air temperature step increase from
50˚C to 70˚C caused, after 1 hour, the change of the sample centre temperature by approx.
9.7˚C during 240s. Then, a proportional temperature rise to the level of 67.5˚C was observed,
together with the moisture decrease by approximately 4 kgwater/kgd.m.. Air temperature step
decrease from 90˚C to 70˚C was observed after one hour for the moisture content of
approximately 2.4 kgwater/kgd.m..
At the same time the moisture decrease
during one hour in experiment 90_70_70_70
was approximately two times higher than in
experiment 50_70_70_70. In experiment
90_70_70_ 70, after 240s measured from the
moment of introduction of the negative step
change, the sample centre temperature
decreased by approximately 8.3˚C and the
centre temperatures for a given moisture
content became equal in the experiments
compared. For experiments 50_70_70_70 and
90_70_70_70 and with comparable moisture
contents, a difference occurred, that did not
Figure 6 - Temperatures of apples versus water
content during convective drying in the
variable temperatures (air temperature
step change after the first hour)
exceed 2.5˚C.
In the experiments conducted at constant air velocities of 0.7, 1.5 and 3m/s the cube centre
temperature curves as a function of water content practically overlapped for experiments
70_70_70_70 and 3_3_3_3. The temperature curve for experiment 0.7_0.7_0.7_0.7 was located
slightly above the two remaining ones. It justifies the lack of essential influence of the air velocity
on the sample temperature as a function of the moisture content. For the experiments with the
21
Process Optimisation and Minimal Processing of Foods
Process Assessment
introduced step change, after one hour (0.7_1.5_1.5_1.5 and 3_1.5_1.5_1.5), the difference
between temperatures at the end of the first stage amounted to 12.1˚C (figure 7). In the
experiments under consideration the observed differences decreased with time, e.g., after
7200s the difference was equal to 6.3˚C. The difference was practically negligible in the diagram
representing temperature changes as a function of the water content (figure 8). For the group of
experiments considered a steeper temperature rise of the sample was found with the decrease
of water content after passing the level
of 1.5kgwater/kgd.m..
In the experiments conducted, a very
clear influence of a pre-set temperature
level of the drying medium on the drying
process was observed. For apples with a
short storage period, the drying time
was shortened from 6 hours at the
Figure 7 - Apples temperature versus time during
convective drying at variable velocities (air
velocity step change after the first hour).
temperature of 50˚C to 3 hours at the
temperature of 90˚C. Calculated levels of
relative water content after the first hour
of the process (figure 9) were as follows:
0.64 for drying at 50˚C, 0.46 for drying
at 70˚C and 0.34 for drying at 90˚C.
The introduction of a step change
after the first hour and the temperature
rectangle impulse during the second
hour of the drying process differentiated
very clearly the course of the drying
Figure 8 - Apples temperature versus water content
during convective drying at variable
velocities (air velocity step change after
the first hour).
curves and of the drying rate curves.
In
the
case
of
experiment
50_70_70_70 at the end of the step the
relative water content was equal to
0.70, and after 2 hours it was equal to
0.33
(figure
10).
After
similar
experimental periods at 90_70_70_70,
considerably lower levels of moisture
content were obtained: 0.40 and 0.15.
The drying rate with the moisture
content 5kgwater/kgd.m. during the
inverse step changes in the
Figure 9 - Changes of relative water content in apples
during convective drying at constant
temperatures.
22
experiments under consideration was
Drying
Piotrowski & Lenart
0.00050 and 0.00116kgwater/(kgd.m.*s),
respectively (figure 11).
The experiments carried out with
apples at a constant temperature at the
dryer inlet of 70˚C and fixed drying
medium velocities in the range of 0.7 to
3m/s differ considerably. For a dried
material with comparable storage period
the decrease of the air velocity from 1.5m/s
to 0.7m/s caused longer drying times by 45
Figure 10 - Apples temperature versus time during
convective drying at variable velocities (air
velocity step change after the first hour).
minutes up to 5 hours 15 minutes.
Introducing a step change at the beginning
of the process with relative moisture
content below 0.60 resulted in a longer
time (by one hour) of experiment
0.7_0.7|1.5_1.5
with
comparison
to
experiment 3|1.5_1.5_1.5_1.5 (figure 12).
The decisive influence of increased or
decreased velocity in the first stage of the
process on the whole process course and
on the drying curves was confirmed by the
end of experiment 3|1.5_1.5_1.5_1.5
Figure 11 - Rate of apples water loss during
convective drying under various conditions
(air temperature step change after the
first hour)
showing a relative water content about
three times lower than the value calculated
after the same time for experiment
0.7_0.7|1.5_1.5 (Xr = 0.02).
The step change introduced, in the case
of
the
water
content
of
approx.
1.5kgwater/kgd.m., for the drying medium
velocity from 1.5 m/s to 0.7 m/s or 3 m/s,
caused a systematic increase of the
moisture content diversification as well. Air
flow velocity changes maintained till the
end of the experiment caused small
Figure 12 - Influence of air velocity step change
introduced after relative water content
decreased below 0.6 on water removal
from apple tissue.
differences in the drying rate (figure 13) which could be noticed for the moisture content up to
approx. 0.4 kgwater/kgd.m. For the moisture content 1 kgwater/kgd.m. the difference under
consideration amounted to 0.00015 kgwater/(kgd.m.*s), with the drying rate in experiment
1.5_1.5|0.7_0.7 assuming the level of 0.00026 kgwater/(kgd.m.*s).
23
Process Optimisation and Minimal Processing of Foods
Process Assessment
The drying kinetics were considered as
product temperature and drying curves or
rate of drying versus water content. The
step changes in temperature influenced
significantly the apple temperature in all
situations. The step changes in air velocity
affected product temperature less. Apples
temperature during convection drying
Figure 13 - Rate of apple water loss during
convective drying under various conditions
(air velocity step change introduced near
1.5kg water/kg d.m.).
under constant and variable conditions in
the ranges considered follows more tightly
air temperature than air velocity. The drying
curves of apples showed the influence of air temperature as well as velocity on the water content.
The drying rate during the process after an temperature step change in the same direction
as the air parameter changes discussed. Usually in the ranges considered the temperature
changes have a stronger influence on the process than velocity. The effect can be diverse when
higher or lower velocity is introduced at the early stage of the process.
4. Conclusions
Apple temperature evolution during a drying process at constant temperature in the range
50 ÷ 90˚C or constant velocities in the range 0.7 ÷ 3m/s follow the pre-set temperature value
of the air passing through the drying chamber. The influence of the constant air velocity on the
intensification of temperature changes in dried apples can be determined as a function of time,
and it changes negligibly with the moisture content.
The step changes introduced for the dryer inlet air temperature of ±20˚C caused immediate
changes in the apples temperature. Their magnitude depended on the measurement point and
on the moisture content in dried product. The step change for the air flow ±0.8 or ±1.5m/s
caused moderate, time extended temperature changes of the samples.
The largest difference between the apple drying curves and the absolute value of drying rate
was obtained after introducing step changes or rectangle impulses of air temperature or velocity
at the beginning of the process.
The changes of the apples drying kinetics under variable conditions in the range considered
have the same sign as air temperature change, but their intensity became less pronounced with
elapsing processing time.
24
Drying
Piotrowski & Lenart
References
Bains, M. S., Ramaswamy, H. S., Lo, K. V. (1989). Tray Drying of Apple Puree. Journal of Food
Engineering, vol. 9, (3), 195-201.
Laguerre, J. C., Lebert, A., Trystram, G., Bimbenet, J. J. (1989). Foodstuff Drying Curves with
Variable Conditions - Modelling and Interpretation. ICEF 5, Abstracts of Papers, Cologne, 167.
Laguerre, J. C., Techasena, O., Lebert, A., Bimbenet, J. J. (1992). Compartmental Modelling in
Pineapple Drying. In: Drying’92, Part A, ed. Mujumdar A.S., Elsevier Science Publishers B.V.,
Amsterdam, 805-814.
Lee, D. S., Pyun, Y. R. (1993). Optimisation of Operating Conditions in Tunnel Drying of Food.
Drying Technology, vol. 11, (5), 1025-1052.
Pabis S. (1982). Convective Drying Theory of the Agricultural Crops. (Teoria konwekcyjnego
suszenia produktów rolniczych). WRiL, Warszawa, 60-64 (in Polish).
Piotrowski, D., Lenart, A. (1994). Kinetics of Apples Convective Drying with the Step Change of
Temperature. (Kinetyka suszenia konwekcyjnego jab3ek przy skokowej zmianie temperatury).
VIII Polish Drying Symposium, ed. Lewicki P.P., Warsaw Agricultural University Press, Warsaw,
Proceedings vol. II, 126-138 (in Polish).
Lewicki, P. P. et al. (1990): Process Engineering and Food Industry Equipments. Vol. 2. Processes
of Heat and Mass Transfer. (In¿ynieria procesowa i aparatura przemys3u spo¿ywczego. Tom 2.
Procesy przenoszenia ciep3a i masy). WNT, Warszawa, 275-329 (in Polish).
Rocha, T., Lebert, A., Marty-Audouin, C. (1993). Effect of Pre-treatments and Drying Conditions
on Drying Rate and Colour Retention of Basil (Ocimum basilicum). Lebensmittel - Wissenschaft
und Technologie, vol. 26, (5), 459-463.
Sankat, C. K., McGaw, D. R., Bailey, A. M. H., (1992). Factors Influencing the Drying Behaviour of
Copra. In: Drying’92, Part B, ed. Mujumdar A.S., Elsevier Science Publishers B. V., Amsterdam,
1439-1445.
Strumillo, Cz. (1983). Fundamentals of Drying Theory and Technology. (Podstawy teorii i techniki
suszenia). WNT, Warszawa, 71-106 (in Polish).
25
Process Optimisation and Minimal Processing of Foods
Process Assessment
Fluid-Bed Microencapsulation of Fumaric Acid by Water-Soluble Biopolymers:
New Means of Controlling the Quality of Sourdough Breads
Peter De Pauw1, Koen Dewettinck1, Filip Arnaut2 and Andre Huyghebaert1
1Department of Food Technology and Nutrition, University of Ghent, Gent, Belgium
2Puratos N.V., Groot-Bijgaarden, Belgium
Summary
Fumaric acid was agglomerated and encapsulated by means of a two step process using a
Glatt GPCG-1. Agglomeration and encapsulation were performed respectively in the top spray
and the bottom spray configuration. By means of this procedure the solubility of fumaric acid
was considerably decreased, using water soluble biopolymers as binder and coating agents. The
retarded release of fumaric acid looks very promising for usage in sourdough breads to improve
the structure. The capsules can be an alternative for the acids encapsulated in hydrophobic
materials such as fats.
1. Introduction
During the past decade there has been a great expansion in the development of
microencapsulated food ingredients. Microencapsulation is a process of entrapping solid
particles, droplets of liquids and gases in thin polymer coats (Jackson & Lee, 1991). There are a
number of techniques used to encapsulate ingredients, including spray drying, solvent
dehydration, extrusion, air suspension, centrifugal extrusion, coacervation, and spray chilling.
Spray drying is the most popular method for encapsulating baking ingredients and is one of
the oldest techniques used for the encapsulation of dry, stable food additives and flavours.
Fluidized bed coating, also known as air-suspension coating, is the second most common
technique used for commercial production of encapsulated ingredients for the food industry.
Solid particles to be spray coated are suspended in a column of moving air at a controlled
temperature. The coating material, which may be molten or dissolved in water or a solvent, can
consist of a wide range of water-soluble or -insoluble materials, including starches, lipids,
emulsifiers, thickening agents, and maltodextrins. The coating material is atomized through
spray nozzles into the air chamber and deposited onto the particles of the suspended core
material (Janovsky, 1993).
The market for speciality bakery products has allowed food technologists to utilize more
costly techniques, like fluidized bed coating, in the production of advanced baking ingredients.
Thus, various functional ingredients, like leavening agents, dough conditioners, vitamins and
26
Drying
De Pauw, Dewettinck, Arnaut & Huyghebaert
minerals, preservatives, and acidulants have been encapsulated (Dziezak, 1988; Duxbury &
Swientek, 1992).
Baking acidulants are applied as an effective way to flavour doughs. For example, a high acid
content is necessary for the authentic taste in sourdough breads. However, unencapsulated acid
breaks down the gluten structure of the bread during the mixing, which restricts its usage level.
Another problem associated with the use of acid in bakery products is the inhibitive action of
low pH on yeast activity. By encapsulating the acidulants, they remain protected during mixing,
which allows for higher usage levels without considerable harm to the gluten. When the acid
dissolves out of the capsules at the end of proofing or during the baking stage, yeast inhibition
is no longer a problem (Janovsky, 1993 ; Anonymus, 1993). However, when acid release takes
place mainly during the baking stage, decolourized spots can be formed by a locally high
concentration of acid. Therefore, research is being performed to control the dissolution profile
of encapsulated acid in such a way that acid release can take place before baking, without
harming gluten structure or yeast activity.
2. Materials and Methods
2.1. Materials
2.1.1. Core material
Fumaric acid (Orffa Belgium, Londerzeel, Belgium) with a particle size distribution between 5
and 50 µm was used as a core material.
2.1.2. Binder materials
The gelatines SPG (Speciale Pour Granulation), 120 oc bls (Ossein Corium) and 250 oc bls (SBI,
Gent, Belgium) were investigated as binding materials in an agglomeration process. Different
starch hydrolysates (Amylum, Aalst, Belgium), with dextrose equivalent values (DE - values)
equal to 15, 18, 20, 30 and 38, were also applied as a binder.
2.1.3. Coating material
Sodium alginate Satialgine (SBI, Gent, Belgium) in a 1.25 w/w % solution was used for the
encapsulation of previously formed agglomerates.
2.2. Methods
2.2.1. Two step process
The solubility profile of fumaric acid was modified in a two step process, using the Glatt
GPCG-1 microencapsulator / granulator (Glatt GmbH, Binzen, Germany). In a first step the acid
27
Process Optimisation and Minimal Processing of Foods
Process Assessment
was agglomerated, followed by an encapsulation of the agglomerates in a second step. During
the agglomeration step the Glatt GPCG-1 was mounted in the top-spray-configuration, while for
the encapsulation step the Wurster-bottom-spray-configuration was installed.
In the agglomeration process different binding materials were investigated. Only one type of
coating solution was used in the encapsulation process. In addition to the encapsulation with
alginate, a crosslinking step was performed in some experiments by spraying a 10w/w % CaCl2 solution on the coated particles.
2.2.2. Particle size distribution
A sieve analysis of agglomerates and capsules was performed by placing 100g of product on
top of the sieves and shaking them for 5 minutes. Sieves with mesh widths of 63, 125, 200, 400
and 800 µm were used.
2.2.3. Powder characteristics
A powder characteristics tester (Hosokawa Iron Works Ltd., Osaka, Japan) was used to
investigate the core material fumaric acid, the agglomerates and the capsules. The flowability of
the different powders was investigated on the basis of the angle of repose, the compressibility,
the angle of spatula, the uniformity and the cohesion.
2.2.4. Scanning electron microscopy (SEM)
A Philips SEM 505 scanning electron microscope was used to investigate the surface
structure of agglomerates, capsules and capsule sections.
2.2.5. Rapid dissolution test
A simple dissolution test was used as a rapid method to get an idea of the dissolution rate.
In this method agglomerates or capsules were added to a receiver filled with a diluted NaOH
solution. As the fumaric acid was dissolving out of the products, the pH dropped, and the
phenolphtalein indicator lost its pink colour. The amount of product to be added was calculated
in a way that the colour drop took place when 90% of the fumaric was released.
The time necessary to reach the point of decolouration gave an indication of the dissolution rate.
2.2.6. Standardized dissolution test (United States Farmacopeial Convention)
For the determination of the dissolution profile of the various powders, a standardized
dissolution apparatus was used. The apparatus consists of the following: a 1000ml vessel made of
glass, a spatula, and a water bath. The vessel is cylindrical, with a spherical bottom. The spatula
consists of a vertical shaft, with a blade below. The metallic shaft rotates smoothly and without
significant wobble. A speed-regulating device was used that allowed the shaft rotation speed to be
selected and maintained at a specified rate of 100rpm. During the test the vessels were immersed
in a water bath, held at 25±0.5˚C. A fitted cover was used to retard the evaporation.
28
Drying
De Pauw, Dewettinck, Arnaut & Huyghebaert
In the practical procedure, 20mg of capsules were emerged in 900ml of water, the dissolution
medium. At regular times, 5ml specimens were drawn from a zone midway between the surface
of the dissolution medium and the top of the rotating blade. In order to keep the level of
dissolution medium constant, a volume of water was added equal to the volume of the
specimens withdrawn. The specimens were dilluted 5 times and the UV absorptions of the
dilluted specimens were measured at 208nm.
2.2.7. Standardized baking test
A standardized baking test was used to evaluate the suitability of the capsules for bread
baking. The following ingredients were used in the formation of the dough: 2000g flour, 1100g
water, 100g yeast, 40g salt and 8g encapsulated acid, corrected for the fumaric acid content. The
dough was given a proof of 50 minutes at room temperature and one hour at 35˚C. The proofed
dough was baked with steam and the final bread volume was measured.
3. Results and Discussion
3.1. Product characteristics
The physical characteristics of the core material fumaric acid were modified considerably by
the two step encapsulation process. The shape and the properties of the core material, the
agglomerates and capsules were compared using different analytical techniques.
3.1.1. Scanning electron microscopy (SEM)
The electron microscopical technique is suitable to investigate the shape and porosity of
different particles, by scanning their surface. The electron microscopical pictures of fumaric acid
particles, agglomerates and capsules, are shown respectively in photographs 1, 2 and 3
A proper examination of these
pictures reveals that the fumaric
acid has a crystalline structure and
is
very
heterogeneous.
The
agglomerate particles are irregulary
shaped and composed by a great
number of individual fumaric acid
particles. On the rough surface of
the agglomerates, many pores can
be distinguished. The structure of
the capsules however, is totally
different. They seem to be compact
Photo 1 - Electron microscopical picture fumaric acid
Enlargement: 600 x
29
Process Optimisation and Minimal Processing of Foods
Process Assessment
and individual crystals are no
longer observed. Moreover the
particles are more spherical and
covered with an alginate (CaCl2)
coating. Although the capsules are
completely covered, imperfections
can be seen in the coating.
Photograph
4
shows
an
enlargement of a pore in the
coating. These imperfections are
important in determining the
Photo 2 - Electron microscopical picture of an agglomerate
Enlargement: 356 x
dissolution profile of the capsules.
The structure inside a capsule was
studied by means of capsule crosssections (Photographs 5, 6). A core
of agglomerated fumaric acid
particles
can
distinguished
clearly
from
be
the
surrounding coating material.
Photo 3 - Electron microscopical picture of a capsule
Enlargement: 137 x
Photo 4 - Electron microscopical picture coating of an imperfection
Enlargement: 775 x
30
Drying
De Pauw, Dewettinck, Arnaut & Huyghebaert
Photo 5 - Electron microscopical picture of a capsule section
Enlargement: 194 x
Photo 6 - Electron microscopical picture of a capsule section
Enlargement: 212 x
3.1.2. Powder characteristics
The results of the flowability measurements
of core material, agglomerates and capsules are
shown in table I.
Table I
Flowability index and evaluation of the
degree of flowability of the core material
fumaric acid, agglomerates and capsules
The flowability of fumaric acid was much
Flowability
Degree of
index
flowability
Fumaric acid
36
bad
Agglomerates
75
good
Capsules
85
fairly good
improved by agglomeration and encapsulation.
This improvement of the powder characteristics
is very important towards practical use,
transport and storage of the products.
31
Process Optimisation and Minimal Processing of Foods
Process Assessment
3.1.3. Standardized dissolution test
Representative dissolution curves of fumaric acid, agglomerates and capsules are shown in
figure 1.
Figure 1 - Dissolution curves of fumaric acid, agglomerates and capsules.
The dissolution of fumaric acid can be described by the following equation (first order
phenomenon):
Y = 100 (1 - exp-Kd t)
with Y being the percentage of dissolved fumaric acid at time t and Kd the dissolution rate
constant. The Kd-value can easily be determined by plotting the factor -ln(1-Y/100) versus time
(Fig. 2). The Kd-value is equal to the slope of the linear regression line.
Figure 2 - Determination of the Kd-value for capsules.
For an encapsulated acid with a 90% dissolution time of 703±7 seconds, determined by a
rapid dissolution test, a Kd-value of 0.1259 was obtained. The correlation coefficient of the
regression line was 0.9983.
32
Drying
De Pauw, Dewettinck, Arnaut & Huyghebaert
3.2. Agglomeration process
The agglomeration process was performed with 750g of fumaric acid, at an inlet air
temperature of 75˚C. In order to keep the fluidization of the particles at a satisfying level, the
air velocity was incremented in a standardized way during the process. The velocity was
increased from 3m/s to 4.5m/s as the top of the fluidized bed dropped below a critical level.
3.2.1. Influence of the spraying rate
The hydrolyzed gelatin SPG was used in a concentration of 20% w/w and 300g of binder
solution were sprayed. Figure 3 illustrates the particle size distribution of the agglomerates for
different spraying rates applied at an atomisation pressure of 1 and 0.5bar. The 95% upper limit
values indicated on the figure were determined by interpolation, as the mesh size through which
95% of the agglomerates can fall, while the 5% lower limit values stand for the mesh size on which
95% of the agglomerates were recovered. Both values give an indication of the particle size
uniformity of the agglomerated particles.
Figure 3 - Influence of spraying rate on mean particle size at different atomization pressures.
At an atomisation pressure of 1bar, the particle size is strongly influenced by the spraying rate
applied. The mean particle size rises quite constantly as a higher spraying rate is used. At an
atomisation pressure of 0.5bar the particle size seems to be independent of the spraying rate.
