Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
Distributed control system wikipedia , lookup
Control theory wikipedia , lookup
Analog-to-digital converter wikipedia , lookup
Immunity-aware programming wikipedia , lookup
Automatic test equipment wikipedia , lookup
Pulse-width modulation wikipedia , lookup
Resilient control systems wikipedia , lookup
Hendrik Wade Bode wikipedia , lookup
Rectiverter wikipedia , lookup
Distribution management system wikipedia , lookup
Programmed control of mechatronical system for drills
testing
VLADAS VEKTERIS, MINDAUGAS JUREVICHIUS, ALGIS DAKTARIUNAS
Department of Machine Building
Vilnius Gediminas Technical University
Basanaviciaus 28a, Vilnius LT2009,
LITHUANIA
Department of Biochemistry and Biophysics
Vilnius University
Ciurlionio 21, Vilnius LT2009
LITHUANIA
Abstract: In this paper we present the mechatronical system for the drills testing. Both, apparatus and
algorithmic parts of the system for control of hydro-mechanical actuators and for data acquisition from sensors
and transducers are analyzed. Programmable adjustment of system parameters for obtaining more precise
measuring results of a drill is explained. The testing results of the drills of different diameter that have been
registered in the process of manufacturing are included.
Keywords: Mechatronical system, drill testing, algorithm, computer based data acquisition and control.
1 Introduction
Problems of programmable control of industrial
machines and estimation of quality of products in
the process of manufacturing of industrial machines
and tools are in the center of attention of engineers
and scientists [1, 20]. The testing systems need to
include flexible and programmable equipment [18]
which lets to implement precise control of
mechanical, hydro-mechanical actuators and supply
correct data from various sensors or transducers.
The equipment must be universal enough for
reorganization of the system when investigation of
additional parameters of the product or controlling
of additional actuators are necessary. Producers in
European countries to enhance the quality of drills
use different test methods and equipment [2].
Quality of the drills can be enhanced using test
systems, which evaluates static and dynamic
parameters of strength in stage of manufacturing.
2 System for drills testing
The mechatronical system for drills testing consists
of three main modules: a hydro-mechanical
module, a module of electronics and a software
module. Hydro-mechanical module (Fig.1) includes
a hydraulic station 1, a protective hydro-valve 2, a
transfusion valve 3, a pressure regulator with
proportional control 4 , a hydraulic distributor 5,
throttle-valves 6, a hydro-cylinder 7, a slide-block
8 and a drill breaking tip 9 (Fig.1). Electronics
module (Fig.2) includes a force sensor 10, a
displacement transducer 11, computer 12 with a
printer 15, multifunction data acquisition card
(MFDAQ) 13 and a card of power amplifiers and
event counters (PAEC) 14. Software module
include special program "Graztai" for control of all
devices of the system and for representation of
parameters of the drills as graphics and for saving
experimental data into the file.
2.1 Electronics module of data acquisition
and control
Hydro-mechanical devices of the system are
controlled by electrical signals applied from control
module. Programmable electronic devices such as
multifunction a data acquisition and control
(MFDAQ) card, the power amplifiers and event
counter (PAEC) card are installed inside the
computer. Block scheme of electronics module of a
system is shown in Fig.2.
A multifunction data acquisition card is used for
collecting of the data as analog and digital signals
and also for generating of electrical signals by
using a computer. The card implements these
functions:
digital information [4, 15] and a circuit to generate
signal of interrupt .
The main electronic part of the testing system is
multifunction data acquisition
and control
(MFDAQ) card which synchronizes all devices and
processes during system work. Devices of the card
[18] are used for adaptive amplification and
registration of analogue signal which is
proportional to a force [8] applied to the break tip,
generate analogue signal of low power for control
of pressure regulator (for the valve of proportional
control). The card can be used to generate digital
control signals of low power for hydraulicmechanic valves (this function depend on selection
in the card of power amplifiers and event counter).
Fig.1. Simplified scheme of mechatronical system
for drill testing.
1.Parallel, programmable input/output of digital
information;
2. Programmable timer;
3. Conversion of digital code to analog voltage;
4. Conversion of analog signal to digital code;
5. Analog signal amplification by using
programmable gain amplifier.