Only at very high spraying rates a quite uncontrollable increase in agglomerate size is noticed.
These observations can be understood as follows. At an atomisation pressure of 1bar early
droplet evaporation is the limiting factor when agglomerating because the droplets are
considerably small. A higher spraying rate implies a higher humidity level in the bed, and thus
larger agglomerates are formed. At an atomisation pressure of 0.5bar the droplets are bigger and
therefore early droplet evaporation is limited. This allows the formation of big agglomerates at
33
Process Optimisation and Minimal Processing of Foods
Process Assessment
low spraying rates and an agglomerate size less correlated with the actual spraying rate. The
application of very high spraying rates to form bigger agglomerates is not favourable, because
under those conditions the process is very difficult to control and the particle size of the formed
agglomerates is no longer homogeneous, as can be seen in figure 3. Generally, it can be
concluded that the influence of the spraying rate depends on the atomisation pressure applied
during the process.
3.2.2. Influence of the binding material
3.2.2.1. Starch hydrolysates
Different starch hydrolysates were used in a concentration of 20w/w%, at an atomisation
pressure of 0.5 and 1bar. A spraying rate of 7g/min was applied to agglomerate 750g fumaric acid
with 300g of binder solution.
Figure 4 reveals that the mean particle size changes considerably with the type of starch
hydrolysate and the atomisation pressure used. At an atomisation pressure of 0.5bar
agglomerates seem to be slightly bigger than those formed at 1bar. Again, a higher atomisation
pressure results in smaller agglomerates.
Figure 4 - Influence of the type of starch hydrolysate on the mean particle size at different atomisation
pressures.
A clear explanation for the influence of the DE - value on the particle size of the agglomerates
was not found. In order to investigate this interaction more precisely, the dynamic viscosity of
the different binder solutions was determined at 55˚C. Figure 5 gives the relationship between
the DE - value and the dynamic viscosity of the starch hydrolysate solution.
The dynamic viscosity decreases with increasing DE - values. Thus, no connection between
the particle size and the dynamic viscosity of the binding solution was found. Probably, more
specific product characteristics like chain length, stickiness and hygroscopicity are related to the
differences noticed when using different starch hydrolysates.
34
Drying
De Pauw, Dewettinck, Arnaut & Huyghebaert
Figure 5 - Dynamic viscosity (cP) at 55˚C of different 20 w/w% starch hydrolysate solutions.
3.2.2.2. Gelatins
At an atomisation pressure of 0.5 and 1bar, three types of gelatin were investigated. As for
the experiments with the starch hydrolysates, 300g of binder solution was atomized at a spraying
rate of 7g/min. From figure 6 it can be seen that the agglomerate size is determined by the type
of gelatine used.
Figure 6 - Influence of the type of gelatin solution on the mean particle size at different atomisation
pressures.
3.2.3. Process control
The type of binding material, the spraying rate and the atomisation pressure seem to be very
important process parameters of the agglomeration process. By a proper selection of these
process parameters agglomerates can be made within a wide size range (200-1000 µm). By
35
Process Optimisation and Minimal Processing of Foods
Process Assessment
Figure 7 - Dynamic viscosity (cP) at 55˚C of the different gelatin solutions.
increasing the spraying rate or decreasing the atomisation pressure coarser agglomerates can be
formed. Properties such as viscosity, and also other more product specific characteristics such as
stickiness and hygroscopicity, are important in the choice of the binding material.
3.3. Encapsulation process
Table II
Process parameters of the encapsulation
mass of agglomerate
350 g
process are summarised in Table II. The
mass of alginate solution
650 g
crosslinking step, performed by spraying
concentration of alginate solution
1.25%
a CaCl2 solution on the alginate coated
capsules was only applied in some
mass of CaCl 2-solution
100 g
concentration of CaCl 2 solution
10%
experiments.
spraying rate of alginate solution
7 g/min
spraying rate of CaCl 2 solution
4.5 g/min
The parameters of the encapsulation
inlet air temperature
75 °C
atomisation pressure
3 bar
air velocity
3 m/s
3.3.1. Influence of the agglomerate size on the capsule size
The relationship between the particle size of the different agglomerates and the size of the
capsules is shown in figure 8. The kind of binding material used to form the agglomerates is
indicated as well.
From figure 8 it can be seen that the capsule size is quite independent of the agglomerate
size. The linear regression has the following equation:
Capsule size = 184.35 + 0.18 x Agglomerate size
and a correlation coefficient of 0.65.
36
Drying
De Pauw, Dewettinck, Arnaut & Huyghebaert
Figure 8 - Relationship between capsule size and agglomerate size.
The differences in capsule size are small, because the coarser agglomerates are broken down
to a great extent by the high friction forces in the Wurster-process, resulting in an average size
of 250µm.
For comparison, a coarser type of fumaric acid (200-400 µm) was encapsulated without being
agglomerated first. The mean particle size of the capsules obtained was 175µm, which
corresponds quite well to the value estimated by the regression line. Therefore, it can be
concluded that agglomerates are broken down to approximately the same extent as pure fumaric
acid particles of the same size.
3.3.2. Influence of the capsule size on the 90% dissolution time
In figure 9 the 90% dissolution time of the capsules is given as a function of the mean particle
size. A distinction is made between the capsules that are crosslinked with CaCl2, and those that
are not. The dissolution time of a few agglomerates is also given as an illustration.
On the basis of the results shown in figure 9, there seems to be an optimal agglomerate size
range between 260 and 340µm, giving capsules with a dissolution time of 15-22 minutes. As
agglomerate sizes differ more from this optimum range, dissolution times decline. The
dissolution times of the agglomerates are considerably shorter and the influence of particle size
is not important.
On the basis of figure 9 it can also be concluded that the crosslinking step does not change
the solubility of the capsules to a great extent. The capsules crosslinked with CaCl2 even seem
to dissolve faster. At first sight, this result is very strange because the crosslinking step was
performed specifically to slow down dissolution.
Three statements are proposed to explain these results: (i) alginate solutions also gel at low
pH, without any Ca++ ions present (Onsoyen, 1992). During the encapsulation of fumaric acid
37
Process Optimisation and Minimal Processing of Foods
Process Assessment
Figure 9 - Relationship between capsule size and agglomerate size.
with alginate, the coating layer probably gels at once by a small amount of acid dissolving in the
alginate solution droplet; (ii) by a strong interaction between the alginate layer and the sprayed
CaCl2 solution droplets, a local contraction of the coating can take place and small cracks are
formed; (iii) fumaric acid has the property of releasing Ca++ ions out of a Ca++ alginate gel
(Gardner, 1968). Probably the fumaric acid liberates the Ca++ ions out of the CaCl2 alginate film
in the early phase of the dissolution test, therefore the effect of the Ca++ ions is lost rather
fast. However, to which extent these factors are important is not clear yet.
In an attempt to increase the 90% dissolution time, the influence of applying a higher amount
of alginate coating solution was investigated. An agglomerate with a mean particle size of
559µm was encapsulated with 1300g alginate solution. The 90% - dissolution time of the
resulting capsules was 42.3 minutes, which is significantly higher than the times indicated in
figure 9. This result gives good perspectives to slow down dissolution progressively by
increasing the amount of coating solution sprayed during the encapsulation process.
3.3.3. Baking tests
A correlation between the results of the 90% dissolution tests and the behaviour of the
capsules in a dough/bread structure was investigated by means of standardized baking tests.
These baking tests were done for three encapsulated products with different 90% dissolution
times. These results were compared with a blanc where no acid was used and with the behaviour
of the core material, fine unencapsulated fumaric acid (Table III).
By modifying fumaric acid in the previously described two step process the dissolution rate
is decreased considerably. Therefore, by using the capsules instead of the core material fumaric
38
Drying
De Pauw, Dewettinck, Arnaut & Huyghebaert
acid, a higher bread volume is obtained in the
baking test. Therefore, the two step process as
Table III
90 %-dissolution time (min) and bread volume
(cm 3) as a function of the type of acidulant
it was applied seems to be a suitable method
90% dissolution Bread volume
for the modification of the dissolution profile
of fumaric acid. However, the baking volumes
obtained by the use of capsules are still
considerably smaller than when no acid is
used. By applying a larger amount of coating
solution and a further optimisation of the two
time (min)
(cm3)
---
2850
Core material
2.1 ± 0.2
2300
Capsules A
18.6 ± 3.1
2450
Capsules B
21.3 ± 4.2
2550
Capsules C
30.5 ± 0.8
2575
Blanc
step process, this difference can be minimised.
5. Conclusions
The modification of fumaric acid by means of a two step process in which fumaric acid is
agglomerated and encapsulated makes it possible to form dense capsules with a modified
dissolution profile.
In the agglomeration step, the particle size of the products is determined to a great extent by
the spraying rate, the atomisation pressure and the type of binding solution. In the choice of the
binding material not only rheological properties but also other product characteristics like chain
length and stickiness are important. At higher atomisation pressures (1bar) the agglomerate size is
influenced by the spraying rate, while this is not the case for lower pressures (0.5bar). By changing
the process parameters, agglomerates can be made within the range of 200 to 1000µm.
The size of the agglomerates determines only to a small extent the size of the capsules
formed in the second step. On the basis of a quick dissolution test it can be concluded that the
capsule size on its turn influences the dissolution rate of the product. Between 260 and 340µm
there is an optimum particle size interval where the dissolution time is about 15-22 minutes.
Crosslinkage of the alginate film does not have an influence on the solubility characteristics,
while an increase of the quantity of alginate coating solution does have an important effect.
By using capsules in the formation of the dough, the loss of bread volume is decreased by
50%. However, the volume loss is still substantial (-9.6%).
References
Anonymus (1993). Encapsulates Improve Baked Products. Food Product design, April, 89.
Duxbury, D. D. & Swientek, R. J. (1992). Encapsulated Ingredients Face ‘Healthy’ Future. Food
processing, February, 38-46.
Dziezak, J. D. (1988). Microencapsulation and Encapsulated Ingredients. Food technology, 42 (4),
136-146.
39
Process Optimisation and Minimal Processing of Foods
Process Assessment
Gardner, H. (1968). Acidulants in Food Processing. In: Furia, T. E. CRC Handbook of Food
Additives. Cleveland, Ohio, The Chemical Rubber Co., 247-287.
Jackson, L. S. & Lee, K. (1991). Microencapsulation and the Food Industry. LebensmittelWissenshaft und Technologie, 24 (4), 289-297.
Janovsky, C. (1993). Encapsulated Ingredients for the Baking Industry. Cereal foods world, 38 (2),
85-87.
Onsoyen, E. (1992). Alginates. In: Imeson, A. Thickening and Gelling Agents for Food. London,
Blackie academic & professional, 258 p.
United States Farmacopeial Convention Dissolution. The United States Farmacopeia. 16th
edition. Rockville, Midwest.
Questions and Answers
Q
When thinking about atomisation pressure as a process control parameter, let me know
if any relation between that pressure and size of the droplets has been described.
Tadeusz Matuszek
A
40
No, not yet. It is already described for some types of spray dryers but not for Air
Suspension Coating.
Drying
Sousa & Ferreira
Microcapsules for Sustained Release of Thiamine Hydrochloride
J. Paulo Sousa e Silva and J. Paulo Ferreira
Escola Superior de Biotecnologia, Universidade Católica Portuguesa, Porto, Portugal
Summary
Thiamine-HCl was microencapsulated by coacervation-phase separation techniques.
Microcapsules were made with cellulose acetate phthalate or with an acrylic polymer. Drug
release was studied in vitro.
1. Introduction
Over the last few years a large number of bioactive compounds have been microencapsulated,
with different objectives, such as to mask unpleasant taste and to obtain controlled or prolonged
release of the drug. However, most of the low molecular weight drugs tested are relatively waterinsoluble, thus having inherent sustained-release properties when incorporated in a polymer
matrix. It is known that the preparation of sustained-release microcapsules containing highly
water-soluble pharmaceuticals is a challenging task (Huang et al. 1989, Dufour et al. 1992).
Thiamine can be used in food fortification, or as an active compound in the treatment of beriberi,
diabetic acidosis or hepatic insufficiency. Thiamine absorption is usually limited (8-15 mg daily),
and there are some reports of unpleasant taste after intake. In order to overcome these
drawbacks, we are trying to develop enteric microcapsules of thiamine-HCl (a highly watersoluble drug) with sustained-release characteristics.
The microcapsules are made with an acrylic resin (Eudragit®RS PO), or with cellulose acetate
phthalate (CAP), using different variations of the coacervation-phase separation technique
(evaporation or non-solvent addition). Due to the presence of ionizable phthalate groups, CAP is
insoluble in acidic media, but soluble at pH≥6. Eudragit®RS PO forms a water insoluble film of
low permeability and it is used for sustained release formulations.
41
Process Optimisation and Minimal Processing of Foods
Process Assessment
2. Materials and Methods
2.1. Materials
The reagents used were thiamine-HCl; aspirin; phenacetin; CAP (Shütz & Co.); Eudragit®RS
PO (Röhm Pharma), liquid paraffin, acetone, chloroform; ethanol 95%; magnesium stearate,
glycerol, guar gum and Span 80.
2.2. Methods
2..2.1. Preparation of microcapsules
PREPARATION OF EUDRAGIT MICROCAPSULES
PREPARATION OF CAP MICROCAPSULES BY THE
METHOD OF THE NON-SOLVENT ADDITION (1)
Eudragit RS PO (2.5g) dissolved in acetone (30ml)
CAP solution 10 or 20% (w/w) in
acetone/ethanol 96% (9:1)
Add magnesium stearate (0.15g)
Disperse thiamine-HCl in 100ml liquid paraffin
Disperse thiamine-HCl (0.5g) in polymer solution
Add CAP solution into liquid paraffin
under stirring (15 or 20 min)
Pour into liquid paraffin (100ml)
Add 30ml CHCl3 under stirring (20min)
Propeller stirring 300rpm for 4h
(temperature gradually elevated to 35±5˚C)
Filter and wash with 50ml of ether
Filter and wash with ciclohexane (100ml)
Dry at room temperature (24h)
Dry at room temperature (24h)
PREPARATION OF CAP MICROCAPSULES BY THE
METHOD OF SOLVENT EVAPORATION (2)
CAP solution 10% (w/w) in acetone
Disperse drug (0.5g) in the CAP solution
Pour into 100ml liquid paraffin 1g of span80
under stirring (400rpm) for over 2h
Filter and wash with 50ml of ether
Dry at room temperature (24h)
2.2.2. In vitro drug release:
Studies were made with an apparatus I USP 23 and release media fi HCl 0.1M, pH 1.0 (first
two hours), followed by HCl 0.1M / Na3PO4 0.2M 3:1, pH 6.8
Thiamine-HCl aspirine and phenacetin were assayed spectrophotometrically at 273 nm,
265nm, 245 nm respectively.
42
Drying
Sousa & Ferreira
2.2.3. Encapsulation efficiency
Drug release is prolonged until complete dissolution of the drug.
3. Results
The results are shown in the next tables and figures.
Table I
Thiamine release (%)
100
CAP microcapsules, method 1: Effect of
core/coat ratio on drug release
80
Core/Coat
1:1
1:4
1:8
60
rpm
600
600
600
40
Efficiency (%)
91.6
93.8
96.0
20
Drug release (%):
60 min
------
89.1
61.2
120 min
89.5
94.1
79.7
134 min
100.0
100.0
100.0
0
0
1
2
3
4
5
6
7
Time (h)
Figure 1 - Release profile of Eudragit RS PO microcapsules
Table II
Table III
CAP microcapsules, method 2: Encapsulation
CAP microcapsules, method 2: Influence of the drug
efficiency and drug release in acidic medium
water-solubility on the release in acidic medium
Experiment
Control
A
B
C
Efficiency (%)
86.8
76.8
73.5
77.2
Drug release (%):
100
95.8
97.6
2h
A: presaturation of paraffin with acetone;
92.8
Drug
Thiamine
Aspirine
Phenacetin
-HCl
Water-solubility
1g/1ml
1g/300ml 1g/1000ml
Efficiency (%)
86.8
48.5
51.2
Drug release (%):
100
40.7
34.4
2h
B: addition of glycerol to CAP solution;
C: dilution of thiamine with guar 1:1
43
Process Optimisation and Minimal Processing of Foods
Process Assessment
4. Conclusions
Increasing the core/coat ratio does not retard significantly the release of Thiamine-HCl (table I).
Methods 1 and 2 (tables I andII) yielded similar drug release in acidic medium. The variations
introduced in method 2 did not change drug release.
The solubility of the compound in water determined to a great extent the release rate of the
drug (table III).
Microencapsulation of thiamine-HCl within Eudragit®RS PO represents a useful approach in
order to obtain a formulation with sustained-release (fig. 1).
References
Dufour, P., Brun, H., Chapelon, R. & Pouyet, B. (1992). Improvement of a Microencapsulation with
Aqueous Core by Factorial Design. Journal of Microencapsulation, 6 (2), 465-468
Huang, H. & Ghrebre-Sellassie, I. (1989). Preparation of Microspheres of Water-Soluble
Pharmaceuticals. Journal of Microencapsulation, 4 (9), 219-225
44
Drying
Dumoulin, Berk & Krimitsas
Application of Agglomeration and Coating to Produce Powders Containing
Iron and Ascorbic Acid
Elisabeth Dumoulin, Zeki Berk and Nicolas Krimitsas
ENSIA - École Nationale Superieure des industries Agricoles et Alimentaires,
Massy, France
Summary
Powders containing sensitive components like vitamins and minerals were produced by
agglomeration and coating of solid particles in a fluidized bed. Such agglomerated concentrates
may serve as nutritional suplements in solid products like milk, animal feeds and drugs.
Firstly, agglomerates of maltodextrins A were made by spraying aqueous solutions of sensitive
components on the fluidized maltodextrins (DE12) followed by drying. Two objectives were
reached: increased size of particles from 100 to 500mm; addition of specific quantities of ferrous
sulfate and ascorbic acid, 5000 and 25000 ppm respectively.
In a second phase, as iron and vitamin were fixed on the surface of the agglomerates, a protective
film was added by spraying an aqueous solution of arabic gum on the fluidized agglomerates.
For the two phases of agglomeration followed by coating, operating conditions were
optimized to obtain minimum losses of fines, a good size distribution of particles and finally a
good protection of sensitive components. The main parameters were flow rate and temperature
of the fluidization air and of the sprayed liquid; formulation (composition, concentration) of the
sprayed liquids; choice and duration of alternating sequences of spraying and drying.
Changes in physical properties and composition of powders were followed along the two
processes of agglomeration and coating: size of particles by sieving and MEB; bulk and packed
density; iron and ascorbic acid content. Protection of iron in the resulting powders was tested
with respect to the oxydation of lipids in humidity controlled atmosphere; and the physical
formation of a film of gum was checked by MEB with emission X analysis.
1. Introduction
Iron is often added to food powders as a nutritional supplement. If the product contains fat, the
presence of iron may be expected to enhance lipid oxidation. To prevent this effect iron may have to
be isolated from the rest of the powder while maintaining its biological availability. Ascorbic acid is
often added to iron to improve this last aspect. Microencapsulation of iron is a possible protection
(Hurrel and Cook, 1990; Jackson and Lee, 1991; Kester and Fennema, 1986; Ormoz, 1994).
45
Process Optimisation and Minimal Processing of Foods
Process Assessment
Iron containing powders are agglomerated and coated in a fluidized bed reactor, using
different binders (Wan et al, 1992). The main objective is to control the iron content of the final
powder, with or without a protective coating.
The influence of iron containing powders thus prepared on lipid oxidation may be tested on
a model powder containing methyl linoleate under different storage conditions.
2. Materials and Methods
2.1. Materials
2.1.1. Products
Maltodextrin Glucidex (Roquette, Lestrem, F), DE12, was used as a neutral support. The mean
diameter of particles was 160 mm (d10 = 20mm; d90 = 230mm).
The encapsulated constituents were ferrous sulfate, 7H2O (F7002, Sigma, St Quentin Fallavier,
F) and L-ascorbic acid (A0278, Sigma). Aqueous solutions were prepared containing Fe II and
ascorbic acid in the proportion 1 to 5 in moles or 1 to 23.5 in mass, with a total concentration
of 10 to 25g/100g water.
An aqueous solution of arabic gum (CNI, Rouen, F) was used as a coating agent (20% DM, 50
cps, 20°C).
2.1.2. Equipment
The pilot equipment for agglomeration and coating was a fluidized bed Uni-Glatt (Glatt
GmbH, Binzen, G).
The main parameters were:
- for pulverization: the type of nozzle; pressure of pulverization air; composition,
concentration, viscosity and temperature of the binder or coating solution.
- for fluidization: temperature and flow rate of fluidization air; mass, density, size and
composition of particles.
The maximal load was 500g. The temperature of the fluidization air may be controlled
between 30 and 120˚C. The bifluid nozzle using pressurized air (1 to 5 bars) and spray solution
defined the angle of spray and the size of the droplets (50 to 85mm with water at 20˚C).
2.2. Analysis
For each experiment, the yield in powder was calculated to estimate losses of fines, and by
sticking.
Powders were analyzed for their composition:
- water content, water activity
46
Drying
Dumoulin, Berk & Krimitsas
- iron by atomic absorption spectrophotometry and ascorbic acid by spectrophotometry
(coloured reaction with 2-6 DIP)
- test on mixtures of powder, iron powders and powders containing methyl linoleate:
measurement of lipid oxidation in extreme conditions (35˚C; aw: 0.34 - 0.82).
Physical properties of powders measured were: size of particles by laser granulometry
(Malvern, F) and sieving; bulk density and packed density and the Hausner ratio; wettability test
in water; microscopy MEB. The analysis of iron on the surface of the powders was estimated by
MEB and emission X analysis.
3. Results and Discussion
3.1. Agglomeration of maltodextrin with water
The main objectives were to determine the optimal operating conditions to increase the size
of particles (from 100 to 600mm) with a high yield of operation (50 to 60%).
Water was sprayed on fluidized maltodextrin, varying the flow rates of fluidization air and of
sprayed liquid (Figure 1). The agglomerates were maintained in fluidization air at different
temperatures (Table I). The water activity of the agglomerates was 0.3 and their wettability in
water was lower than 0.3s. The bulk density of the agglomerates compared to the initial
maltodextrin was between 1/2 and 1/3.
I <------------------------------------fluidization
II
------------------------------> III
pulverization
drying
flow rate of air of fluidization (l/s)
flow rate of binder solution (ml/min)
air of pulverization
spray of binder solution
30
20
10
O
5
10
15
20
25
30
35
40
45
50
55
time (min)
60
Figure 1 - Process of agglomeration of maltodextrin with water
47
Process Optimisation and Minimal Processing of Foods
Process Assessment
Table I
Influence of the temperature of the fluidization air
Maltodextrin
fluidization air temperature (˚C)
<-------------- Agglomerates -------------->
---
30
40
50
60
70
80
mean size of particles (µm)
bulk density (kg/m 3)
160
720
700
630
770
660
760
500
156
167
185
169
175
200
Hausner ratio
1.05
1.05
1.08
1.07
1.05
1.06
1.06
drying yield (%)
---
67
68
60
60
48
50
3.2. Agglomeration of maltodextrin with aqueous solutions of ferrous sulfate, ascorbic acid
and maltodextrin
The objectives were to agglomerate with a dosed aqueous solution of ferrous sulfate and
ascorbic acid to prepare a dosed powder in iron and acid, these constituents being fixed on the
surface of the particles. To increase the size of the agglomerates (from 100 to 450, then 600mm),
maltodextrin was added to the sprayed aqueous solution.
The water activity of the agglomerates was 0.3 and the process yield 50-60%. The bulk density
of the agglomerates compared to that of the initial maltodextrin was divided by 1.6. The
wettability in water was lower than 0.3s for all powders.
With chosen operating conditions (Table II) it is possible to prepare powders containing 5000
ppm of iron and 25000 ppm of ascorbic acid with a good distribution.
Table II
Agglomeration of maltodextrin with aqueous solution of ferrous sulfate and ascorbic acid
and maltodextrin
maltodextrin
agglomerates A
agglomerates B
agglomerates C
agglomerates D
agglomerates E
48
Composition of
solution binder
Mean
particle size
(µm)
Bulk
density
(kg/m 3)
initial powder
160
500
630
water
water + 2.5g Fe
+ 12.5g AA
water + 3g Fe
+ 15g AA
water + 7.5g Fe
+ 37.5g AA
water + 2.4g Fe
+12g AA + 170g
maltodextrin
Fe
(ppm)
Ascorbic Acid
(ppm)
185
----
----
460
204
4500
24000
460
210
6000
32000
450
303
16500
75000
600
302
5000
25000
Drying
Dumoulin, Berk & Krimitsas
3.3. Coating of agglomerates with aqueous solution of gum arabic
The objectives were to cover the iron on the surface of the particles with a protective film of
arabic gum. An aqueous gum solution was sprayed on agglomerates E (Table 2). Water activity
and bulk density did not vary. The wettability was lower than 1s. The mean size of particles was
increased to 700mm, due to the added film and some more agglomeration.
Storage tests of mixtures of powders, some containing iron (E) and some containing lipids did
not indicate clear results. They have to be reproduced with an adapted analysis of the oxidation
of lipids.
Analysis of coated powders by MEB and emission X did not show any signal X that could be
due to iron. Detection being possible till a depth of 3mm, that meant absence of iron on the
surface and presence of an efficient physical film on the particles.
4. Conclusions
A technique is available to produce powders containing iron and ascorbic acid in dosable
concentrations, with an efficient physical protection of the iron.
More experiments are necessary to characterize the chemical and mechanical efficiency of the
gum film. Other films may be tested with the same equipment according to further uses.
References
Hurrel, R. F. & Cook, J. D. (1990). Strategies for Iron Fortification of Foods. Trends Food Sci. Technol.,
10(93), 56-61
Jackson, L. S. & Lee, K. (1991). Microencapsulated Iron for Food Fortification. J. Food Sci, 56(4),
1047-1050
Kester, J. J. & Fennema, O. R. (1986). Edible Films and Coatings: a Review. Food Technology, 47-59
Ormoz, Z. D. (1994). Granulation and Coating. In: Chulia, D., Deleuil, M., Pourcelot Y. (eds),
Handbook of powder technology, Elsevier, Amsterdam (NL), 9, 359-376
Wan, L. S. C., Heng, P. W. S. & Muhuri, G. (1992). Analysis of Growth of Granules in a Fluidized
Bed Granulator. STP pharma Sci., 2(5), 381-386
Wan, L. S. C., Heng, P. W. S. & Muhuri, G. (1992). Incorporation and Distribution of a Low Dose
Drug in Granules. Int. J. Pharma, 88, 159-163
49
Process Optimisation and Minimal Processing of Foods
Process Assessment
Mass Diffusivities in Fruit and Vegetable Tissues undergoing Osmotic
Processing
Harris N. Lazarides1, Vassilis Gekas2 and Nikolaos Mavroudis2
1Food Science Dept., Aristotelian University of Thessaloniki, Hellas, Greece
2Food Engineering Dept., Lund University, Sweden
Summary
Effective mass (water and solute) diffusivities were measured during osmotic processing of
fruit (apple) and vegetable (potato) tissues, under a wide range of process parameters. Among
these, temperature had the largest positive effect on water (Dw) and soluble solids (Dss)
diffusivity. The dehydration efficiency index (Dw/Dss ratio) increased with concentration but
decreased or remained constant with temperature. Using the right amount of osmotic solute it
was possible to maintain satisfactory water diffusivities with nearly zero solute uptake.
Freeze/thaw induced tissue damage caused a dramatic decrease in dehydration efficiency. Both
moisture and solute diffusivities followed Arrhenius kinetics.
1. Introduction
Partial dehydration, solute impregnation and direct formulation constitute typical reasons for
applying osmotic processing to fruits and vegetables as a basic step in a large variety of
processing schemes (Lazarides, 1994). Mass transfer phenomena taking place between the
product and the osmotic medium are strongly affected by the nature of the raw material (i.e.
species, variety, maturity level, shape and size, pretreatment) and the process variables (i.e.
composition/ concentration of osmotic medium, medium/product ratio, temperature, contacting
time, process duration) (Lerici et al., 1988; Raoult-Wack et al., 1992; Torreggiani, 1993; Lazarides,
1994)
Mass transfer of foods has traditionally been approached by the so-called Fickian
approximation, i.e. the use of concentration gradients or differences as the driving force. The
calculated effective or apparent diffusivities contain all probable deviations of the studied system
from ideality. This kind of approach has been criticised elsewhere (Wesselingh and Krishna, 1990)
and alternative models using the chemical potential as the driving force have been considered
(Gekas, 1992). It is also known that plant physiologists use the electrochemical potential to
describe mass transfer in plant tissue but under physiological conditions (Tufvesson, 1995). Since
the tendency of a given component to leave the phase in which it is present is expressed by the
chemical potential (i.e. a thermodynamic property), there is no doubt that a rigorous analysis of
50
Drying
Lazarides, Gekas & Mavroudis
mass transfer phenomena would require a thorough knowledge of the thermodynamics of the
systems involved (Foust et al., 1980).
In a collaboration scheme, Thessaloniki, Lund and Valencia laboratories have undertaken a
joint study on osmotic solutions and a first paper was already presented (Gonzalez et al., 1995).
In this comunication, we would like to evaluate the results of osmotic preconcentration
experiments carried out at the Aristotelian University of Thessaloniki using the “traditional
(Fickian) approach” with a twofold purpose:
- theoretical; to see how far the system could be studied using effective diffusivities.
- practical; to help the practically-minded engineer to optimise the process according to the
primary goal, i.e. dehydration or impregnation of osmotically treated plant tissues (i.e. fruits and
vegetables).
This work reports on apparent mass (water and solute) diffusivities measured during osmotic
processing of a typical fruit (i.e. apple) and a common vegetable tissue (potato), under a wide
range of process parameters.
2. Materials and Methods
2.1 Raw materials
Apple (variety Granny Smith) slices 7 mm thick and potato (variety Agria) sticks 7x8x80 mm
were used. Sucrose solutions 45-65% w/w and Corn Syrup Solids (CSS) of 18 DE (Dextrose
Equivalent) to 50 DE were used for apple; 55% w/w solution of 38 DE CSS was used for potato.
Medium/product ratio was over 30:1.
2.2. Experimental set-up
Batch isothermal processing was held in an open 10 L vessel kept in a water bath at
temperatures between 20 and 50˚C for 3-5h under continous, thorough mixing. Triplicate
samples were used in duplicate or quadruple runs.
2.3. Analytical methods
Soluble solids in sample sap and osmotic medium were measured using a refractometer.
Moisture and total solids were determined by a vacuum oven method at 70˚C, 72h. Moisture is
expressed in g/g i.d.m. (initial dry matter) to account for initial solid concentration differences
among samples.
51
Process Optimisation and Minimal Processing of Foods
Process Assessment
2.4. Calculations
Apparent mass (moisture and soluble solid) diffusivities (Da) were calculated using Fick’s
second law for constant diffusivity, after a sufficiently long time:
x − xe
8 D π2t
ln
= ln − a
x0 − xe
π2
λ2
(1)
where: (xo) and (x) are the initial and time (t) moisture contents (g/g i.d.m.); respectively, (so)
and (s) are the initial and time (t) soluble solid contents.
Water and solid content of the osmotic solution were taken as equilibrium moisture (xe) and
soluble solids (se) content of the product. The hydraulic diameter was used as characteristic
length (λ) in the case of sticks.
Temperature dependence of Da was evaluated using the Arrhenius equation:
d ln Da
E
= a2
dT
RT
(2)
where Ea is the activation energy (J/K mole), T is process temperature (K) and R is the gas
constant (8.314 J/oK mole)
3. Results
Among process parameters, temperature had the largest effect on moisture diffusivity (figure
1). As temperature was increased from 20 to 50˚C, Dw increased 2.5 times. Increasing
concentration (between 45 and 65%) caused an increase in Dw by a factor of 1.4, while the
combined increase in temperature and concentration (from 20˚C/45% to 50˚C/65%) yielded an
increase in Dw by 3.3 (figure 1).
Increased temperature caused a larger increase in Dss (by 3.1) compared to Dw (figure 2).
Contrary to the increase observed with Dw, Dss suffered a small decrease (by 36%) when
(from 20˚C/45% to 50˚C/65%) gave a net
increase in Dss by a factor of 2.0.
Dehydration efficiency (Dw/Dss ratio)
increased with concentration but
decreased or remained constant with
temperature (figure 3). The largest
difference between Dw and Dss was
observed with the highest concentration
at the lowest temperature. Therefore
52
Apparent Moisture Diffusivity
concentration was raised from 45% to 65%. Combined increase of temperature and concentration
5E-10
4E-10
3E-10
2E-10
1E-10
30
0
65
55
45
50
40
Temperature (°C)
20
Figure 1 - Effect of process temperature and osmotic
solution concentration on moisture
diffusivity (apple-sucrose solutions)
Drying
Lazarides, Gekas & Mavroudis
Apparent Solute Diffusivity
processing at ambient temperatures
in highly concentrated media
favours water removal over solute
2,5E-10
2E-10
1,5E-10
1E-10
5E-11
0
uptake. Molecular size of the
45
55
50
40
30
20
65
Concentration
%
Temperature (°C)
Figure 2 - Effect of temperature and solution concentration on
soluble solids diffusivity (apple slice-sucrose solutions)
osmotic solute also had a large
impact on Dw and Dss. At 55% and
50˚C, as the solute size decreased
between 18 DE and 38 DE, Dw
increased by a factor of 1.6 while
Dss was zero (no solute uptake)
(figure 4). Further decrease of solute
Dehydration Efficiency Index
size resulted in substantial increase
(by 1.4) of Dss and a smaller (2025%) decrease in Dw, probably due
5
4
to extensive solute penetration in
3
the subsurface tissue.
2
Changing the osmotic medium
65
1
55
from sucrose to 38 DE CSS at same
45
0
50
40
30
20
Temperature (°C)
Concentration %
temperature and concentration
(50˚C, 55%) there was a substantial
Figure 3 - Effect of process temperature and solution
concentration on the dehydration efficiency index
(apple-sucrose solutions)
increase in Dw and a slight
decrease in Dss, resulting in a large
increase (by 70%) of the efficiency
index (figure 5). Therefore the same raw material under identical process conditions responds in a
substantially different manner to different osmotic solutes. On the other hand, the same osmotic
medium applied to different raw materials (apple and potato) under identical process conditions,
causes substantially different rates of dehydration and solute uptake (figure 5).
Both Dw and Dss followed
Arrhenius
kinetics
with
Apparent Moisture Diffusivity
reasonable coefficients of
correlation and activation
6E-10
energies (Ea) ranging between
5E-10
4E-10
50DE
3E-10
42DE
2E-10
34DE
30DE
1E-10
0
22DE
26DE
38DE
Dextrose Equivalen
18DE
Figure 4 - Effect of molecular size of osmotic solute on the soluble solids
diffusivity (apple slice-corn syrup solids, 55%, 50˚C.
21.2 and 28.7 kJ/Kmole for
Dw and between 23.1 and
29.7 kJ/Kmole for Dss (Table I).
As shown in figure 6, tissue
damage
due
to
thawing
resulted
freeze/
in
a
dramatic increase in Dss (5-6
53
Process Optimisation and Minimal Processing of Foods
Process Assessment
Dw x 1E10
6
Dss x 1E10
Dw, Dss, Dw/Dss
5
Dw/Dss
4
times)
and
substantial
decrease in Dw (to half). As
a result the dehydration
3
efficiency index (Dw/Dss)
was decreased by a factor
2
of 10, suggesting that
1
tissue damage strongly
flavours
0
Sucrose Apple
38DE Apple
38DE Potato
impregnation
processes.
Figure 5 - Effect of raw material and osmotic medium on moisture
and solids diffusivity (55% 38 DE CSS or sucrose, 50˚C)
Dw, Dss, Dw/Dss
7
6
5
Dw x 1E10
4
3
Dss x 1E10
2
Dw/Dss
1
0
Control
F/T 60min
F/T 90min
Figure 6 - Effect of tissue damage on apparent moisture diffusivity,
apparent soluble solids diffusivity and dehydration
efficiency index (apple slice, 55% 38 DE CSS, 50oC;
F/T 60min=freeze/thawing after 60 min of
osmotic dehydration).
Table I
Arrhenius Kinetics of D w and D ss for Apple & Potato
Treatment
Ea
Dw
r2
(kJ/Kmole)
Std. error
Ea
of slope (kJ/Kmole)
Std. error
of slope
Apple-45% Sucrose sol.
21.21
0.936
469.3
29.67
0.975
401.4
Apple-55% Sucrose sol.
26.72
0.941
567.4
23.12
0.794
1001.6
Apple-65% Sucrose sol.
21.55
0.930
501.9
26.84
0.849
962.9
Potato-55 % 38 DE CSS
28.73
0.978
257.2
N.A.*
N.A.
N.A.
*N.A.: At temperatures below 50˚C there was no solute uptake
54
Dss
r2
Drying
Lazarides, Gekas & Mavroudis
4. Discussion
The different behaviour of the effective diffusivities with increasing temperature i.e. stronger
dependence of the solute diffusivity than of water diffusivity on temperature, may reflect the
different mechanisms of transport for sugars and water in the cell. Thus, whereas water
permeates the cellular membranes through both the phospholipidic and proteinic phases, the
transport of sugars is controlled by facilitating protein carriers. It has been shown for both
potatoes and apples that these carriers suffer dramatic changes at processing temperatures
beyond 40˚C (Gekas et al, 1993, Wenz et al., 1995, Tufvesson,1995). This may also explain why
the Arrhenius temperature relationship works better for water than for solute effective diffusivity
(better correlation coefficient in the former case).
Cell level mechanisms might also explain the dramatic increase of solute diffusivity (and hence
of solute transport) in the tissues after cell structure damage through freezing/thawing. This
means that, when functioning, the cell membrane is a better barrier for sugar than for water.
Finally, structural differences may explain the quantitatively different behaviour of apples and
potatoes. The effect of cell structure and its damage is more pronounced in the case of potato,
since the intracellular volume is bigger in potato than in apple. A dramatically higher (by an order
of magnitude) intercellular porosity (25% for apple - 2.5% and even less for potato) allows for
substantial transport of solutes in the intercellular spaces even when the cell membranes are
partially damaged (Crapiste, 1985).
The results of this work have shown the existence of certain qualitative similarities between
potatoes and apples which suggests a possible generalisation of our observations (always on a
qualitative level) for any kind of plant tissue.
References
Crapiste, G.H. (1985). Fundamentals of drying of foodstuffs. Ph.D. Thesis. Planta Piloto de
Ingenieria Quimica, Universidad Nacional del Sur, Argentina
Foust, A.S., L.A. Wenzel, C.W. Clump, L. Maus and L.B. Andersen. (1980). “Principles of Unit
Operations” 2nd edition, John Wiley @ Sons, New York.
Gekas, V. (1992). Transport Phenomena of Foods and Biological Materials. CRC Press, B. Raton, FL
Gekas, V., R. Oste and I. Lamberg. (1993). Diffusion in Heated Potato Tissue. J. Food Sc., 58(4):
827-831
Gonzalez,C., V. Gekas, P. Fito and H. Lazarides. (1995). Osmotic Solution Characterization. In
“Process Optimisation and Minimal Processing of Foods - 1st Project Wrkshop. Area 3 - Drying”.
Oliveira J.C., Oliveira, F.A.R. and Lenart, A. (Eds.), Escola Superior de Biotecnologia, Porto, PT
Lazarides, H. N. (1994). Osmotic Preconcentration: Developments and Prospects. In: “Minimal
Processing of Foods and Process Optimisation. An Interface”. Oliveira, F.A.R. and Singh, R.P. (Eds.)
CRC Press. pp 73-85
55
Process Optimisation and Minimal Processing of Foods
Process Assessment
Lazarides, H.N., E. Katsanidis and A. Nicolaidis. (1995). Mass transfer kinetics during osmotic
preconcentration aiming at minimal solid uptake. J. Food Engineering, 25(2):151-166
Le Maguer, M. (1989). Osmotic dehydration: Review and future directions. In Proceedings of the
International Symposium on Progress in Food Preservation Processes, Vol. 1, p. 283-309. CERIA,
Brussels, Belgium
Lerici, C.R., Mastrocola, D., Sensidoni, A. Dalla Rosa, M. (1988). Osmotic concentration in food
processing. In Preconcentration and Drying of Food Materials, Bruin S. (Ed.) p. 123. Elsevier Science
Pub. B. V., Amsterdam.
Raoult-Wack, A. L., Guilbert, S. & Lenart, A. (1992). Recent advances in drying through immersion
in concentrated solutions. In Drying of Solids, ed. A.S. Mujumdar, Elsevier Science Publ. B.V.
Torreggiani, D. (1993). Osmotic dehydration in fruit and vegetable processing. Food Research
International,26:59-68.
Tufvesson, F. (1995). Preheating Effects on Potassium Leakage from Potato Tissue with emphasis
on cellular level understanding. Diploma Thesis at Food Engineering department, Lund, Sweden
Wenz, J., V. Gekas and W. Crapiste. (1995). Cellular Deterioration of Processed Fruits and
Vegetables. Presented at the 1st Iberoamerican Congress of Food Engineering, Campinas, Brazil,
5-9 November 1995
Wesselingh, J. A. and R. Krishna. (1990). “Mass Transfer”, Ellis Horwood, U.K.
Questions and Answers
Q
What is the difference in behaviour of apple and potato and how do you explain this
difference?
Stoyan Tantchev
A
Apple showed much higher moisture diffusivity, solute diffusivity and dehydration
efficiency index. To a large extent this is probably due to tissue structure differences (i.e.
different fractions of intercellular spaces -20 to 30% in apple, 1 to 3% in potato)
56
Drying
Nederitá, Amarfi, Turtoi & Popa
New Drying Technology: Preliminary Study on the Drying of Vegetables using
Intense Light Pulses
Victor Nederitã1, Rodica Amarfi2, Gheorghe Turtoi2 and Corneliu Popa2
1 Department of Food Science, Technical University of Chisinãu, Moldavia
2 Department of Food Biotechnology, “Dunãrea de Jos” University, Galati, Romania
Summary
A first approach of the drying process of vegetables and its dynamics in particular conditions
of irradiation with Intense Light Pulses (ILP) is presented. Some new sources of radiant energy in
food drying, such as flash lamps, were investigated. The results were compared with conventional
drying curves. Three major types of effects are emphasised based on the ILP interactions with
different substances and materials: hydraulics (pump effect), thermophysics (sudden thermal
expansion, explosive boiling) and acoustics (acoustic waves). Research defines the possibility of
ILP use in drying, but further investigations are required in order to identify the best regimes,
function of the product and of the working conditions.
1. Introduction
The concept of processing with ILP for the purpose of food preservation is quite recent. The
first patent was registered in the US in 1988 (Mertens and Knorr, 1992).
PurePulse Technologies Inc., San Diego, California, uses this technology under the trade name
PureBright, which is generally based on the fact that energy light, when release in short, high
intensity pulses, can be used to kill micro-organisms and in some cases to inactivate enzymes.