Block scheme of multifunction data acquisition
card [9, 12, 16] is shown in the Fig.3. The card
includes an address selection block, buffers for data
and address buses, which provide compatibility of
data, address and control buses of computer with
internal bus of the card; a control register, which is
used to write information about data acquisition
card configuration, status register, which indicates
a work of a timer and analog-digital converter
(ADC), a quartz oscillator, which generates an
exact signal of frequency of 2 MHz for using by
timer; the timer [3, 15] includes three
programmable counters of 16 bits each; a module
of analog-digital conversion (ADC), which consists
of first and second multiplexer [12], differential
and programmable amplifier, control chain and
analog-digital converter (ADC) [11]; a module of
digital-analog conversion (DAC) [13], which
consists two digital-analog converters (DAC); a
programmable device for parallel input/output of
Fig.2. Block scheme of electronics module for drill
testing.
A card of power amplifiers and events counters
(PAEC) implements specific functions for
industrial applications, such as follows:
1. Amplification of low level signal
and
generating of precise excitation voltage for
sensors with sensitive elements of type of
Wheatston bridge;
2. Amplification of power of analog signal [6],
maximum to 120 W;
3.Amplification of power of digital signals;
4.Counting of impulses (events).
PAEC card includes a block of address selection,
which forms signal about selection one of device of
the card, a data buffer, a control register, which is
used for internal control of digital signal amplifiers,
programmable counters, an amplifier of low level
signal which coefficient of the gain is selectable by
switch, which generates excitation voltage,
selectable by switch, a power amplifier of analog
signal for amplification of power of the signal from
digital-analog converter of MFDAQ card, a digital
signal amplifiers with optically isolated inputs and
relay in outputs (Imax= 5A) which are used to
switch electrically controlled valves of distributor,
a logic circuit for input of differential digital
signals.
The amplifier of low level signal [7] gets
input from load cell and intensifies the signal
magnitude by defined coefficient (10,100, 200,
500). Output signal of the amplifier is passed to
analog input of MFDAQ card , but in noisy
environment it can be processed by filter of low
frequency. Amplifier generates excitation voltage,
which can be selected by switches as 10V, 5V,
2,5V or 1,25V, for excitation of circuits the load
cell.
As source of energy for power amplifier
[6] is computer power supply block, so maximal
amplifier output voltage is +10V, current - 3,3A.
Using the power supply source of higher voltage
the output current can be increased. Output signal
of amplifier is used to control the pressure
regulator.
Inputs of digital signal amplifiers with the relays
DA1-DA4 in outputs are optically isolated with
sources of the signal (with internal parallel register
or MFDAQ digital input/output register). Outputs
signals of relay are used to switch the hydraulicmechanical valves according to the program.
Linear displacement transducer returns to the
PAEC card the signals which represent a
displacement of the tip of breaking , direction of
movement and etc . These signals is processed in
logic circuit and are passed to the input of event
counter [3]. The content of event counter (32 bit) is
a number of impulses which have been registered
during movement of the tip of breaking, so
production of the number of impulses to the
constant of transducer of displacement indicates
precise position of the tip.
3. Control of mechatronical drill
testing system
The drill testing system can work in two modes: in
mode of manual control and in mode of
programmed (automatic) control.
3.1 Manual control
The valves of distributor and valve of transfusion
which control the oil flow to hydraulic cylinder are
switching by using buttons installed in the desk of
the stand in manual control mode (see Fig. 1). This
mode is implemented applying simple logic device
mounted in the control module and is used for
testing of the hydraulic-mechanic system. The
pressure of the oil applied to hydraulic cylinder is
constant and is defined by electric current supplied
from control module.
3.2 Programmed control
Initially to explanation of programmed control
mode, it is necessary to describe the algorithm of
operation of the hydraulic- mechanical system (see
Fig.1). A hydraulic station 1, if the transfusion
valve 3 is closed, supplies the oil through pressure
regulator 4, one of two valves ("UP" or "DOWN")
of hydraulic distributor 5 to hydro-cylinder 7,
which force the sliding block 8 to move. On the
sliding block 8 is mounted a load cell 10, as a force
sensor, a photoelectric displacement transducer 11
and a drill breaking tip 9. Procedure of drill testing
can be described as follows: by applying oil
pressure to input "UP" of hydraulic cylinder 7 the
sliding block 8 is forced to move to upper initial
position and then stops. Then program define initial
pressure of the oil in pressure regulator 4 and the
valve "DOWN" of distributor 5 is switched on.
The oil flows into the inlet "DOWN" of hydraulic
cylinder 7 and is moving sliding block 8 down.
When the break tip 9 reach a drill, the electric
current supplied to the pressure regulator 4 is
increasing until the breaking of the drill occur
(pressure in hydraulic cylinder need to be
increasing). During procedure of drill breaking the
force applied to the drill and the displacement of
the break tip 9 are continuously measuring. When
drill is broken, the valve "DOWN" of distributor 5
is switched off and the valve "UP" is switched on.