PureBright is effective in killing both micro-organisms such as vegetative bacteria, yeast, moulds
and bacterial spores, and in deactivating enzymes. Treatment can be completed in a fraction of a
second and it determines microbiological count reduction and shelf life extension without
sensorial changes. In this manner, pulsed light becomes an effective treatment for foods, water
and packaging materials (Dunn et al., 1995).
Nederitã (1995) tried the implementation of lasers in food technology. Because of its
disadvantages (Table I), the author oriented his research for utilisation of ILP generated by flash
lamps to build and patent some new devices: optical pumping equipment, liquid sprayers,
cleaning systems for heat exchange surfaces, etc.
Taking into account the previous achievements, we tried to extend the ILP processing to other
unit operations for the food industry. The objectives of our research are: to investigate the
possibility of using ILP for the drying of vegetables, to determine the applicable energetic
57
Process Optimisation and Minimal Processing of Foods
Process Assessment
densities range and to outline the ILP mechanisms.
Table I
Generators of Electromagnetic Fields
ILP
LASERS
FLASH LAMPS
Emission characteristics :
Emission characteristics :
• coherent light;
• incoherent light;
• monochromatic light;
• electromagnetic field, λ = 200 to 1000 nm;
• unique direction of propagation;
• sunlight-like light;
• impulse regime, τ = 1 to 10s;
• impulse regime, τ = 10 -1 to 10 -4 s;
• high intensity of light;
• high intensity of light;
Application limits :
Application advantages :
• low efficiency of radiation, 1to 30%;
• high efficiency of radiation, 60 to 70%;
• sophisticated equipment;
• simple equipment;
• dangerous;
• safe;
• low application surface (mm 2)
• large-size application surface (cm 2 or dm 2)
2. Materials and Methods
2.1. Materials
2.1.1. Vegetables
Potatoes - Solanum tuberosum - cv. Ora (a local variety), having a water content between 68.2%
and 78.4% and carrots - Daucus carota - cv. Nantes, having a water content between 90.8% and
91.2%.
2.1.2. Flash lamps
The flash lamps used were of the IFP-800 type, with discharge through gas (xenon). Their
emission characteristics were: electromagnetic field, λ = 200nm to 1000 nm, λ max = 200nm
to 500 nm; impulse regime, τ = 10-1s to 10-4s; intensity of light, E = 1000J to 8000J. The
spectral distribution is similar to that of sunlight, having peak emission between 200 and 500 nm
(see figure 1).
2.1.3. Experimental set-up
A flow diagram of the drying apparatus made by us is shown in Figure 2. The drying apparatus
of vegetables using ILP was obtained by adapting a convective drier. This was made by setting a
plate of wire sieve on which the sample drying takes place. The plate leans on a balance by a rod.
58
Drying
Nederitá, Amarfi, Turtoi & Popa
The flash lamp and a spotlight used to lead the light only to the sample surface are placed above
the plate. An impulse generator feeds the lamp. All the other elements are the same as for a
classical convection drier.
Figure 1 - Efficiency of Radiation (
ηλ 10 4 , nm-1sr-1)
Figure 2 - Schematic Diagram of the dryer (Flash Lamp
Type IFP-800)
1 - drying chamber; 2 - scale;
3 - sample; 4 - lamp;
5 - spotlight;
IG - impulse generator.
2.2. Methods
2.2.1. Preparation of samples and experiments
Preparation of samples and drying conditions are presented in Table II. The drier was set in
convective regime until the working temperature was reached (85˚C). The samples were then
introduced inside the drying chamber. The intervals of time for successive mass loss of 1g were
measured. The intervals between impulses for the one-sided impulsive tests are presented in
Table II.
2.2.2. Analytical procedures
The dry matter was determined using the Cijov rapid method with infrared radiation. The air
velocity was measured with a blade anemometer type ASO-3. Thermocouples (chromel-alumel)
placed in the geometrical centre of the sample and a thermorecorder type KSP-4, were used to
determine and record the air and product temperatures.
2.2.3. Calculations
The moisture content is expressed as a ratio of the water content per dry matter of sample.
To calculate the drying rate (u) the following equation was used:
u=
∆W
A ⋅ ∆t
(1)
59
Process Optimisation and Minimal Processing of Foods
where:
Process Assessment
∆W = water loss between two measurements; A = drying surface area; ∆t = time
step between two measurements.
Table II
Preparation of samples and drying conditions
No.
Product *:
Potato (P)/Carrot (C)
Scalded
(Yes/No)
Air
Regime
(˚C)***
Energy
Density
(J/cm 2)
Interval
Between
Impulses (s)
1
P - 11 mm
N
85
--
--
2
P - 11 mm
N
85
28.3
20
3
P - 7 mm
N
85
28.3
20
4
P - 7 mm
N
85
17.5
20
5
P - 7 mm
N
85
12.2
20 ; 2 min
6
P - 7 mm
Y**
85
12.2
20
7
P - 2 mm
Y
85
12.2
20
8
P - 2mm
Y
85
--
--
9
C - 8 mm
Y
85
28.3
20
10
C - 8 mm
Y
85
17.5 ; 12.2
20
11
P - 2 mm
Y
20
12.2
5
Y
85
--
--
12
C - 8 mm
(*) slice thickness (mm);
(**) 100˚C/ 4 minutes.
(***) 2 m/s
The drying rate coefficient (K) was expressed by the following equation:
K=
M W1 − Wcr
W − We
+ ln cr
t ⋅ A Wcr − We
W2 − We
(2)
where: M = dry matter; W1 = initial moisture content; W2 = final moisture content; t =
drying time; We = equilibrium moisture content; Wcr = critical moisture content.
The drying curves plotted were: moisture (W) as a function of time (t) and rate of drying (u)
as a function of moisture (W).
60
Drying
Nederitá, Amarfi, Turtoi & Popa
Figure 3 - Drying curves for potatoes and carrots under different conditions.
The ILP radiant drying is a complex
process consisting of: internal diffusion,
external diffusion and special effects as a
result of the interaction between the ILP and
the
material
cavitation,
(explosive
dynamic
vaporisation,
effects).
In
the
immediate neighbouring layers of the
surface, the radiant energy is transformed in
a quantity of heat that determines a
Figure 4 - Evolution of temperature in the geometrical
centre of the sample during the drying.
superficial vapourisation process with a
sudden release of vapour. The air which
flows at the material surface must ensure
the transport of vapour from the irradiated superficial areas. At the same time, ILP promotes the
migration of new water quantities to the surface due to cavitation, acoustic and pumping effects.
The ILP utilisation determines an intensification of the mass transfer. This effect is more
visible with thick slices (figure 5 - sample 2) where the drying rate coefficient is more than three
61
Process Optimisation and Minimal Processing of Foods
Process Assessment
Figure 5 - Rate of drying for potatoes and carrots under different conditions.
times higher, probably due to dynamic impulse effects. The influence of preliminary thermal
treatment-scalding does not influence the drying efficiency (figure 5 - samples 5 and 6). The
convective ILP drying variants of thin slices show less influence of ILP on the process (figure 5 samples 7 and 8).
This research has shown that ILP drying is possible with air at room temperature (20˚C, 2m/s),
but with low drying rate (Figure 5 - sample 11). This leads to the idea that associating ILP with
air at low temperature (30 to 50˚C) could reveal interesting results.
Nevertheless the level of temperature in the geometrical centre of the product is lower than
for convection air drying (figure 4). It is considered that the lower temperature values in the first
45 minutes are due to the more intensive water vaporisation.
The range of energetic densities used in this study was between 12 and 28 J/cm2 (see Table II).
62
Drying
Nederitá, Amarfi, Turtoi & Popa
4. Conclusions
At the moment there is no adequate and complete theory able to explain the mechanism of
interaction between the ILP radiant emissions and the biological and physical materials.
This research showed the possibility of ILP use in drying, but further investigations are
required in order to identify the best regimes, function of the product and of the working
conditions.
References
Dunn, J., Ott, T. & Clark,
W. (1995). Pulsed-Light Treatment of Food and Packaging. Food
Technology, September, 95-98.
Mertens, B. & Knorr, D. (1992). Developments of Nonthermal Processes for Food Preservation.
Food Technology, May, 126-133.
Nederitã, V. (1995). PhD Thesis, “Dunãrea de Jos” University, Galati, Romania.
63
Process Optimisation and Minimal Processing of Foods
Process Assessment
Modelling Moisture Uptake and Soluble Solids Losses During Rehydration of
Dried Apple Pieces
Leonard A. Ilincanu1, Fernanda A.R. Oliveira2, M. Claudia Drumond2, Maria de Fátima
Machado2 and Vassilis Gekas3
1 University “Dunarea de Jos”, str. Domneasca 47, 6200 Galati, Romania
2 Escola Superior de Biotecnologia, Rua Dr. Antº Bernardino de Almeida, 4200 Porto, Portugal
3 Food Engineering Department, University of Lund, Sweden
Summary
Dried apple pieces have been finding increasing applications in the ever growing breakfast
cereal industry. These products are often eaten after soaking, so that their characteristics after
rehydration are of interest to the food manufacturer. The kinetics of rehydration may be
expected to depend on the product intrinsic properties, such as initial moisture content or
porosity, as well as on extrinsic properties, such as temperature or the type of fluid used for
rehydration. The objective of this work was to model the kinetics of apple rehydration and to
assess their dependence on temperature and initial moisture content. Commercially dried apple
cubes (1cm3 fresh cut) with different initial moisture contents were used: high moisture (HM)
samples with 19% (w/w, total basis) of water and 22±2 % porosity and low moisture (LM) samples
with 5% (w/w, total basis) of water and 17±5 % porosity. Rehydration was conducted at different
temperatures (5, 20 and 50 °C). Samples were analysed for moisture content and weight variation
at different soaking times, up to equilibrium. The equilibrium moisture uptake showed a slight
tendency to decrease with temperature, with higher values for LM samples (5.29 g H2O/g initial
weight) when compared to HM samples (4.83 g H2O/g initial weight). At equilibrium,
approximately 86% of the total solids were lost in the two situations. The process kinetics were
adequately described by the probabilistic Weibull model. The shape factor of this model was on
average 0.64 for the HM and 0.76 for the LM samples. The parameter related to the process rate,
the time required to reach a fractional uptake/loss equal to 1-e-1, decreased with temperature.
The rate of soluble solids losses was very similar in the two samples tested and in general it was
of the same order of magnitude as the rate of water uptake.
64
Drying
Ilincanu, Oliveira, Drummond, Machado & Gekas
1. Introduction
Dried apple pieces have become popular in the last few years mainly for use in the growing
breakfast cereal industry (e.g. muesli). Breakfast cereals are usually eaten soaked either in milk or
other liquids, so their texture and taste after rehydration is of interest to the food manufacturer.
From a consumer point of view, apple pieces should keep their crunchiness upon immersion in
the liquid medium.
Rehydration of dried plant tissues involves complex mass transfer and sorption phenomena,
making difficult the development of a phenomenological based mathematical model, particularly
if one considers the complexity and variability of the food structure. Although some studies have
been published describing the effects of pre-drying treatments and drying procedures on the
rehydrating properties of fruits and vegetables (Sterling and Shimazu, 1961, Sinnamon, 1968,
Neubert et al., 1968, Quintero-Ramos et al., 1992, Eshtiaghi et al., 1994), the theoretical aspects
of rehydration have been neglected and much of the progress in this area is based on analogies
with the dehydration process. Garcia-Reverter et al. (1994), for instance, considered rehydration
to be similar to the falling rate period in drying. Assuming a similar size and geometry for all the
food particles (cauliflower florets) and neglecting volume changes, these authors proposed an
exponential model for moisture uptake. Description of the rehydration process as a mass transfer
controlled process and thus by application of Fick’s 2nd law, is also quite common. Lomauro et
al. (1985) used this approach to estimate mass diffusion coefficients for several commodities,
including freeze-dried apples. Equilibrium moisture contents are also reported in this work.
Bakshi and Singh (1980) applied a diffusional model to describe rehydration during rice
parboiling, accounting additionally for the gelatinisation of starch during the process. More or
less empirical models such as the Weibull or the Peleg model are also found in literature (Hahn
and Shapiro, 1967; Misra and Brooker, 1980; Peleg, 1988). These models lack a theoretical
background, but are quite appealing due to their simplicity. The Weibull model is a probabilistic
model and therefore potentially appropriate to describe events that are prone to high variability,
as happens in the case of rehydration of food materials.
The objectives of this work were (i) to assess the applicability of the Weibull model to describe
the kinetics of water uptake and soluble solids losses during rehydration of dried apple pieces
and (ii) to analyse the influence of temperature and initial moisture content.
65
Process Optimisation and Minimal Processing of Foods
Process Assessment
2. Materials and Methods
2.1 Materials
Commercially (Tree-Top Inc., Selah, USA) dried apple cubes (1cm3 fresh cut) with different
initial moisture contents were used: high moisture (HM) samples with 19.0% (w/w, total basis) of
water and 21.7±2.2 % porosity and low moisture (LM) samples with 4.7% (w/w, total basis) of
water and 17.4±4.9 % porosity. Porosity was calculated from the true and apparent volume of the
samples. The true volume was measured with an Automated Gas Pycnometer (Porous Materials
Inc., Itaha, NY, USA). and the apparent volume was measured using a sand displacement method.
2.2 Methods
2.2.1 Experimental procedure
Apple samples (four cubes for each sampling time) were selected, weighed, placed in covered
wire baskets and immediately immersed in beakers containing 1L of de-ionised water, preheated/cooled in a Julabo FP40 thermostatic water bath. The ratio between volume of water and
volume of samples was sufficiently high to avoid significant temperature variations upon
immersion. Experiments were conducted at 5, 20 and 50 °C. Temperature was monitored during
the experiments and variations were found to be less than 0.1°C.
After selected immersion times the samples were removed, weighed and kept in covered Petri
dishes prior to moisture content analysis. For each temperature twenty sampling times were
considered. Sampling times up to 1223 minutes were used. Three replicates were performed for
each experiment.
The moisture content analysis was performed according to the AOAC method 93406 (AOAC,
1990). Solid losses were calculated by a material balance based on the weight and moisture
content of the samples.
2.2.1 Data analysis
The mathematical model
The Weibull probabilistic model is based on the Weibull distribution. Integration of this
distribution function over time yields a kinetic model that was applied to describe both the
kinetics of water uptake and soluble solids losses:
t β
Wt
= 1 − exp −
W∞
α
where:
66
(1)
Drying
Ilincanu, Oliveira, Drummond, Machado & Gekas
Wt is the water uptake (g H2O/ ginitial weight) or
soluble solids losses (gsolids/ginitial solids) at time t (min)
W∞ is the moisture uptake (g H2O/ ginitial weight) or
soluble solids losses (gsolids/ginitial solids) at equilibrium
α
is the time required for the dimensionless concentration to reach the value 1-e-1 (one
log cycle, app. 0.63)
ß
is the shape coefficient
Regression analysis
Non-linear regression was performed using Table Curve 1.0 (Jandel Scientific, USA). W∞ was
also considered as a parameter, in addition to α and ß, because experimental determination of
equilibrium concentrations was in many conditions unfeasible, due to the extremely long times
required to reach equilibrium and to the fragility of the samples.
3. Results and Discussion
It was found that the Weibull model adequately described the experimental data, both for
water uptake and for soluble solids losses (see figure 1).
Table I shows the parameters of the
1.2
Weibull model for moisture uptake. It can be
1.0
and HM samples are of the same order of
magnitude and the difference between the
water uptake rate constants (1/α) for LM and
W t /W ∞
seen that the kinetic parameter (α) for LM
0.8
0.6
0.4
experimental water uptake
0.2
model water uptake
experimental solids losses
HM samples decreases as temperature
increases.
Temperature
significantly
increases water uptake rate: for instance, for
HM samples at 5 °C, a period of almost 100
minutes is required to reach 63% of the
equilibrium water uptake, while at 50 °C this
model solids losses
0.0
0.0
5.0
10.0
t /α
15.0
20.0
25.0
Figure 1 - A typical example of the fit between the Weibull model
and the experimental data (LM samples, T=5°C)
value reduces to approximately 30 minutes.
Temperature dependency was well described
by an Arrhenius type equation, with
activation energy of 18.9 kJ/mole for HM
samples and 25.8 kJ/mole for LM samples.
The average equilibrium water uptake was
higher for LM samples (5.29 g H2O/g initial
weight) when compared to HM samples
(4.83 g H2O/g initial weight). This can be
Table I
Parameters of the Weibull model for water
uptake
T
(°C)
5
20
50
α
(min)
β
W∞
(g H2O /ginitial)
HM
LM
HM LM
HM
LM
103.5 155.6 0.62 0.72 5.094 5.789
60.7 52.6 0.61 0.82 4.735 4.921
32.4 30.2 0.64 0.76 4.669 5.160
67
Process Optimisation and Minimal Processing of Foods
Process Assessment
explained by the lower initial water content in LM samples; thus the final water uptake is
expected to be larger for these samples. Temperature appears to have a negative effect on W∞.
The shape factor (ß) of the Weibull model, that relates to the nature of the kinetic process, was
on average 0.64 for HM samples and 0.76 for LM samples. This parameter may be related to the
relaxation effect associated to the change from glassy to rubbery state caused by hydration
(Peppas & Brannon-Peppas, 1994) and/or to the existence of external resistance to mass transfer.
Larger values of ß indicate that relaxation and/or external mass transfer mechanisms are slower
than diffusion; in addition the rehydrated layer constitutes an increased resistance to mass
transfer. In fact, one might expect that the rehydration effect would be more important for LM
samples, where particularly the outer cell layers have suffered an extensive shrinkage during
drying (Figure 2 shows LM samples before and after rehydration).
a)
b)
Figure 1 - Scanning electron micrographs of low moisture (LM) samples (80X)
a) before rehydration;
b) rehydrated for 60 minutes at 20 ºC
Table II shows the parameters of the Weibull model for soluble solids losses. It can be seen
that soluble solids are lost at identical rates in the two types of samples tested. Also, at
equilibrium, the values of solids losses are identical for LM and HM samples (app. 86% of the
initial amount), and no significant
effect of temperature was detected.
The shape factor (ß) of the Weibull
Table II
Parameters of the Weibull model for soluble
solids losses
model was app. 0.59 for HM and 0.55
for LM, increasing slightly with
T
(°C)
temperature. These low values show
that the hydrated layer appears to
have a weaker effect on soluble solids
losses. As an example, at 50 °C HM
68
5
20
50
α
(min)
HM
55.3
40.4
22.5
LM
67.4
40.3
18.7
β
W∞
(g H2O /ginitial)
HM LM
HM
LM
0.56 0.51 0.855 0.879
0.58 0.55 0.859 0.861
0.64 0.60 0.863 0.860
Drying
Ilincanu, Oliveira, Drummond, Machado & Gekas
samples take app. 32 minutes to reach 63% of the equilibrium water uptake, while 63% of the
soluble solids were lost in 22 minutes. On average, when 63% of soluble solids were lost, water
uptake was 53% for HM samples and 49% for LM samples, whereas when 95% of soluble solids
were lost, water uptake was on average 91% for HM samples and 95% for LM samples. Thus,
soluble solids are being lost at a higher rate in the beginning of the rehydration process. This
behaviour is probably due to an accumulation of soluble solids in the surface layer of the
collapsed cells.
4. Conclusions
Moisture uptake and soluble solids loss during rehydration of dried apple pieces are
adequately described by the Weibull probabilistic model. Although this is an empirical model, the
estimates of the model parameters can provide valuable insights into the underlying physical
aspects of the mass transfer and sorption phenomena.
References
AOAC 1990. Official Methods of Analysis, 15th ed., Association of Analytical Chemists, Washington.
Bakshi, A.S. and Singh, R.P. 1980. Kinetics of water diffusion and starch gelatinization during rice
parboiling. J. Food Sci. 45: 1387-1392.
Garcia-Reverter, J., Bourne, M.C. and Mulet, A. 1994. Low temperature blanching affects firmness
and rehydration of dried cauliflower florets. J. Food Sci. 59: 1181-1183.
Hahn, G.J. and Shapiro, S.S. 1967. Statistical Models in Engineering. John Wiley and Sons, Inc.
Lomauro, C.J., Bakshi, A.S. and Labuza, T.P. 1985. Moisture transfer properties of dry and
semimoist foods. J. Food Sci. 50: 397-400.
Misra, M.K. and Brooker, D.B. 1980. Thin-layer drying and rewetting equations for shelled yellow
corn. Transactions of the ASAE 23 (5): 1254-1255.
Neubert, A.M., Wilson III, C.W. and Miller, W.H. 1968. Studies on celery rehydration. Food
Technology 22: 1296-1301.
Peleg, M. 1988. An empirical model for the description of moisture sorption curves. J. Food Sci.
53: 1216-1217, 1219.
Peppas, N.A. and Brannon-Peppas, L. 1994. Water diffusion and sorption in amorphous
macromolecular systems and foods. J.Food Eng. 22: 189-210.
Quintero-Ramos, A., Bourne, M.C. and Anzualda-Morales, A. 1992. Texture and rehydration of
dehydrated carrots as affected by low temperature blanching. J. Food Sci. 57: 1127-1128, 1139.
Sinnamon, H.I. 1968. Effects of prior freezing on dehydration and rehydration of apple half
segments. Food Technology 22: 1033-1035.
The mechanisms of water loss during potato frying have not been fully understood yet. Frying
69
Process Optimisation and Minimal Processing of Foods
Process Assessment
Water Loss during Frying of Thin Potato Slices
R. M. Costa1, F.A.R. Oliveira1 and V. Gekas2
1 Escola Superior de Biotecnologia, Rua Dr. Antº Bernardino de Almeida, 4200 Porto, Portugal
2 Food Engineering Department, University of Lund, Sweden
Summary
involves a different number of phenomena such as heat transfer from the heating medium to the
potato, water evaporation, formation of water vapour bubbles and their movement through the
heating medium, texture and structural changes, crust formation and oil uptake. The complexity
of these phenomena impairs the development of a generalised mathematical model for
predicting water loss. Furthermore, it may be expected that along the frying process the relative
importance of the different phenomena will vary, originating different patterns in terms of water
loss. The objective of this work was to analyse the water loss patterns in slices of potato (1.5 to
5 mm thickness) fried in sunflower oil at different temperatures (140˚C and 180˚C), up to a final
2% (w/w, total basis) water content. Temperature measurements, water loss curves and video
imaging of the water vapour bubbling were used. It was concluded that the process may be
divided into three different periods. The first period corresponds to the heating of the potato,
involving mainly loss of water at the cut surfaces. During the second period there is an intense
formation of water bubbles and an exponential decrease of water content with time. The third
period occurs after the formation of the crust; because of its hindering capacity, the release of
vapour bubbles occurs mainly by bursts in the crust, created by the build up of internal pressure;
the formation of these bursts is quite random, leading to a less predictable water loss and to
significant differences in the results obtained in different samples.
1. Introduction
Studies on frying have increased significantly in the last few years (Singh, 1995). Frying involves
various phenomena, but most of the studies have focused on heat transfer, mass transfer (water loss
and oil uptake) and crust formation. Understanding water loss is essential, as frying can be seen as
a drying process, the heating medium being oil rather than air. Most authors approached this subject
in a more or less empirical way (Mittelman et al., 1984) although some more fundamental works were
recently reported (Farkas, 1994). The development of any model should rely on experimental
evidence and therefore, assessing the patterns involved in frying is of crucial importance. Mittelman
et al.(1984) reported two stages during potato frying: at first, water vapour escapes uniformly
70
Drying
Costa, Oliveira & Gekas
through the entire surface as small bubbles; as frying continues the crust becomes an increasing
resistance to water vapour flux, which leads to a build-up of pressure below the crust, detected by
the appearance of swollen pockets; the water vapour trapped in these pockets is released after
bursting occurs in a few sites. From visual observations, Farkas (1994) suggested that frying of potato
follows four phases: initial heating, surface boiling, falling rate and bubble end-point; initial heating
lasts a few seconds and corresponds to the time necessary to form the first bubble; then, during the
surface boiling period, the evaporation of water increases and reaches a maximum; after this point
the rate of water loss decreases (falling rate) to a point where no bubble is lost (bubble-end point).
The objective of this work was to analyse the water loss patterns in slices of potato fried at
different temperatures considering (i) temperature measurements (ii) water loss curves and (iii)
video imaging of the water vapour bubbling.
2.1. Water loss curves
2. Materials and Methods
Frying was performed in a thermostatic, agitated oil bath (Braun, 18 litres capacity) at
140 and 180˚C. Potatoes (cv Van Gogh) were cut with a rotary slicer and a cork borer in slices of
1.0-5.1 mm thickness, with a diameter of 42 mm - 46 mm. Each slice was weighed and then hung
on an inox wire to keep it completely immersed during the desired frying time. After frying the
potato slice was slightly whipped with fat absorbent paper and then weighed again. Water
content was determined gravimetrically, by drying the samples to constant weight (AOAC
984.25). The initial water content was on average 80% (w/w, total basis).
2.2. Temperature measurements
Temperature measurements were done by inserting a thermocouple of 0.5 mm diameter
radially in a potato sample. In order to avoid heating by conduction in the thermocouple, the
potato was not completely submersed in the oil bath, so that the thermocouple would not touch
the oil. Because of the small size of the potato slices, measurements could not be done at a
specified position. Temperature data was recorded continuously into a computer.
2.3. Video imaging
Video imaging was done by frying the potato slices in an oil bath similar to the above
described, but made of glass. The video camera (Philips VKR6850) was operated at a shutter
speed of 25 fps.
71
Process Optimisation and Minimal Processing of Foods
Process Assessment
3. Results and Discussion
The potato slice temperature was found to reach a steady state value of 103˚C (Figure 1) and
the temperature history was independent
120
T (°C)
of the oil temperature, as earlier reported
100
by Parvisani & Calvelo, 1986). Effects of
80
slice thickness were not detected.
60
Figure 2 shows a typical water loss
40
curve, where three sequential periods are
visible.
These
periods
were
also
20
confirmed by visual observation (Table I)
0
0
and will be further referred to as heating
period (HP), bubbling period (BP) and
nucleation period (NP).
5
10
15
20
t (s)
Figure 1 - Temperature inside 1.5mm potato slice after
immersion in frying oil at 140°C
In the first period (Heating Period) a
0
very small amount of water is lost, mainly
-0.5
water loss rate increases to a maximum
value, as can be seen in the plot of the
ln(m/Mtin)
the water at the cut potato surface. The
water loss rate (figure 3). Maximum water
-1
-1.5
heating
period
bubbling
period
nucleation
period
-2
loss rate increases with temperature and
-2.5
decreases with slice thickness (fig. 4a)
-3
and was found to occur 5 to 10 sec after
0
0.5
1
1.5
2
2.5
t(min)
the potato slice had reached the steady
Figure 2 - Changes of water content during frying
(T=140°C; slice thikness=1.5mm)
temperature of 103˚C. Furthermore, the
water loss rate, thp decreases with
temperature and increases with slice
thickness,
for samples thinner than 3
mm, thicker samples showing a constant
thp of app. 10 s at 180 ˚C and 30 s at 140
˚C (Fig. 4b). These results show that this
period is not dependent on heating only.
Video analysis showed that during the
water loss rate (g/g.min)
time required to reach the maximum
0.6
0.5
0.4
0.3
0.2
0.1
heating
period
formation; then some tiny air bubbles are
released at the slice edges and as
nucleation
period
0
0
first 1-2 s of frying there is no bubble
bubbling
period
0.5
1
1.5
2
t (min)
Figure 3 -Water loss rate
(T=140°C; slice thikness 1.5mm)
temperature increases, water evaporates and is released as small bubbles, with a bubbling front
starting at the edges and gradually evolving to the potato centre; after the potato centre reaches
the evaporation temperature water loss continues to increase, both due to a larger number of
72
2.5
Drying
Costa, Oliveira & Gekas
Table I
Observation of water loss patterns in frying of 1.5 mm thick potato slices at 140 °C
Frying time (s)
Observations
Period
2
small bubbles are formed slowly on the edges
9
bubbles are formed on the entire surface of the slice
heating
13 more and larger bubbles are formed
22 maximum bubbling: maximum number of bubbles per unit
time are formed
30 the number of nucleation sites decreases and the potato slice
appears to be less flexible
bubbling
56 a burst is created in the potato slice, enabling the formation
of a “tube” of water vapour
62 another burst and “tube” formation
80 a decrease of the velocity of bubble formation is noticed
maximum water loss rate (g
...
the number of nucleation sites and the number of
bubbles formed per unit time decreases with time
1400
nucleation
35
30
1200
25
1000
20
t (s)
800
15
10
600
5
400
0
0
1
2
3
4
5
6
0
1
2
a)
3
4
5
6
e(mm)
e(mm)
b)
Figure 4 - Analysis of the dependence of (a) maximum water loss rate and (b) frying time at maximum
water loss rate on oil temperature (∆-140°C; O-180°C) and slice thickness
73
Process Optimisation and Minimal Processing of Foods
Process Assessment
bubbling sites and to increased bubbling rate, probably because the agitation promoted by
bubbling increases the heat transfer.
In the second period (Bubbling Period) the water content decreases exponentially with time,
thus the water loss rate decreases linearly with time. The exponential constant was found to
increase with temperature and to decrease with slice thickness (Fig 5). During this period, a
reduction in the bubbling sites was noticed, due to crust formation. This is the largerst period; for
slices at 180°C to 3%.
The third period (Nucleation
period) starts with a sudden increase
of
the
standard
deviation
of
experimental water content for the
same time (fig. 2), coupled
with a
sudden decrease of the water loss rate
(fig. 3). At this stage an impermeable
crust covers the potato surface and
slope of water loss rate decrease (g/m
instance, it represents 61% of the time required to lower the moisture content of 1.5mm potato
1000
800
600
400
200
0
water loss is limited to the bursts
0
1
2
3
4
5
6
e(mm)
created by the build-up of pressure. A
Figure 5 - Analysis of the dependence of water loss rate decrease
during the bubbling period on oil temperature
(∆-140°C; O-180°C) and slice thickness
channel of large bubbles flows from
these nucleus. This is a highly random
phenomena, that may lead to different
number and size of bursts from slice to slice, explaining the large variability observed in the
water content curve (fig. 2). Figure 6a shows that the starting time for this period increases with
slice thickness and decreases with oil temperature, as would be expected; the corresponding
moisture content (Fig. 6b) decreases with thickness and increases with oil temperature.
5
1
0.9
t (min)
M/M∞
(g/g)
4
0.8
0.7
0.6
3
2
0.5
1
0.4
0
0.3
0
1
2
3
4
5
6
0
1
2
3
e (mm)
a)
4
5
6
e (mm)
b)
Figure 4 - Analysis of the dependence of water loss at the point where the error increases suddenly (a)
and frying time at that point(b) on oil temperature (∆-140°C; O-180°C) and slice thickness
74
Drying
Costa, Oliveira & Gekas
4. Conclusions
On the basis of water loss curves obtained by gravimetry and visual observations, it was
concluded that potato frying can be divided in three stages: heating, bubbling and nucleation.
Most of the frying process occurs in the second period, where moisture content decreases
exponentially with time. The time limits for these periods, as well as the respective water
content, depend both on potato slice thickness and oil temperature.
Acknowledgements
The first author acknowledges financial support from the PRAXIS XXI programme.
Nomenclature
e- slice thickness (mm)
m/Mtin- water content; mass of water per mass of potato before frying (g/g)
M/M∞ - water loss; mass of water lost per mass of water lost at infinite time(g/g)
t- frying time (s or min)
T - temperature (˚C)
References
Farkas, B.E. 1994. Modelling immersion frying as a moving boundary problem. Ph.D. dissertation.
University of California, Davis, U.S.A.
Mittelman, N., Mizrahi, Sh., Berk, Z. 1984. Heat and mass transfer in frying. In Engineering and
Food.V1.Engineering Sciences in the Food Industry, Brian M. Mckenna (Ed.), Elsevier Applied
Science, London, England.
Pravisani, C.I. and Calvelo, A. 1986. Minimum cooking time for potato strip frying. Journal of Food
Science, 51 (3): 614.
Singh, R.P. 1995. Heat and mass transfer in foods during deep-fat frying. Food Technology, 49 (4):
134.
75
Process Optimisation and Minimal Processing of Foods
Process Assessment
Characterization of Osmotic Solutions
Chelo Gonzalez1,3, Vassilis Gekas3, Pedro Fito1, Harris Lazarides2 and Ingegerd Sjöholm3
1 Tecnologia de Alimentos, Valencia University, Valencia, Spain
2 Aristotelean University of Thessalonike, Thessalonike, Greece
3 Food Engineering, Lund University, Lund, Sweden
Summary
In this paper we provide data of water activity, solute activity and osmotic pressure of binary
and multicomponent osmotic solutions commonly used for osmotic dehydration of fruits. We
refer to the need for characterizing the osmotic solutions with respect to the above mentioned
properties, based on a literature survey of the area of osmotic dehydration. We use “good for
engineering purposes” models for the water activity, the non simplified van’t Hoff equation for
osmotic pressure and the Gibbs-Duhem theorem for solute activity. Water activities have been
also estimated by experimental determination of the freezing point depression.
1. Introduction
A number of food processing unit operations imply immersion of the food in a high-osmotic
pressure medium containing sugars (such as sucrose, glucose, fructose, syrups) salts (such as
NaCl) or mixtures of them. Foods that are treated in this way are fruits and vegetables or also
meat and fish. The aim of this unit operation may be one of the following:
- partial dehydration before the final treatment, such as drying or freezing;
- impregnation of a component that is important for the quality (ex.: a cryoprotectant);
- osmofreezing or thawing directly in an osmotic medium;
- direct formulation of the product;
Research on the above topics has shown that the performance of the osmotic unit operations
depends, among other parameters, on the type and properties of the osmotic solutions used.
From the mass transfer point of view the most important osmotic solution parameter is its water
activity lowering capacity in terms of water activity or osmotic pressure - this is an important
property for the purpose of dehydration. Due to the simultaneous mass transfer occuring, i.e.
water transport from the food to the osmotic medium and solute transport from the osmotic
medium to the food, additional information on the solute size and solute activities are also
important.
A literature review has shown that so far the property of the osmotic solution considered in
order to analyse the unit operation was solute concentration and only in a few cases solution
76
Drying
Gonzalez, Gekas, Fito, Lazarides & Sjöholm
water activity data were reported. To our knowledge, osmotic pressure data or solute activity
data are totally absent. However, it is also known that concentrated solutions such as the osmotic
solutions used in the unit operations mentioned are real solutions which might deviate strongly
from the ideal situations, thus activities rather than concentrations should provide a more sound
theoretical basis for the characterization of the osmotic solutions and also for the discussion and
the interpretation of the osmotic operations results.
Consequently, the objectives of the present part of the project work performed were
characterizing the osmotic solutions through proper modelling and measuring water and solute
activity data.
2. Materials and Methods
2.1 Materials
Analytical grade glucose, fructose, sucrose and NaCl were used for the preparation of the
osmotic solutions. Ultrapure water was used of 18MW.cm electrical resistivity, obtained through
a commercial unit including ion exchange, reverse osmosis and activated carbon treatment.
2.2 Methods
2.2.1 Literature Survey
A literature study of the osmotic treatment area with emphasis on the osmotic solutions used,
especially for fruits, was carried out in the FSTA database 1969-1995
2.2.2 Compilation of activity models and estimation of activities
The models used for the prediction of water activities are shown in Table I. For osmotic
pressure the non-simplified van’t Hoff equation was used. For solute activities in binary systems
the Gibbs-Duhem theorem was used by numerical integration:
ms
ln γ s = ∫
(φ − 1)dm
0
ms
s
+ φ −1
(1)
Table I
Activity Model Compilation List
Equation
Mathematical expression
Use
1. Norrish
a w = x w exp (-kx 2)
a w binary
2. Caurie
a w binary
4. Margules
a w = 1- (w/k) (1+ Aw + Bw2)
a w /x w = exp{-A (1-x w ) q }
a w /x w= exp (-A x s )2
5. Favetto and Chirife
a w = 1- km
a w binary
3. Crapiste
) ms/m
6. Ross Modified
a w = ∏ s (a w,s
7. Caurie
a w = a w1 a w2 - 2w 1w2/k1k2
a w binary
a w binary
multicomponent
multicomponent
77
Process Optimisation and Minimal Processing of Foods
Process Assessment
2.2.3. Freezing point depression
The water activity (or osmotic pressure) of two-component and three-component osmotic
solutions was determined experimentally using the freezing point depression method.
In general, the method proposed by Lerici et al. (Water Activity and Freezing Point Depression
of Aqueous Solutions and Foods, J. Food Science, 48, 1667-1669, 1983) was applied.
The solutions studied were the following (concentrations w/w):
Fructose 30%, Sucrose 50%, Sucrose 52%, Sucrose 60%, Sucrose 50% + NaCl 10%
The solutions were immersed in an ethanol thermostatic bath and kept at a temperature of
approximately -46˚C. The solutions were vigorously agitated in order to avoid external resistance
to heat transfer. It was found that agitation was very important and also that the ethanol
temperature should be kept at least 30 degrees below the freezing point (FP) of the solution. To
obtain water activities from freezing point depression values three alternative equations were
used one for ideal solutions, a second for real solutions, and thirdly a numerical approximation
of the equation for real solutions suggested by Ferro-Fontan and Chirife. The differences
between the second and third case were minimal. In this report we present the results of the
Ferro-Fontan and Chirife equation
− ln a w = 9.9693 ⋅ 10 −3 (T0 − T ) + 4.761 ⋅ 10 −6 (T0 − T )
2
(2)
where To-T is the freezing depression value of the solution.
In the above equations and in Table I, aw is the activity, A is the constant of non-ideality, A
and B are parameters of the Caurie model, k is a constant defined differently in each model, x is
the molar fraction, m is the molality, and γ is the activity coefficient.
Superscript q is an exponent equal to 2 for sugars and to 1 for salts.
Subscripts denote, w water, s solute, i =1, 2 etc for the components and T total.
F in equation 1 is the osmotic coefficient, defined as -55.5 ln aw/ms
3. Results
Table II shows the results of the model application for typical osmotic solutions, and Tables
3 and 4 the results of the freezing point depression method.
Figure 1 shows the dependency of the solute and water activity of a sucrose solution on
concentration.
Figure 2 shows the relationship between osmotic pressure and concentration for a sucrose
solution.
78
Drying
Gonzalez, Gekas, Fito, Lazarides & Sjöholm
Table II
Modelled activities
Solution
Water Activity (%)
Conc. (%)
1
Fructose 30
2
Solute
Activity
3
4
5
6
7
95.44
95.46
95.46
95.33
50
89.22
89.42
89.33
89.22
8.543
70
74.83
75.47
75.24
74.61
22.555
Glucose 40
92.89
92.96
92.94
92.74
4.556
55
86.74
87.03
86.90
86.71
9.574
60
83.65
84.00
83.87
83.69
12.448
2.730
Sucrose 40
95.88
95.93
95.88
95.89
95.18
2.898
50
93.47
93.47
93.49
93.51
92.75
5.180
60
89.46
89.48
89.42
89.54
89.13
10.037
65
86.45
86.54
86.41
86.57
86.55
14.786
70
82.41
82.71
82.38
82.58
83.11
22.976
75
76.65
77.93
76.78
76.89
78.27
Sucrose 50
38.834
70.97
75.12
58.65
65.67
+ NaCl 10
Sucrose 45
+ NaCl 15
Note. The numbers refer to the following models, as in Table I
1. Norrish; 2. Binary Caurie;
3. Crapiste; 4. Margules; 5. Chirife; 6. Modified Ross;
7. Caurie.
For solute activity the Gibbs-Duhem theorem was used.
Table III
Freezing point depression. Measured and
literature values
Solution
Measured
values
Fructose 30%
-4.84
-4.75
Sucrose 50%
-4.79
-4.7
-7.54
-7.61
Solution
Measured values
(Mean)
Values from
literature
Fructose 30%
0.9545
0.954 (a)
0.961 (b)
Sucrose 50%
0.930
0.929 (a)
Sucrose 52%
0.918
0.922 (a)
-7.64
Sucrose 60%
0.882
0.874 (a)
-8.97
Sucrose 60%
0.7565
0.751 (c)
-8.87
Sucrose 60%
Literature
values
-7.24
-7.64
Sucrose 52%
Mean
Table IV
Measured and literature values of water
activity
-8.92
-8.40
(a) application of the Ferro/Fontan Chirife
-12.30
-12.90
+ NaCl 10%
-12.70
-12.45
equation on literature values of Table 4
-12.90
(b) measured by electric hygrometer,
Sucrose 60%
-28.54
(c) application of the Caurie multicomponent model
+ NaCl 10%
-28.14
-28.34
none
79
Process Optimisation and Minimal Processing of Foods
Process Assessment
Sucrose solutions 40%- 75%
solute
activity
40
30
20
10
solute activity
0
0,7
0,8
water
0,9
1,0
activity
Figure 1 - Sucrose activity as function of water activity in sucrose solutions of concentration (%) 40-75
Osmotic Pressure vs concentration of sucrose solutions
Osm.Pressure
(Pa)
4,00e+6
Osm.Pressure (Pa)
3,00e+6
2,00e+6
1,00e+6
0,00e+0
30
40
50
60
70
Concentration (%)
Figure 2 - Osmotic pressure of a sucrose solution as function of concentration
80
4. Conclusions
The scientific significance of this work is twofold
a) it is related to the significance of Modeling of Osmotic Treatment unit operations which
permits to obtain a better understanding of the phenomena taking place and how these
phenomena affect product quality at cell level;
b) it is closely related to the optimization of the selection of the osmotic solution to be
used for a certain application;
In more particular terms the results of the present part of the project work show that:
80
Drying
Gonzalez, Gekas, Fito, Lazarides & Sjöholm
1. There are only marginal differences among the results of the various models for the
water activities of the osmotic solutions. Then, for both binary and multicomponent sugar
solutions, the Norrish model could be selected as a “good for engineering purposes” model.
The model used by Crapiste is also “good for engineering purposes” and besides it covers the
case of both electrolytes and non electrolytes.
2. For the non electrolyte case it can be shown that the Norrish, Crapiste and Margules
models, with a slightly different formulation, are based on the same idea, i.e. that the
logarithm of the water activity cofficient is proportional to the square of the molar fraction of
the solute. Crapiste extends the applicability to electrolytes with the difference that the
logarithm of the water activity coefficient is proportional to the molar fraction of the salt. The
k or A constants involved in these three models are measuring the non-ideality of the solution,
the higher the constants the more non-ideal is the system.
3. The Norrish equation can be used for other types of solutions (more “practical”) as for
example corn syrups, in which case the constants k for the solutes obtained were: glucose 0.7,
maltose 2.6, triose and above 2.48.
4. For multicomponent systems including both sugars and salts there was a worse
agreement between the two models used, the modified Ross equation and the Caurie model.
The latter model has been found by us as well as by others to give contradictory results: it
works well in some cases and not in others. In our case it gave good results with sucrose
solutions but not with glucose and fructose and in the multicomponent case with sucrose and
NaCl it also gave a good agreement with the experimental value.
5. The agreement between model and experimental values using the freezing point
depression method was satisfactory. Then, the aim is to obtain data for complex multicomponent systems (such as mixtures electrolytes-non electrolytes) for which no satisfactory
model exists, using this experimental method or to try to obtain more adequate models using
experimental data of this type.