Then the sliding block 8 is lifting to reach the
initial position, transfusion valve 3 is switched on,
pressure inside of hydraulic cylinder 7 decreases.
The hydraulic station 1 returns on into the idle
mode.
The hydraulic-mechanic system for drills
testing is controlled by the program "Graztai" [17,
19]. The program consists of three subprograms
which are used for system control and
measurement, data visualization and analysis and
for adjusting parameters of testing.
By selecting subprogram "Measuring" the system is
controlled according parameters defined by
operator in initial tests. These parameters are
loading from appropriate file before drill testing .
Subprogram allows
to choose one of three
regimes- "Control testing", "Measurement",
"Finish". The first regime is useful for testing of
electronics when hydraulic-mechanical device is
controlled by computer with commands chosen
manually, so we can test hydraulic- mechanic
valves and all electronics, except the data
registration part. The main is regime
"Measurement", which is used for full programmed
control of hydraulic mechanical devices, data
acquisition, visualization of drill testing procedure
and data saving. Let we explain actions of the
system in procedure of testing (see Fig. 3). After
starting the regime "Measurement" the system is
setting into initial stage: valves "UP" and "DOWN"
of distributor are switched off, valve of transfusion
is switched on, the electric current in coil of
pressure regulator is low (DAC code is zero, power
amplifier voltage is zero), a gain coefficient of
MDAQ programmable amplifier is set to 1.
Fig.3. Diagrams of control signals and signals
from a load cell and in outputs of the displacement
transducer in programmed control mode: a, b –in
valves of distributor, c- in transfusion valve, dvoltage in DAC output, e- pressure in hydraulic
cylinder, minus sign mean that oil is passed into
inlet of cylinder which moves sliding block up; fload cell output signal, g- contents of the event
counter.
The program loads parameters file and, according
values defined in the file, sets up initial parameters
for procedure of testing. During this setup
procedure first is setting initial codes of a scale and
the codes of digital to analog converters (DAC),
which define an initial pressure. We used 6.25 MPa
initial pressure (DAC code 80), when scale code
127, but the same initial pressure can be achieved
by using other combination values of scale code
and DAC code. This is useful when necessary to
obtain more accurate step for pressure increasing .
After setting of electric current for pressure
regulator, at a moment t0 is switching of a
transfusion valve and is switching on a valve
"DOWN" of the distributor (see Fig.6a) . The
sliding block as a result of action of constant initial
pressure of the oil in the hydraulic cylinder, begans
to move down and procedure of initial data
acquisition begans. Analog signal from output of a
load cell is amplify by instrumental amplifier of
PAEC card and, depending on a coefficient of a
gain, which was defined in the file of parameters, is
amplify by programmable amplifier in MFDAQ
card additionally. Additional amplification is
necessary to evaluate measurement of the force
with maximum accuracy for drills of different
diameters and to adapt the system to perform the
test using a full scale of the analog-digital converter
(ADC). The speed of measurements is defined by
the sampling interval which was written in the
registers of programmable timer from the file of
parameters. Setting of this value is not critical,
because during the test can be made more than
30,000 of samples, for example, if sampling
interval 1 millisecond, then drill breaking process
recording procedure can last 30 seconds. Before the
break tip reach surface of the drill, the program
periodically, with a frequency defined by time
interval, performs measurement of voltage from
load cell and calculations of average value of the
voltage. Average value (UAVE ) is used to define of
zero level until the force is not applied to a drill.
Threshold value is set as 0.01 part of full scale of
measurement (UFS ) and procedure of data
registration will be begin when UADC > UAVE +
0.01UFS. Calculation of average value of output
signal from the load cell when the force is not
applied enables to adapt the measurement
procedures to the signal level shift which can occur
by changing signal gain coefficient or as result of
other factors. In addition, necessary to estimate that
maximal output signal of a load cell is 21.12 mV
for full load of 2500 kN only [8], so in experiments
where applied force is small, the high coefficient of
amplification is necessary. The scale of force
measurement is defined by gain coefficients of the
instrumental and programmable amplifiers by using
calibration curve for the load cell. During the test
procedure the scale is changing by setting the gain
coefficient of programmable amplifier. In situation
when the drill was not inserted or it is necessary to
stop the test, operator can use "ESC" button or the
program will be stoped automatically, when
contents of event counter, which is connected to
displacement transducer, reach given number,
which means that distance to the drill is too long.