6. Solute activity data for concentrated sugar solutions are impressive (Figure 1). However
even application of water activity in order to estimate osmotic pressure of concentrated
solutions give tremendous pressure values of the order of magnitude of 100 MPa! (Figure 2).
Solute activity growing smoothly up to more or less 50% sugar concentration show an
exponential trend as the concentration approaches the sugar solubility limit. This fact could
explain certain observations from osmotic dehydration studies reported in literature, such as
the levelling off of water loss attained at high concentration values. It could also reveal other
kinds of non idealities, probable inflexion points etc.
7. Under certain simplifications solute activity could be extended also to multicomponent
systems when other low concentration components (except water and sugar) could be
considered as binary aqueous systems or by using logarithmic extrapolation between binary
and ternary data for a three-component system.
81
Process Optimisation and Minimal Processing of Foods
Process Assessment
References
Lazarides, H. (1994). Osmotic Preconcentration - Develpoments and Prospects, In Minimal
Processing of Foods and Process Optimization, Eds P. Singh and F. Oliveira, CRC Press, Boca
Raton, 73 - 84
Lenart, A. (1994). Osmotic Dehydration of Fruits before Drying, ibid 87-106
Fito, P., Andres, A., Pastor, P. & Chiralt, A. (1994). Vacuum Osmotic Dehydration of Fruits, ibid 107
- 121
Gekas, V. (1992). Transport Phenomena of Foods and Biological Materials, Eds P. Singh and Denis
Heldman, CRC Press, Boca Raton
Gonzalez, C. (1996). Osmotic Dehydration of Apples - Some Equilibrium Studies, Diploma Thesis, Lund
University and Valencia University
82
Drying
Venskutonis & Dauk∂as
Effectiveness of Encapsulation of Some Essential Oils into Different Matrixes
P. R. Venskutonis and E. Dauk∂as
Dept. of Food Technology, Kaunas University of Technology, Kaunas, Lithuania
Summary
Essential oils of peppermint (Mentha piperita L.), parsley (Petroselinum crispum Mill.) and sweet
flag (Acorus calamus L.) were immobilised into different matrixes consisting of whey protein
concentrate (WPC), skimmed milk powder (SMP), dextrin and pectin. Immobilisation was
performed by preparing an emulsion of the ingredients which was spray dried afterwards. The
results obtained show that the losses of parsley essential oil during spray drying were most
considerable, up to 80%. Peppermint essential oil was retained by all matrixes used quite
effectively, the losses constituting approximately 10-20% of the oil added to the emulsion. The
losses of calamus oil were in between, i.e., 30-50%. The compositions of individual volatile
constituents before and after drying of the emulsion were also analysed by using capillary GC and
some changes were found.
1. Introduction
Flavours, as a rule, are complex mixtures of more or less volatile substances and labile
components that can change as a result of oxidation, chemical interactions or vaporisation. To
minimise the danger of this happening, microencapsulation processes are widely used in the
flavour industry to entrap liquid flavouring substances in a carrier matrix and convert them into
dry, free-flowing materials which are easier to handle. By selection of the correct carrier matrix,
they play a crucial role in making some applications at all possible.
The following points should be taken into account in the course of product development
(Eckert, 1995).
• type of raw materials employed (natural, nature-identical, artificial);
• auxiliary substances eventually incorporated (solvents, carriers);
• solubility of the liquid flavour (water soluble, oil soluble);
• world-wide legislation, food regulation requirements and laws;
• application-specific processing parameters which the microencapsulated flavour must
withstand;
• aromatization (when and how it takes place);
83
Process Optimisation and Minimal Processing of Foods
Process Assessment
• flavour release mechanism;
• requirements regarding particle size, bulk density and storability;
• dosage guidelines for the selection of the optimal flavour loading;
• price guidelines/aromatizing costs.
Spray-drying is certainly one of the most widely-used encapsulation processes in the food
industry and has been used since the nineteen thirties for the encapsulation of flavours. When
carried out correctly, the process is extremely economical and demonstrates outstanding
flexibility due to the large number of factors which can be varied. The first step in the
manufacture of a spray-dried flavour is the selection of a suitable carrier material. Ideally, it
should have good emulsifying properties, be a good film former, not lead to high viscosities at a
high solid content (<500 cps at >45% dry substance), be economical, neutral in flavour, stable
and not very hygroscopic. In addition, it is essential that the encapsulated flavour is released
again in the application. As a rule hydro-colloids are used, such as gelatine, modified whey
proteins, modified starches, dextrin, vegetable gums and suitable mixtures. When a biopolymer,
B, has a group that attracts and binds the aroma molecule, A, then the following equation is valid
(Belitz & Grosch, 1987).
K=
[BA]
C f [B]
where K is a single binding constant; and Cf is the concentration of the free aroma compound.
2. Materials and Methods
The following matrixes were used for encapsulation of essential oils:
• skimmed milk powder (SMP);
• whey protein concentrate (WPC);
• conventional dextrin;
• citrus pectin.
Matrixes were dispersed in water at 40˚C and, after cooling, homogenised with 13% of
essential oil dissolved in alcohol with ratio 1:1. Emulsions were spray-dried in a Buchi 190 Mini
Spray Dryer using the following parameters: temperatures - spray nozzle - 145˚C-150˚C, outlet
air - 75˚C-80˚C; pressure - 750-800 mm/H2O.
Essential oils were distilled from the matrixes in a Clevenger-type apparatus. Individual
constituents in the essential oils were examined by capillary gas chromatography (GC) on a dual
column Hewlett-Packard 5890A chromatograph with FID under the following conditions: split
inlet 1:100; hydrogen as carrier gas at inlet pressure 20psi and linear velocity 35cm/s; fused silica
dimethylpolysiloxane DB-1 and polyethylene glycol DB-WAX columns, both 60m length, 0.25mm
84
Drying
Venskutonis & Dauk∂as
id and 0.25mm film thickness; temperature programming from 50˚C to 238˚C (8min hold)
increasing at 4˚C/min; injector’s temperature 220˚C, detector’s 260˚C.
3. Results and Discussion
Retentions of parsley, peppermint and calamus essential oils in different matrixes are
tabulated in table I. It is obvious that the
losses of parsley essential oil during
Table I
spray-drying were very high and in all
Retention of essential oils in different
cases exceeded 70% of the oil initially
matrixes, %
Matrix
Parsley
Peppermint
Calamus
SMP
28.0
81.3
70.3
The losses of peppermint oil during
WPC
27.9
86.7
63.8
spray-drying were considerably lower
Pectin
17.4
90.9
53.3
and in all cases did not exceed 25% of
Dextrin
19.2
90.2
52.9
added. Milk origin matrixes were more
effective than dextrin and pectin.
the oil initially added. Contrary to
parsley oil, dairy matrixes were less effective in retaining peppermint oil than dextrin and pectin.
It is difficult to explain all reasons for significant differences between the retention of parsley and
peppermint oil, however, one of the main reasons could be the composition of the oils. Highly
hydrophobic non-polar monoterpene compounds prevail in parsley oil, whereas oxygenated
compounds, menthol and menthone, are the major constituents of peppermint oil.
The losses of calamus essential oil ranged from approximately 30% (SMP) to 47% (dextrin). The
composition of calamus essential oil is very complex with shyobunones, acorenones and asarones
as dominating constituents (Venskutonis & Dauk∂as, 1995). Therefore, it is rather difficult to
relate its composition to the results obtained.
Curves in figure 1 clearly demonstrate that retention of oil during drying increases almost linearly
with the increase of dry matter in the emulsion. Thus, when dry matter concentration was only 10%
retention of parsley oil was less than 5%. However, the spray-drying of emulsions with 50% of dry
matter was rather difficult
to perform.
The changes of the
percentual composition of
the main constituents of
peppermint and parsley
essential
oils
encapsulation
different
matrixes
after
into
are
Figure 1 - Effect of dry matter concentration in the emulsion on the retention
of parsley essential oil
presented in tables II and
85
Process Optimisation and Minimal Processing of Foods
Process Assessment
III, respectively. The concentrations of the main compounds of peppermint in the matrixes were
very close to those in pure oil. There is some tendency for a better retention of alcohol - menthol,
the content of which was found to be slightly higher in matrixes than in the pure oil. Relative
concentrations of non-oxygenated terpenes, on the contrary, were reduced in the matrixes. It could
be explained by the ability of alcohols to form hydrogen bonds with biopolymer binding sites.
Table II
Percentage composition of the main constituents of peppermint essential oil (EO) before
and after encapsulation into different matrixes
Compound
Pure essential
EO from SMP
EO from WPC
oil (EO)
EO from
SMP+WPC (1:1)
α-Pinene
0.49
0.38
0.39
0.35
β-Pinene
0.56
0.47
0.47
0.42
Limonene
3.71
3.25
3.27
2.95
Menthone
20.75
21.67
20.56
19.77
Isomenthone
2.27
2.24
2.17
2.11
Borneol
2.16
2.3
2.24
2.26
Menthol
63.81
66.02
66.87
67.92
β-Caryophyllene
2.27
1.65
1.88
1.68
Germacrene D
1.21
0.85
0.96
0.86
Table III
Percentage composition of the main constituents of parsley essential oil before and after
encapsulation into different matrixes
Pure
EO
EO
EO from
EO from
EO from
essential
from
from
SMP+WPC
SMP +
pectin
oil (EO)
SMP
WPC
α-Pinene
6.02
6.13
5.62
6.17
6.89
5.02
β-Pinene
3.85
4.32
4.08
4.19
4.69
1.75
Myrcene
25.38
25.74
22.36
10.97
29.86
26.75
α-Phellandrene
1.49
2.09
2.18
2.78
2.01
2.54
β-Phellandrene
10.65
14.50
14.41
16.60
11.49
5.69
Limonene
7.44
9.77
9.54
10.49
9.52
9.95
α, p-Dimethylstyrene
12.22
15.89
15.85
14.07
16.11
16.93
Myristicin
11.8
16.02
19.22
21.18
17.27
23.03
Compound
dextrin
The changes of some individual compounds in parsley oil during drying were more
significant, most likely due to the considerable losses. Exceptionally low concentration of
86
Drying
Venskutonis & Dauk∂as
myrcene was determined in the oil distilled from SMP+WPC. It should be said that similar results
were obtained on both columns - DB-1 and DB-WAX. ß-Phellandrene also varied in a wide range
- from 5.69% in pectin to 16.60% in SMP+WPC. The content of myristicin was significantly higher
in the matrixes than in the pure oil. It is hard to explain these fluctuations within the scope of
this study.
4. Conclusions
Results obtained demonstrate that encapsulation of essential oils by spray-drying is a
complicated process, the effectiveness of which depends on the origin of the oil and on the
matrix used.
Retention of peppermint oil consisting mainly of oxygenated monoterpenes was very high in
all matrixes used.
Losses of parsley oil during spray-drying exceeded 70%, which could be attributed to the oil
composition, consisting mainly of highly hydrophobic monoterpenes.
Retention of calamus oil was approximately 50% to 70%, depending on the matrix used.
Composition of immobilised peppermint oil was quite similar to the initial material, while the
changes of some individual parsley oil compounds were significant, most likely due to the
considerable overall losses.
Acknowledgements
The authors wish to thank Dr. Teris van Beek of the Department of Organic Chemistry at
Wageningen Agricultural University for his assistance in performing GC analyses of essential oils.
References
Belitz, H.-D. & Grosch, W.(1987). In: Food Chemistry. Springer Verlag, Berlin.
Eckert, M. (1995). Microencapsulated Flavours: Manufacture and Possible Applications. Dragoco
Report. Flavouring Information Service. 1, 5-19.
Venskutonis, P.R. & Dauk∂as E. (1995). Composition of Essential Oil of Calamus (Acorus calamus L.).
Food Chem. and Technol., Vilnius “Academia”, 28, 73-77.
87
Process Optimisation and Minimal Processing of Foods
Process Assessment
The Influence of Drying on the Composition of Volatile Constituents in some
Aromatic Plants
P. R. Venskutonis
Dept. of Food Technology, Kaunas University of Technology, Kaunas, Lithuania
Summary
This study is an attempt to obtain new information, by applying 2 methods of analysis of the
effect of drying, on the aroma of such widely used herbs as thyme (Thymus vulgaris L.) and sage
(Salvia officinalis L.). The volatile constituents of fresh, freeze and oven-dried at 30 and 60˚C
thyme and sage were isolated by the dynamic head space and simultaneous distillationextraction methods and analysed by capillary GC. In total, 68 compounds in thyme and 44 in sage
were identified and more than 100 components were screened quantitatively. Significant
reduction in the amount of extracted volatiles was determined only in case of drying at 60˚C,
mainly due to the losses of monoterpenes. The character of the changes of the headspace
volatiles was very specific, especially in the case of thyme, when the release of aroma compounds
was most intensive in the herb dried at 60˚C. On the basis of the results obtained some aroma
assessment criteria are proposed.
1. Introduction
Volatile aroma compounds are the most sensitive components in the process of food drying.
The effect of drying on the composition of volatile flavour constituents of various aromatic plants
and vegetables was a subject of numerous studies, which showed that the changes in the
concentrations of the volatile compounds during drying depend on several factors, e. g., drying
method and parameters, characteristics of the product subjected to drying.
Huopalahti et al. (1985) found that the reduction of the flavour extract after drying of dill herb
was significant and ranged from 1.7 to 3.9 times in case of freeze-drying, and from 6.7 to 11.2
times in the case of air-drying. The oven-dried and freeze-dried green leaves of young raspberry
also had a markedly lower total content of volatiles as compared with green frozen ones (Kirsi et
al., 1989).
Kaminski et al. (1986) found that the losses of volatiles in carrots brought about by freezedrying amounted to 69%, by hot air-drying to 75%, by fluidized bed drying to 81%, and by
microwave hot air-drying to 84%.
However, some authors found the changes of aroma and concentration of volatile
88
Drying
Venskutonis
constituents during drying to be less considerable. Thus, Pääkkönen et al. (1989) after careful
panel testing failed to find significant differences in odour and taste intensities of air- and freezedried dill.
In another study, reduction of the total amount of the essential oil of sweet basil, marjoram
and oregano during drying at room temperature was found to be 36-45%, 23-33%, and 6-17%
respectively (Nykänen & Nykänen, 1987). Only slight quantitative change of the flavour of parsley
(Karawya et al., 1980) and laurel (Srubis, 1982) leaves were determined after drying. The similarity
of GC odour tests of air- and freeze-dried thyme and sage was demonstrated by Koller (1988).
2. Materials and Methods
Table I
2.1. Drying
Drying data
Fresh thyme and sage herb were
Parameters
Thyme
Sage
47
63
11.4
11.2
4
4
7.5
9.2
Time, h
42
42
Moisture after drying, %
9.4
12.5
collected in the second half of November.
Oven-drying at 30˚C
Only leaves were used. Oven-drying was
Time, h
carried out with an air velocity of
Moisture after drying, %
approximately 3.3m/s. Freeze-drying was
Oven-drying at 60˚C
performed in a Hetosicc CD204 dryer.
Time, h
Drying data are presented in table I.
Moisture after drying, %
Freeze-drying
2.2. Isolation and concentration of volatile compounds
Volatile constituents from thyme and sage were simultaneously distilled and extracted in a
Likens-Nickerson apparatus. Fresh (3g) or an equivalent amount of dried thyme (0.76g air dried
and 0.74g freeze dried) were analised. The collected ether extracts were dried over anhydrous
sodium sulphate (2g) and samples were stored in the freezer until further handling. Dried ether
extracts were concentrated under a stream of nitrogen to 500mg and analysed by gas
chromatography (GC). Dynamic headspace (HS) was carried out from 9g of fresh thyme and 10g
of sage or from equivalent amount of dried herb during 1.5h at 42˚C by purging nitrogen with a
flow rate of 10 ml/min.
2.3. GC and GC-MS conditions
Volatile constituent concentrates were analysed in a Hewlett-Packard 5890A gas
chromatograph with the following conditions: inlet - split 1:10; carrier gas - helium at 1ml/min
89
Process Optimisation and Minimal Processing of Foods
Process Assessment
column flow; detector: - FID; columns and temperature programs - fused silica Carbowax 20M
BP20, 50m x 0.31mm i.d., 0.25mm film thickness, 10min at 60˚C, 60-190˚C at 3˚C/min, 190˚C
isothermal; fused silica methylsilicone HT5, 50m x 0.2mm i.d., 0.1mm film thickness, 10min at
50˚C, 50-250˚C at 3˚C/min, 250˚C isothermal; injected volume - 1ml for BP20 and 0.5ml for HT5
column.
GC-MS was carried out in a HP 5890 instrument equipped with 5970 series mass selective
detector in electron impact ionisation mode at 70eV with the following GC parameters: inlet split 1:10; carrier gas - helium at 2ml/min column flow; fused silica DB-17, 30m x 0.25mm i.d.,
0.25mm film thickness, 50-250˚C increasing at 3˚C/min, 250˚C isothermal; injected volume 1ml. The samples were stored in the freezer at -20˚C prior to GC-MS analysis.
2.4. Identification and quantitative evaluation
Identification of thyme and sage constituents was based mainly on retention time data
obtained with the two columns and mass spectra. In addition, reference mixtures of diluted pure
chemicals were added to the samples to demonstrate enhancement of the relevant peaks. Finally,
identification results were compared with data presented in literature and were found to
correspond well. Quantitative determination was made by using the internal standard.
Three SDE and four HS replicate analyses were carried out for every sample. The standard
deviation as percent of the mean was between 1 and 10.
3. Results and Discussion
3.1. SDE constituents
More than 100 SDE and HS volatiles in thyme and sage were detected by capillary GC and
screened quantitatively. Sixty eight compounds in thyme and fourty four in sage were identified
positively or tentatively. The amounts of the main constituents of sage are given in table II, those
of thyme in table III.
The effect of drying on the amount of SDE compounds was comparable for both herbs: their
composition was almost unchanged after drying at 30˚C; the losses during drying at 60˚C were
43% in thyme and 31% in sage. It is difficult to explain the increase of the total amount of SDE
constituents by 20% in thyme after freeze drying, which was mainly due to the increase of thymol
by 33%. Among the individual constituents the main reduction after oven-drying at 60˚C was
determined for more volatile monoterpenes: for instance, the amount of myrcene in thyme
decreased 3.4 times, that of limonene 3 times.
90
Drying
Venskutonis
Table II
Composition of the main sage constituents in extracts (SDE) and headspace
(HS),arbitrary units
Distillation-extraction (SDE)
Compound
Headspace (HS)
Fresh
Dried
Dried
Freeze
Fresh
Dried
Dried
Freeze
herb
(30˚C)
(60˚C)
dried
herb
(30˚C)
(60˚C)
dried
Camphene
5.45
4.86
3.00
5.42
1.70
0.35
0.45
1.09
β-Pinene
7.29
6.63
3.64
6.08
2.46
0.40
0.61
1.39
1,8-Cineole
22.45
22.79
16.70
24.06
6.28
1.19
1.39
3.22
α-Thujone
137.50
138.10
90.03
137.20
32.34
5.68
7.77
18.15
β-Thujone
9.02
9.26
5.53
9.16
2.20
0.37
0.55
1.23
Camphor
32.34
35.30
26.57
36.90
3.97
1.40
1.08
3.27
β-Caryophyllene
9.47
9.91
7.11
8.89
0.81
0.46
0.14
1.13
α-Humulene
11.50
11.57
8.54
9.88
0.69
0.40
0.12
0.96
Viridiflorol
9.87
9.68
9.19
9.01
0.05
0.03
0.01
0.06
274.94
278.43
191.02
276.65
56.94
12.35
15.24
31.93
TOTAL (included
compounds, not
listed in table)
Table III
Composition of the main thyme constituents in extracts (SDE) and headspace (HS),
arbitrary units
Distillation-extraction (SDE)
Compound
Headspace (HS)
Fresh
Dried
Dried
Freeze
Fresh
Dried
Dried
Freeze
herb
(30˚C)
(60˚C)
dried
herb
(30˚C)
(60˚C)
dried
α-Thujene
5.05
4.78
2.40
5.32
0.68
0.09
2.16
0.10
Myrcene
6.61
6.12
2.76
7.01
0.61
0.14
2.85
0.16
α-Terpinene
3.40
3.25
1.68
3.80
0.31
0.08
1.58
0.10
p-Cymene
82.70
80.50
37.00
87.96
10.66
1.87
38.88
2.04
γ-Terpinene
21.20
20.20
8.24
22.03
1.53
0.59
9.40
0.78
Linalool
9.47
9.08
6.10
10.41
0.14
0.05
2.40
0.10
Thymol
137.20
134.00
87.70
182.00
0.45
0.11
3.66
0.25
Carvacrol
8.43
8.60
5.33
11.29
β-Caryophyllene
5.87
7.57
4.66
8.06
0.39
0.08
0.76
0.13
321.72
317.01
183.16
388.33
17.98
3.92
76.14
5.90
TOTAL, incl.
0.17
compounds not
listed in table
91
Process Optimisation and Minimal Processing of Foods
Process Assessment
3.2. HS constituents
The influence of drying on the amount and composition of HS volatiles was very different for
sage and thyme. It was the most extraordinary that the largest amount of HS compounds was
collected from thyme, which was dried at 60˚C and lost considerable amount of aroma
constituents. In the case of sage, the amount of HS volatiles absorbed was the highest in the
fresh herb, followed by the freeze-dried one. The explanation for this finding could be in the
different degree of the botanical changes in the leaves of a particular herb during drying at the
higher temperature. Most likely, in the case of thyme drying at 60˚C these changes were such
that the release of aroma compounds was severely intensified. Sage leaves proved to be more
resistant against the effect of drying. It is known that labiates synthesise and store essential oils
in glandular hairs or trichomes (Hay & Svoboda, 1993). Essential oils in sage and thyme are
formed and released from capitate and peltate trichomes, and although very similar in structure,
the formation of glandular hairs in sage (Croteau et al., 1981) can be different from that in thyme
(Yamaura et al., 1989).
3.3 Comparison of SDE and HS results
By comparing data obtained by the SDE and HS methods it is possible to assess the effect of
drying on every volatile constituent in terms of its total content (m) and the rate of its release (v)
which is proportional to the concentration in HS and partial pressure. Aroma potential (AP) of
every particular volatile constituent can be considered as a function of these two parameters:
AP = f ( m, v)
Such function would be rather conditional and would depend on the parameters of SDE and
HS analysis. However, using standardised conditions, it would be possible to have an efficient
mathematical tool, representing a certain aroma potential of a particular volatile constituent in
an aromatic herb.
The percentage composition of volatile compounds in SDE and HS concentrates is completely
different. It also depends on the applied treatment, particularly the drying method. For instance,
the major constituent thymol in SDE concentrate constitutes 42-48%, while in HS it is only 2.54.8%. Volatile compounds such as p-cymene, g-terpinene and myrcene prevail in HS vapours of
thyme. Therefore, the ratio of the content of the individual compound in HS to that in SDE is also
of some interest. Such ratio could be characterised as a certain coefficient of efficiency (Ce) of a
particular constituent in an aromatic herb. To some extent, it would represent the activity of the
participation of such compound in the creation of odour. It would also be conditional because it
would not deal with sensory characteristics.
92
Drying
Venskutonis
Ce coefficients were calculated for some essential oil constituents of sage and thyme. It was
considered that such figures could be informative for the evaluation of the degree of the
unbalance of the aroma after drying. The columns in figure 1 show that the changes of Ce depend
on the chemical origin of the constituent and are also different for thyme and sage. For instance,
Ce of linalool increased significantly after oven-drying at 60˚C, while that of ß-caryophyllene was
reduced several times.
2,5
2
1,5
1
0,5
0
β −Pinene
α −Thujone
1,8-Cineole
Camphor
β −Caryophyllene
SAGE
Fresh
3
2,5
30°C
2
60°C
1,5
Freeze Dried
1
0,5
0
β−Pinene
Myrcene
p-Cymene
Linalool
β− Caryophylene
THYME
Figure 1 - Changes of Ce of some sage and thyme essential oil constituents during drying
4. Conclusions
The effect of oven (30˚C) and freeze-drying on the total content of SDE volatiles was
insignificant; the losses at 60˚C were 43% in thyme and 31% in sage, mainly due to the
evaporation of monoterpenes.
The changes in the concentrations of HS volatiles differed significantly for thyme and sage
and depended on the method and temperature of drying.
The intensive release of volatiles indicates that the biological structure of thyme oil glandular
trichomas was strongly affected at 60˚C.
93
Process Optimisation and Minimal Processing of Foods
Process Assessment
The ratio of the percentage content of the individual compounds in HS to that in SDE can be
used in assessing the aroma potential of a particular constituent (coefficient of efficiency Ce). Ce
can be used for evaluating the degree of aroma unbalance during processing.
Acknowledgements
The author wishes to thank the Dpt. of Dairy & Food Science of the Royal Veterinary and
Agricultural University, Denmark, and the Dpts. of Food Science and Organic Chemistry of
Wageningen Agricultural University, Netherlands, where GC and GC/MS analysis were performed.
References
Croteau, R., Felton, M, Karp, F.& Kjonaas, R (1981). Relationship of Camphor Biosynthesis to Leaf
Development in Sage (Salvia officinalis). Plant Physiology, Lancaster, 67: 820-4.
Hay, R. K. M. & Svoboda, K. P.(1993). The Structure and Function of Glandular Trichomes of
Labiates. In: Volatile Oil Crops: Their Biology, Biochemistry and Production. eds. R.K.M. Hay and P.G.
Waterman, Longman Scientific & Technical, 10-5.
Huopalahti, R., Kesälahti, E. & Linko, R. R. (1985). Effect of Hot Air and Freeze Drying on the
Volatile Compounds of Dill (Anethum graveolens L.) herb. J. Agric. Sci. in Finland, 57, 133.
Kaminski E., Wàsowicz, E., Zamirska, R. & Wower, M. (1986). The Effect of Drying and Storage of
Dried Carrots on Sensory Characteristics and Volatile Constituents. Nahrung, 30 (8), 819-28.
Karawya, S., El-Wakeil, F. A., Hifnawy, M. S., Ismail, F. A.,. Khalifa, M. Y (1980). Egypt. J. Pharm. Sci.,
21, 69.
Kirsi, M., Julkunen-Tiitto, R. and Rimilainen, T. (1989). The Effects of Drying Methods on the
Aroma of the Herbal Tea Plant (Rubus idaeus). In: Flavors and Off-Flavors, G. Charalambous (Ed.),
Elsevier Science Publ. B.V., Amsterdam, pp. 205-11.
Koller, W.-D. (1988). Problems with the Flavour of Herbs and Spices. In: Frontiers of Flavor, G.
Charalambous (Ed.), Elsevier Science Publ. B.V., Amsterdam, pp. 123-32.
Nykänen & I. Nykänen, (1987). The Effect of Drying on the Composition of the Essential Oil of
some Labiatae Herbs Cultivated in Finland. In: Flavour Science and Technology, M. Martens, G. A.
Dalen & H. Russwurm Jr. (Eds.), John Wiley & Sons Ltd., p. 83-8.
Pääkkönen, T. Malsmten and L. Hyvönen (1989). Effects of Drying Method, Packaging, and
Storage Temperature and Time on the Quality of Dill (Anethum greaveolens L.). J. Food Sci., 54,
1485-7, 1495.
Srubis, G. (1982). Perfum. Flavor., 7 (5), 37
Venskutonis, P.R., Poll, L. and Larsen, M. Influence of Drying and Irradiation on the Composition
of the Volatile Compounds of Thyme (Thymus vulgaris L.). Flav. Fragr. J. (in press).
Yamaura, T., Tanaka, S. and Tabata, M. (1989). Light-Dependent Formation of Glandular Trichomas
and Monoterpenes in Thyme Seedlings. Phytochemistry, 28, 741-4.
94
Drying
Matuszek & Gralak
An Approach to Freeze Drying Sublimation Process Design
Tadeusz Matuszek and Marek Gralak
Faculty of Mechanical Engineering, Dept. of Food Engineering, Tech. University of Gdansk,
Poland
Summary
In this work an attempt was made to assess the influence of operating parameters on
sublimation requirements in the continuous drying sublimation process. For different moisture
contents at the beginning of the freeze drying process of parsley and chives, the temperature
inside a sublimation chamber and in a condenser were measured as a function of time for a given
percentage of the final moisture. In addition, for the same foodstuffs, the mass and heat transfer
were calculated. Based on the results, the basic design of the equipment necessary for the
continuous sublimation process is presented.
1. Introduction
The freeze drying process involves sublimation, by which a solid is converted directly to the
vapour phase by application of heat. Condensation of this vapour to a solid, without an
intermediate liquid phase, is known as desublimation. The freeze drying technique itself is
similar to ordinary vacuum distillation. There are some essential differences. The material to be
dried must be solidly frozen before being subjected to a very high vacuum and controlled heat
input. The process in a whole can be divided into the following steps: subcooling, ice nucleation,
antemelting, second order phase transition, constant resistance in solute glass and in glassy
state, glass transition, highest safe freeze drying temperature, ‘freezing plateau’, and final
melting. Under these conditions the frozen water in the material is removed from ice directly to
vapour. The understanding of the essential characteristics of a freeze dried material lies in the
fact that the structure of the solid food particles is locked into a matrix and cannot interact
during the dehydration process. The freeze drying process is illustrated by the P-T diagram
(Figure 1).
95
Process Optimisation and Minimal Processing of Foods
Process Assessment
pressure
LIQUID
SOLID
P
s
s
Tp
GAS
d
P
d
delta Td
T
cool
delta Ts
T
d
T
s
T
heat
temperature
Figure 1 - The P-T diagram for sublimation (point s) of a pure substance.
2. Materials and Methods
The sublimation process was carried out for parsley and chives in a batch operating
equipment. These vegetables suffered different pretreatments and were cut to small particles up
to 3mm in size. Before loading in the sublimation chamber, the cut materials were subcooled and
freezed up to -20˚C. After that, the frozen parsley and chives were placed on several shelves and
locked into the sublimator. Intermediate moisture content of wet vegetables was between 30 and
50%. The final moisture content in the dry product was between 3 and 5%. The temperature
measurement was made with two sensors; one placed at the top and a second at the bottom of
the freeze drying chamber. For chilling and freezing purposes air and CFC were used. Oil
circulating in a coil was used as heating medium. The pressure inside the sublimator was
between 60 and 100 Pa. The vapour and gases separated were transported to the condenser.
3. Results
The curves plotted show a typical sublimation drying cycle. From the beginning to the end,
based on constantly changing the state of imbalance between the product, ice, and the system
pressure/temperature conditions, the amount of water removed was calculated. In figure 2, an
example for the mass transfer during the freeze drying steps for the amount of 500 kg/24h is
presented.
96
Drying
Matuszek & Gralak
dry product 51,5kg/24h
moisture removed by sublimation process
400 kg/24h
moisture removed
by evaporation
46kg/24h
moisture to be removed: 446kg/24h
moisture in product
1,5kg/24h
dry substance
50kg/24h
losses
2,5kg/24h
497,5 kg/24h
100 %
Figure 2 - An example of the mass transport during freeze drying.
Figures 3 and 4 show the evolution of the temperatures in the heater, two sensors and
condenser, as raw data and with the FFT filter smoothing applied, respectively. The graphical
presentations contain the average values and were drawn based on the amount of thirty separate
experiments carried out in the same conditions. The same relationship is shown in figures 5 and
6. There are some areas within the rectangle boundaries which contain points A and B. These
experiments were prepared to explain the influence of the “collapse” temperature during freeze
drying and to assess that effect on the microstructure of vegetables in combination with a range
of physical characteristics such as flavour, colour, appearance and texture. A detailed analysis of
these factors is still ongoing, and it is expected to be proposed for discussion at the next
meeting. Figure 7 provides a scheme containing general ideas for the design of freeze drying and
the necessary equipment for the continuous sublimation process.
97
Process Optimisation and Minimal Processing of Foods
Process Assessment
temp. (° C)
80
60
40
20
heater
sensor 1
sensor 2
condenser
0
-20
-40
-60
0
2
4
6
8
10
time (hours)
Figure 3 - Temperature evolution for a typical sublimation drying cycle
(raw presentation)
temp. (° C)
80
60
40
20
heater
sensor 1
sensor 2
condenser
0
-20
(FFT filter smoothing applied)
-40
-60
0
2
4
6
8
10
time (hours)
Figure 4 - Temperature evolution for a typical sublimation drying cycle
(FFT presentation)
temp. (° C)
80
60
A
40
20
heater
sensor 1
sensor 2
condenser
0
B
-20
-40
-60
0
2
4
6
8
10
time (hours)
Figure 5 -Temperature evolution in a situation with "collapse" temperature (raw presentation)
98
Drying
Matuszek & Gralak
temp. (° C)
80
A
60
40
20
heater
sensor 1
sensor 2
condenser
0
B
-20
(FFT filter smoothing applied)
-40
-60
0
2
4
6
8
10
time (hours)
Figure 6 - Temperature evolution in a situation with "collapse" temperature (FFT presentation)
17
19
vapour
and gas
from foodstuff
1
unfrozen gas
21
3
wet foodstuff
dry
product
8
2
21
19
7
19
18
3
12
18
16
16
12
4
15
11
15
10
20
16
to water
tank
electrical
power
supply
heater water
cooling liquid
medium
cooling
vapour
medium
14
chilled water
11
10
heater water
heater water
13
to water
tank
5
6
9
Figure 7 - Design of a continuous sublimation process
(1- loading chamber; 2- wet foodstuff screw conveyor; 3, 18, 19- slide vacuum valves; 4- sublimation
chamber; 5- shaker conveyor; 6- electrical heater; 7- dry product screw conveyor; 8- unloading chamber
or loading chamber for packaging system; 9- two-stage cooling unit; 10- cut-off valve; 11- stuffing valve;
12- condenser; 13- cooling vapour medium condenser; 14- cooling water pump; 15- air-blast vacuum and
unloading melting ice water; 16- water valve; 17- vacuum pump; 20, 21- air-blast vacuum valves).
99
Process Optimisation and Minimal Processing of Foods
Process Assessment
4. Conclusions
The first part of the curves indicate product temperatures between -15˚C and -20˚C.
The temperature of the heater should be kept in the range between 60-65˚C, when the dried
product reaches the temperature of 55˚C.
The product achieved the equilibrium moisture content after 6 to 8 hours.
5. Future perspectives
The subsequent work will be focused on the following topics:
- Estimation of the influence of the freeze drying process on the physical properties of dried
products, with special consideration to the quality of the product shortly after processing, and
choice of packaging materials to prevent quality loss.
- Carrying out more research to make better assessment of the influence of operating
conditions on the sublimator, and to optimise continuous drying processes.
- Design of the sublimator and choice of proper equipment for pilot plant using continuous
freeze drying processes.
References
Aguilera, J. M. & Stanley, D. W (1990). Microstructural Principles of Food Processing and
Engineering, Elsevier Applied Science, London, N.Y.
Matuszek, T. (1993). Technical and Energy Requirements in Drying Sublimation Process. Proc., 6th
Conference, Progress in Foods Processing, Gdansk, Poland, pp: 271-281 (in polish).
Matuszek, T. & Gralak, M. (1994). Kinetics of Sublimation Process in Case of Fruits and
Vegetables. Research work at TUG, number 949059/07, (in polish).
Schwenk, W & Raouzeos, G. (1995). A Non-Fluid Thermal Separation Process. Chemical
Technology Europe, March/April.
100
Drying
Martínez-Monzó, Martínez-Navarrete, Fito & Chiralt
Changes on Viscoelastic Properties of Apple (Granny Smith) due to Vacuum
Impregnation.
Javier Martínez-Monzó, Nuria Martínez-Navarrete, Pedro Fito and Amparo Chiralt
Departamento de Tecnología de Alimentos. Universidad Politécnica de Valencia, Valencia, Spain
Summary
Impregnation of apple (Granny Smith) and its behaviour during stress relaxation tests were
studied. The apple was subjected to different vacuum treatments inside an isotonic solution, with
a view to determine vacuum treatment influence and liquid penetration on the mechanical and
textural behaviour of the fruit. Relaxation curves obtained were fitted to Peleg’s and Maxwell’s
viscoelastic models with a good statistical correlation. The results showed that a higher stress
relaxation speed and a lower stress asymptotic level were obtained when the impregnation level
was higher. This suggests that a loss in elasticity occurred due to the air-liquid exchange during
the vacuum operation.
1. Introduction
Fruits and vegetables are complex cellular structures where the cells show a given turgor
pressure. Changes in the turgidity of the cells, as well as the mechanisms that produce them,
could modify their mechanical characteristics. The study of the effect of these changes of
turgidity and the role that each constituent of the fruits (cells, pores, intercellular spaces) plays
in the mechanical behaviour, opens an interesting way to understand and use these mechanisms
in the preservation and transformation of fruits and vegetables.
Vegetal tissues are characterised by a viscoelastic reological behaviour with stressdeformation relationships being a function of time (Kramer and Szczesniak, 1973). The stress
relaxation test for short times is a rheological method frequently used for the analysis of the
viscoelastic behaviour of foods (Mohsenin, 1970; Peleg, 1980). These tests are based on the
analysis of the evolution of the internal stress when a material is subjected to a constant
deformation. By means of this methodology it is possible to evaluate aspects of the mechanical
behaviour of the foods and study the effect that other factors, such as composition, play on its
behaviour (Fiszman et al., 1984).
The application of vacuum impregnation techniques (VI) (Fito, 1994), offer interesting
possibilities in the preparation of minimally processed foods, and in the improvement of the
quality of refrigerated or frozen vegetables and fruits, with a view to obtain products with
physico-chemical and sensorial characteristics similar to the fresh produce. The application of
101
Process Optimisation and Minimal Processing of Foods
Process Assessment
these techniques involves a two-step process: in the first the product is subjected to controlled
vacuum and the air contained in the porous matrix of the material is released; in the second, the
atmospheric pressure is restored keeping the product immersed in the liquid phase, the residual
gas of the structure is compressed and the external liquid penetrates into the product. The
adequate formulation of the liquid phase will allow for compositional modifications that could
be advantageous for the improvement of the quality properties of the product.
In this work the effect of vacuum impregnation and liquid penetration in the porous matrix
of the fruit is studied with a view to analyse the mechanical and textural behaviour of Granny
Smith apples.
2. Materials and Methods
2.1. Materials
2.1.1. Raw material
The samples were prepared from homogeneous lots of Granny Smith apples (Corte Inglés
Supermarket, Valencia, Spain).
2.1.2. Equipment
The vacuum impregnation was carried out at 20˚C in a chamber connected to a vacuum
pump.
The stress relaxation tests were carried out with a TA.XT2 “Texture Analyser” of the Stable
Micro Systems company (SMS).
2.2. Methods
2.2.1. Preparation of the samples
Cylindrical samples with a height and diameter equal to 2cm were obtained as shown in
figure 1.
For the impregnation of the apple pieces,
juice of the same lot was used. We considered
that the juice was isotonic with the sample, to
minimise the mass transfer due to other
mechanisms during the experiences.
Each treatment was made with five cylinders.
Figure 1 - Characteristics of the samples
The impregnation treatments were carried out
during 30 minutes with the samples immersed in the isotonic solution. Vacuum was applied for 15
minutes and afterwards the samples were held in contact with the isotonic liquid at atmospheric
pressure for 15 minutes. Seven treatments were carried out, five with different subatmospheric
102
Drying
Martínez-Monzó, Martínez-Navarrete, Fito & Chiralt
pressures (50, 250, 500, 750, 813 mbar), and in the other two fresh produce, and samples immersed
during 30 minutes in the liquid phase without change of pressure, were analysed.
Mass and volume variations and the Brix degrees of the samples, were measured before and
after each treatment. The volumetric fraction of liquid that penetrated (X) was determined in
each experience by means of equation 1;
Mf − Mi
ρ1
X=
Vi
(1)
where Mf = final mass of the sample (g); Mi= initial mass of the sample (g); ρ1= density of
the impregnation liquid (g/cm3) and Vi = initial volume of the sample (cm3).
These values were corrected in order to eliminate the mass gain due to the liquid that remains
adhered to the sample surface but did not penetrate. For this, a mean value of this quantity was
determined (from the samples submerged in juice during thirty minutes without change of
pressure). This value was subtracted to the impregnated samples.
2.2.2. Stress relaxation test.
The samples were compressed with a piston of 70mm of diameter until an 8% deformation
with a shear rate of 200mm/min. Force values were registered during 10 minutes, keeping the
deformation constant.
2.2.3. Mathematical models.
Two models were used for the data analysis. The generalised Maxwell’s model developed by
Sherman (1970) as shown equation 2, and Peleg’s model (1979), equation 3.
F( t ) = C 0 + ∑ C j ⋅ e − ( a j t )
m
j=1
f (t ) =
A ⋅ B⋅ t
1+ B⋅ t
(2)
(3)
In Maxwell’s model the parameters Cj are characteristic of the material and F(t) represents the
force values in function of the relaxation time. The term C0 is related to the state of equilibrium
reached at the end of the stress relaxation. Normally two or three terms of the series are
necessary in order to obtain a good fit of the experimental data (Peleg and Pollak, 1982). In this
work, equation 2 was fitted by a non lineal regression procedure, considering only two terms of
the series. For this, the program Sigma Plot 2.0 of the Jandel Scientific company was used.
In Peleg’s model (equation 3), f(t) was calculated by equation 4, where F(t) is the force in the
instant of relaxation “t” and F0 the maximum initial force.
F − F( t )
f (t ) = 0
F0
(4)
103
Process Optimisation and Minimal Processing of Foods
Process Assessment
The parameter A of equation 3 represents the residual value in equilibrium or asymptotic
value of f(t) when the time tends to infinite, expressing the level of force that is reduced during
the relaxation. The parameter B measures the speed at which the force relaxes and its reciprocal
1/B represents the time required to reach a level of relaxation equal to A/2.
Peleg re-arranged equation 3 to obtain a straight line as shown in equation 5. This equation
could be transformed into equation 6, where K1 is the intercept of the line and K2 is the slope.
1
t
t
=
+
f (t ) A ⋅ B A
(5)
t
= K1 + K 2 ⋅ t
f (t )
(6)
The curves of stress relaxation have been normalised (for the adjustment of Peleg’s model)
according to equations 3 and 5, obtaining K1 and K2 from a linear regression procedure. A, B and
1/B were calculated from these values.
3. Results and Discussion
3.1. Characterisation of the impregnation.
Figure 2 shows the average values of the volumetric fraction of impregnated liquid at several
pressures, as function of Xv (volumetric fraction of the flooded pore). Xv is defined in equation
7 as a function of the compression ratio (R). The compression ratio is defined as the ratio
between the atmospheric pressure and the vacuum pressure for each experiment.
Xv = 1 −
1
R
(7)
The mathematical relationship between X and Xv was established in the hydrodynamic
mechanism model (Fito, 1994) by equation 8, where εe is the effective porosity of the sample, or
fraction of pores that are open to the outside and therefore susceptible to be impregnated by
the liquid phase.
X = εe ⋅ Xv
(8)
The experimental results shown in figure 2 indicate that although the relationship between
X and Xv is linear, the line obtained does not intercept the axis where predicted by equation 8.
On the other hand, the slope of the line, that should correspond to the effective porosity of the
sample, is lower than the normal values of εe in apple. In fact, the experimental determination
of ε in the samples studied, starting from the apparent density (ρa= 0,815 ± 0,010 g/cm3) and
the true density (ρr = 1,0551 ± 0,0013 g/cm3), show a value equal to 0.228 ± 0.011, higher to
104
Drying
Martínez-Monzó, Martínez-Navarrete, Fito & Chiralt
the slope of the line in figure 2.
The calculation of εe applying
equation 8 gives individual
values that range from 0.182 at
50 mbar to 0.490 at 813 mbar.
These results seem to indicate
that the impregnation of the
cylinders of apple doesn’t follow
the HDM model of restricted
capillary penetration. Specially
for high pressures, the quantity
Figure 2 - Volumetric fraction of impregnated liquid (X) versus
volumetric fraction of the flooded pore (XV)
of liquid introduced is higher to that predicted by the model. This could be due to a free entrance
of the liquid in the pores of the apple that are open to the outside in their two extremes.
3.2. Stress relaxation test.
Table I shows the average values of the
maximum force for each type of sample. The
Table I
Variation of the maximum force with the
differences in this parameter would be related to
the possible structural damage caused by the
treatment
Treatment
F max.
Standard
(N)
Deviation
50 mbar
61.2
11.0
250 mbar
66.4
7.4
500 mbar
57.8
6.6
750 mbar
61.8
5.6
813 mbar
63.0
4.8
fresh+juice
66.2
4.8
fresh
66.2
5.6
impregnation treatment, because as the structure
is more damaged the maximum force measured
will be lower.
An analysis of variance of the maximum force
data did not reveal significant differences between
the different treatments, which seems to indicate
that the treatment does not affect significantly the
structure of the fruit. The dispersion of the
parameter is justified by the rapid variation of the
force in the first part of the curve.
The
results
of
the
viscoelastic
parameters were studied by analysing the
stress relaxation curves. Figures 3 and 4
show an example of the type of curves
and the good fit of Maxwell’s and Peleg’s
models to the experimental data. The
values of R2 were higher than 0.997 in
the Peleg’s model and than 0.998 in the
Maxwell’s model.
Figure 3 - Example of adjustment according to
Maxwell’s model
105
Process Optimisation and Minimal Processing of Foods
Process Assessment
The measured values of the
Peleg’s equation and their standard
deviations for each treatment are
represented
against
the
impregnation level in figure 5. This
figure shows that the A parameter
(force level that decays during the
relaxation)
increase
with
the
Figure 4 - Example of adjustment according to Peleg’s model
impregnation level. This means that
as more liquid penetrates, a lower value of the residual force is obtained. This value ranged from
37% in the fresh sample to 58% for the treatment at 50 mbar. On the other hand, an increase of the
B parameter was also observed with the level of impregnation, this meaning that the speed of
relaxation is greater when the quantity of liquid gained was greater too. This phenomenon
suggests that a loss of the elastic character of the samples exists due to the increase of the
impregnation level. This loss of elastic character could be explained by the air-liquid exchange that
is produced in the vacuum operation. In this operation, the air that exists in the porous matrix of
the product (compressible fluid), is
replaced by an incompressible liquid,
in more or less quantity according to
the vacuum pressures. When the
impregnated sample is subjected to a
compression the liquid is forced to
flow from the pores (which is
confirmed by the losses of liquid
detected during the test), while the
gas
could
be
compressed
contributing to the elastic character
Figure 5 - Peleg’s parameters versus volumetric fraction of
impregnated liquid (X)
of the sample.
The analysis of the parameters of Maxwell’s equation strengthens the previous ideas. Starting
from the Ci parameters and ai obtained from the adjustment of equation 2, the elasticity modules
(Edi), viscosity coefficients (ηi) and the relaxation times (Ti) of several elements that compose the
generalised Maxwell model (figure 6) were calculated by means of equations 9 to 11.
Ed i =
Ti =
Ci
γ0 ⋅S
1
ai
ηi = Ti ⋅ Ed i
106
(9)
(10)
(11)
Drying
Martínez-Monzó, Martínez-Navarrete, Fito & Chiralt
In equation 9, γ0 is the relative deformation applied and S
2
(m ) is the contact surface where the force is applied. Figures 7,
8 and 9 show the results obtained as a function of the
impregnation level of the sample.
Figure 6 - Maxwell’s model
Figure 7 shows a decrease in the elasticity modules Ed0
(related to the force level at the equilibrium of relaxation). The
other modules suffer less appreciable changes, although they seem to increase slightly. On the
other hand, figure 8 indicates a decrease of the relaxation times due to the increase of the
impregnation level. This causes, like the Peleg’s parameters already indicated, a greater relaxation
speed associated to the higher degree of fluidity of the structure.
Figure 7 - Elasticity modulus Ed0, Ed1 and Ed2 versus volumetric fraction of impregnated liquid (X)
Figure 8 - Relaxation times T1 and T2 versus versus volumetric fraction of impregnated liquid (X)
Figure 9 shows that the viscous components decrease when the gain of liquid in the samples
increases. The value of the Maxwell’s parameters confirm the previous comment: the
impregnation causes a loss of the elastic character of the fruit macrostructure and a higher
fluidity due to the modification of the air-liquid relationship in the porous matrix of the apple.
107
Process Optimisation and Minimal Processing of Foods
Process Assessment
Figure 9 - Viscous components h1 and h2 versus volumetric fraction of impregnated liquid (X)
4. Conclusions
In the range of vacuum pressures studied, a linear relationship exists between the quantity
of liquid that penetrates and the vacuum pressure. The stress relaxation tests are a valid method
to characterise the viscoelastic behaviour of fruits subjected to vacuum impregnation treatments.
The vacuum impregnation treatment does not affect significantly the mechanic resistance of the
fruit structure, because significant differences in the values of the maximum force were not
observed. The vacuum impregnation treatment modified the viscoelastic properties of the fruit,
decreasing their elastic character and increasing their fluidity, due to the modification of the airliquid quantity in the porous structure of the material.
Acknowledgements
This work has been carried out thanks to the support of the Generalitat Valenciana through
the program of FPI scholarships of the Conselleria d’Educación i Ciència.
References
Canet, W. (1988). Caracterización Viscoelástica de Tejidos Vegetales. Métodos Numéricos de
Ajuste. Alim. Equip. y Tec., 1, 159-166.
Fiszman, S. M.; Costell, E. & Durán, L. (1984). Comportamiento Reológico de Geles de Agar con
Adición de Sacarosa y Fibra. Ensayos de Relajación. Rev. Agroquím. Tecnol. Aliment., 24, 114-124.
Fito, P. (1994). Modelling of Vacuum Osmotic Dehydration of Food. J. Food. Eng., 22, 313-328.
Mohsenin, N. N. (1970). Physical Properties of Plant and Animal Materials. Gordon and Breach
Science Publishers, New York.
Nolan, E. J. (1987). Stress Relaxation of Stored Stirred Cheddar Curd. J. Tex. Stu., 18, 273-280.
Peleg, M. (1979). Characterization of the Stress Relaxation Curves of Solid Foods. J. Food Science,
108
Drying
Martínez-Monzó, Martínez-Navarrete, Fito & Chiralt
44, 277-281.
Peleg, M. (1980). Linearization of Relaxation and Creep Curves of Solid Biological Materials. J.
Rheology, 24, 451-463.
Peleg, M. & Pollak, N. (1982). The Problem of Equilibrium Conditions in Stress Relaxation Analyses
of Solid Food. J. Tex. Stu., 13, 1-11.
Sherman, P. (1970). Industrial Rheology. Academic Press, New York.
109
Process Optimisation and Minimal Processing of Foods
Process Assessment
Vacuum Impregnation of Fruits : Coupling of Deformation-Impregnation
Phenomena
D. Salvatori, J. Da Silva, A. Andrés, A. Chiralt and P. Fito
Department of Food Technology, Universidad Politécnica de Valencia, Valencia, Spain
Summary
The aim of this work was to study the behaviour of several fruits during vacuum impregnation
(VI) treatments. The coupling of Hydrodynamic Mechanism (HDM) and Deformation-Relaxation
Phenomena (DRP) was described and modelled in previous works for the two periods of this
process (vacuum time and atmospheric pressure time). However, the experimental method used
to obtain the first results reported did not allow the testing of the deformation occurred in the
system due to pressure changes.
In the present study the equipment design and the experimental procedure were modified to
analyse the behaviour of the porous structure throughout the impregnation treatment.
Experiments were carried out for different periods of time for the vacuum and atmospheric
pressure stages. This allowed the determination of effective porosity, the volumetric fraction of
pores occupied by liquid and the relative sample deformation after each stage. The final
equilibrium was reached in periods of time under five minutes for all cases. It was also shown
that natural differences in sample structure and the kind of cut used do not seem to affect the
final equilibrium.
It appeared that apple has the highest porosity (about 16%). During the vacuum pressure
period, a strong deformation of the solid matrix of strawberry and kiwi occurred. This led to a
quick relaxation of the structure at the end of the process, largely avoiding impregnation. Mango
and apple were the more highly impregnated fruits (9 and 15%).
1. Introduction
The Hydrodynamic Mechanism (HDM) has been described (Fito and Pastor, 1994) as a mass
transfer phenomena which occurs when porous structures are immersed in a liquid and it is
specially important in vacuum impregnation processes. Besides, pressure effects cause strong
changes in composition and in tissue structure because of the viscoelastic properties of foods.
HDM coupled with the deformation-relaxation of the solid matrix has been modelled (Fito et al,
1995). However, the first results reported did not account for the changes produced when the
system was under vacuum conditions.
110
Drying
Salvatori, Da Silva, Andrés, Chiralt & Fito
The aim of this work was to study in depth the coupling of HDM and Deformation - Relaxation
mechanisms in fruits as a kind of porous fresh material and to test the mathematical model used.
The main objectives were:
- To improve the design of the vacuum impregnation equipment and to modify the
experimental method. This would allow the application of the mathematical model used and
to study the structure behaviour along the whole process.
- To characterise the product from a structural and physico-chemical point of view.
- To analyse the influence of several factors on apple vacuum impregnation, such as the
natural variability of samples and the kind of cut (shape and direction).
- To study the behaviour of different fruits during vacuum impregnation for different
intervals of time for the vacuum and atmospheric pressure periods.
2. Materials and Methods
2.1. Material
2.1.1. Raw materials
Table I
Products and varieties used (*)
Product
Variety
Apple
Granny Smith
Apple
Red Chief
Apple
Golden
Strawberry
Chandler
Kiwi
Hayward
Mango
Tommy Atkins
(*) Supplier: El Corte Inglés
supermarket, Valencia, Spain
2.1.2. Equipment
Experiments were carried out with an equipment designed for pilot plant scale (Fito et al.,
1995). To measure the eventual volume changes, the rigid support was replaced by a pneumatic
piston. A control panel allows the handling of samples inside the chamber (immersion, rotation
and extraction), even when the system is under vacuum conditions. Figure 1 shows a schematic
diagram of the installation.
111
Process Optimisation and Minimal Processing of Foods
Process Assessment
(2)
(2)
(3)
(5)
(6)
(1)
(4)
Figure 1 - Scheme of the installation designed for the HDM-DRP study
1 - vacuum pump, 2 - valve, 3 - controllable head and piston, 4 - scale, 5 - control pannel, 6 - data logger
2.2. Methods
2.2.1. Structural and physico-chemical analysis of the raw material
The physical, chemical and structural properties of the raw material were determined prior
to processing. Soluble solid content, water activity, acidity, ripeness, humidity, true density,
apparent density and true porosity were determined.
2.2.2. Vacuum impregnation
A tank with the isotonic liquid was placed on the scale inside the chamber (figure 1) and the
sample was held and immersed in the liquid by the piston. Then, a pressure of 50 mbar was
applied to the system for a time t1. After the vacuum treatment the system was once again
placed at atmospheric pressure for a time t2. The piston allowed to quantify the deformations
produced throughout the impregnation process. It
Table II
Experimental Design
also made it possible to loose the bubbles adhering to
the sample surface that falsify the volumetric
determination.
t1 (min)
Isotonic solutions were used to impregnate the
samples. In this way, mass transfer mechanisms other
than HDM were avoided. Apples were cut into
5
The experimental design used is described in
15
t2
5
x
(min)
10
x
cylinders, mango into bunches and kiwi into quarters.
Strawberry was impregnated whole.
10
15
x
x
x
P = 50mbar
table II.
Taking into account the model proposed by Fito et al. (1995) the relative deformation, the
impregnation and the effective porosity of the sample were calculated:
L' t1 − L*t1 − L 0
γ1 =
L0
112
(1)
Drying
Salvatori, Da Silva, Andrés, Chiralt & Fito
L' t 2 − L*t 2 − L 0
L0
γ=
(2)
L 0 − L' t1 Mw + D
X1 = γ 1 +
−
L0
E0
X=γ+
(3)
L 0 − L t 2 Mw
−
L0
E0
(4)
H1 = X1 − γ 1
(5)
H=X−γ
(6)
(X − γ ) ⋅ r2 + γ 1
(7)
εe =
r2 − 1
where:
γ1 - relative sample deformation after the vacuum period (m3 of sample deformation / m3 of
sample at t = 0)
γ - final relative sample deformation (m3 of sample deformation / m3 of sample at t = 0)
X1 - volumetric fraction of sample occupied by liquid as a result of HDM after vacuum period
(m3 of liquid / m3 of sample at t = 0)
X - volumetric fraction of sample occupied by liquid as a result of HDM at the end of the
process (m3 of liquid / m3 of sample at t = 0)
H1 - experimental value defined in equation 5 after the vacuum period
H - experimental value defined in equation 6 at the end of the process
εe - effective porosity (m3 of gas inside the pores / m3 of sample)
r2 - actual compression rate
3. Results and Discussion
Results are shown in tables III and IV. With the equipment and procedure previously
described, the HDM and DRP behaviour was analysed for each product for the different
conditions. Table V shows the mean values of the parameters, obtained from an ANOVA,
considering t1 and t2 factors. Non significant differences were observed, and therefore, it may be
assumed that an equilibrium situation was reached for HDM as well as for DRP in all cases.
The values of γ1 observed for each product define the solid matrix deformation (increase in
113
Process Optimisation and Minimal Processing of Foods
Process Assessment
Table III
Physico-chemical characteristics of three varieties of apple.
CHARACTERISTICS
Apple Varieties
Variety
Granny-Smith
Red Chief
Golden
Origin
France
France
France
98.6 ± 0.0
98.67 ± 0.06
98.5 ± 0.0
pH
3.41 ± 0.02
4.053 ± 0.012
3.833± 0.012
Brix
10.35 ± 0.04
12.96 ± 0.13
15.3 ± 0.4
0.430 ± 0.003
0.283 ± 0.006
0.346 ± 0.009
24.1 ± 0.2
45.9 ± 1.2
44.1 ± 1.9
Humidity
0.859 ± 0.003
0.8587 ± 0.0019
0.835 ± 0.016
Apparent Density
0.802 ± 0.010
0.830 ± 0.013
0.787 ± 0.014
True Density
1.0520 ± 0.0010
1.0590 ± 0.0010
1.0548 ± 0.0008
True Porosity
23.8 ± 1.0
21.6 ± 1.0
25.4 ± 1.4
Water Activity
Acidity
Ripeness index
Table IV
Physico-chemical characteristics of mango, strawberry and kiwi
CHARACTERISTICS
Mango
Strawberry
Kiwi
Variety
Tommy Atkins
Chandler
Hayward
Origin
Brazil
Huelva - Spain
Italy
Water Activity
98.95 ± 0.07
99.23 ± 0.15
99.2 ± 0.0
pH
4.29 ± 0.00
3.36 ± 0.02
3.527 ± 0.008
Brix
17.8 ± 0.5
7.2 ± 0.6
14.28 ± 0.13
Acidity
0.408 ± 0.009
0.149 ± 0.010
1.43 ± 0.05
Ripeness index
43.69 ± 0.16
48.0 ± 1.3
10.0 ± 0.3
0.7868 ± 0.0007
0.911 ± 0.007
0.815 ± 0.011
1.022 ± 0.005
0.984 ± 0.009
1.051 ± 0.006
True Density
1.13 ± 0.02
1.050 ± 0.009
1.076 ± 0.006
True Porosity
9.9 ± 1.3
6.3 ± 1.6
2.3 ± 0.8
Humidity
Apparent Density
volume) that occurred during the vacuum period. Negative values of impregnation (X1) are due
to a loss of native liquid produced during the expansion of the gas occluded in the pores. An
increase of this value was noticed only for mango.
Mango and apple appeared to be the fruits more impregnated at the end of the process. The
HDM was non significant in strawberry, while a strong sample deformation took place. This
means that penetration times, much longer that relaxation times, would condition liquid
transport inside the pores. In the case of kiwi, the strong expansion produced during the vacuum
period led to a quick relaxation and the structure returned to its initial state almost without
114
Drying
Salvatori, Da Silva, Andrés, Chiralt & Fito
Table V
Mean values of impregnation, deformation and effective porosity.
Product
X1
γ1
X
γ
εe
G.Smith apple
-4.2 ±0.3
1.7 ±0.3
15 ±2
-0.6 ±1.2
16.6 ±1.2
Red Chief apple
-5.0 ±0.4
2.1 ±0.4
12.2 ±1.8
-2.4 ±1.0
15.5 ±1.1
Golden apple
-2.7 ±0.3
2.8 ±0.2
8.9 ±1.2
-6.0 ±0.5
15.9 ±1.2
Mango
0.9 ±0.2
5.4 ±0.5
14.2 ±0.5
8.9 ±0.4
5.9 ±0.4
Strawberry
-2.1 ±0.2
2.9 ±0.4
0.2 ±0.7
-4 ±0.6
4.8 ±0.3
Kiwi
-0.2 ±0.2
6.8 ±0.6
0.89 ±1.4
0.8 ±0.5
0.5 ±0.5
impregnation. Apple fruit suffered a small deformation of the solid matrix, except in the case of
the Golden variety.
It was observed that apple presents the highest effective porosity and the values were similar
for all varieties. It is obvious that differences in X and γ are due to differences in sample structure
and mechanical properties of the solid matrix in each case.
Equation 6 allowed to calculate experimental values of H for each value of time. Figure 2
Figure 2 - Typical experimental curve for Granny Smith apple (t1=15 min, t2=15 min)
shows a typical experimental curve.
In the first stage, the quick decrease in H can be mainly explained because of the volume
increase of the sample produced by gas expansion inside the pores. The restoring of atmospheric
pressure led to liquid penetration coupled with the deformation-relaxation of the solid structure,
resulting in an important increase of H.
The peaks observed during the vacuum period reflect the sample agitation for constant periods
of time. In this way, the effect of adhering bubbles on the weight measures was removed. The
equilibrium situation that has, apparently, been reached could suggest that the peaks are concerned
with the characteristics of the sample surface, with the gas bubble size (directly related to the size
and shape of pores), and with the surrounding fluid properties (surface tension, viscosity, etc.)
115
Process Optimisation and Minimal Processing of Foods
Process Assessment
Table VI shows the mean values of
Table VI
Effective Porosity and True Porosity
effective porosity (εe) obtained by HDMDRP and the true porosity (εr).
εe
Product
εr
ε e/ε r
The εe/εr ratio can be defined as the
total fraction of pores available for HDM.
G. Smith apple
16.6 ±1.2 24.0 ±1.0
0.69
The values observed in Table VI are very
Red Chief apple
15.5 ±1.1 21.6 ±1.0
0.72
homogeneous (about 0.59-0.76). This
Golden apple
16.0 ±1.0 25.4 ±1.4
0.63
seems to be connected to a similar
Mango
5.9 ±0.4 10.0 ±1.4
0.59
distribution of the cellular matrix in the
Strawberry
4.8 ±0.3
6.3 ±1.6
0.76
fruits tested.
Kiwi
0.5 ±0.5
2.3 ±1.0
0.22
4. Conclusions
It was observed that natural variability of samples and the kind of cut made do not affect the
final equilibrium.
Apple appeared to have the highest porosity (about 16%), being 0.5% for kiwi, 4.8% for
strawberry and 5.9% for mango.
Impregnation did not occur in strawberry and kiwi (0.2% and 0.89%, respectively). Strawberry
presented a high residual deformation (-4%) while kiwi returned to its initial stage.
Mango and all the apple varieties appeared to be the fruits more impregnated (9-15%). Apples
suffered a small deformation of the solid structure (a contraction of about 0.6-2.4%), except the
Golden variety.
The porous fraction of the material available for HDM is about 0.59-0.76% and the equilibrium
is reached in t1 = 5-15 min and t2 = 5-15 min for all the fruits.
The experimental installation and the new procedure proposed seem to be adequate to the
experimental determination of X1, γ1, X, γ and εe.
References
Calbo, A. G., Sommer, N. F. (1987). Intercellular Volume and Resistance to Air Flow of Fruits and
Vegetables. J. Amer. Soc. Hort. Sci. 112(1):131-134.
Fito, P. & Pastor, R. (1994). Non-Diffusional Mechanism Occurring during Vacuum Osmotic
Dehydration. Journal Food Science 21.513-519.
Fito, P., Andrés, A., Chiralt, A. & Pardo, P. (1995). Coupling of Hydrodynamic Mechanism and
Deformation-Relaxation Phenomena during Vacuum Treatments in Solid Porous Food-Liquid
Systems. Aceptado para su publicación en el J. of Food Eng.
Gekas, V. (1992). Transport Phenomena of Foods and Biological Materials. CRC Press.
Peppas, N. A., Brannon-Peppas, L. (1994). Water diffusion and sorption in amorphous
macromolecular systems and foods. J. of Food Eng. 22, pp. 189-120.
116