The main measurement loop will began when the
break tip will touch the drill and voltage from load
cell will reach threshold (Fig.3f). From moment t1
analog voltage from the load cell and content of
event counter are reading and displayed into the
graphic. At the same time periodical increasing of
code of the DAC begans (Fig. 3d). Output voltage
via a power amplifier control a pressure regulator
and increase the oil pressure in the hydraulic
cylinder (Fig.3e). It is possible to change a speed of
increment of the force applied to the drill by
changing a number of samples which will be
omitted before increasing DAC code. Procedures of
incrementation of applied force and measuring lasts
until drill is breaking of (Fig.3f, Fig.3g) or until the
force stay in maximal value during defined number
of time intervals. Such situation can occur when
diameter of the drill which is testing exceeds the
defined maximum. System is simply transformed
into more powerful, it is necessary to increase a
power of hydraulic station and change the load cell
with appropriate nominal range. After drill is
breaking of, the voltage in output of the load cell is
decreasing and the content of event counter is
increasing (Fig.3f, moment t2 ) . If the voltage drop
down more than 50 % of maximal value or a
content of event counter exceedes defined limit,
then registration is finished. At moment t3 (Fig.3e,
Fig.3f) the procedure of data registration is
finished, the valve "DOWN" of the distributor is
switched of and valve "UP" is switched on (Fig.3a,
Fig.3b). The program changes the code of the DAC
to the initial value (Fig.3d) so that a pressure
(Fig.3e) in the hydraulic cylinder be enough to
move a slide block up to initial position only.
Experimentally had been set DAC code equal to
100 (7.8 MPa) for reverse moving of sliding block
in to the initial position. During tests have been
obtained that 3 seconds of time are enough for
sliding block to reach initial position. Then (t4) the
valve of distributor is switched of, the DAC code is
set to zero, a transfusion valve is switched on
(Fig.3b, Fig.3c, Fig.3e) and hydraulic system is set
into the idle mode. New test can be performed after
operator will change the drill.
3.3 Adjusting of parameters for system
control
According description above for programmed
control are used the number of parameters that are
saved in the parameters file. We had associated the
file names with a diameter of the drills , so by
defining drills diameter in main program, an
operator chooses corresponding parameters for
control and measuring. We need explain meanings
and possible ranges of parameters:
Time interval- define sampling frequency, and is
used for control of all devices of the system;
Number of time intervals defines duration of
measurement procedure as a number of time
intervals and show maximal number of samples of
measurement which will be made during drill
testing procedure;
Number of channels defines number of used
channels in testing procedure. In experiments
described below is used one analogue and one
digital channel, but without modification of the
system a number of channels can be increased;
Coefficient of a gain of programmable amplifier
which is implemented in MFDAQ defines range a
of a signal from load cell. By changing this
parameter the range of force measurement is
adjusting to achieve maximum accuracy for the
drills of different diameter (Fig.4 c). It is possible
to select- 1, 2, 4, 8, 16, 32, 128, 1024.
DAC scale define maximal possible current applied
to pressure regulator or maximal pressure (if
DAC_scale code127, in hydraulic cylinder can be
reached 40 MPa maximal pressure) (Fig.4 a),
Initial force define initial current of pressure
regulator as a code for second digital to analog
converter (DAC). By changing this parameter is
changed initial force which affect sliding block to
move. Maximal code 512 or 10V or 3.3A or 40
MPa, we used 80 or 2V or 0.6A or 6.25 MPa), step
of changing 0.02V or 0.006A or 0.078125 MPa
(Fig.4 a);
DAC counter define a number of the samples
which will be made before increasing the force
applied to the drill. This parameter regulate speed
of force increasing (Fig.4b).
Gain coefficient in PAEC card is by device
defined value. For changing this coefficient is used
a switch for gain coefficient selection in PAEC
card. It is possible to select –100, 200, 500.
By selecting of values of parameters as described
above, it is possible to adjust the system for various
tests without using additional devices or changes of
system configuration. Parameters are defined by
using subprogram "Parameters".
Fig.4. Explanation of control parameters: selection
of initial force for sliding block movement as
parameter Init_force, maximal pressure as
DAC_scale; b- regulation of pressure increasing
rate by selecting different parameter DAC counter;
c- adjusting of scale for measurement of force
moment by changing coefficient of gain of
programmable amplifier (Coef_gain).
3.4 Results
The drill testing system is used in industrial quality
testing laboratory and we have possibility to test
spiral drills of different diameter, in different stages
of production. We have tested the drills from 2 mm
to 10 mm in diameter of different manufacturers.
During test procedure in the computer screen there
are drawn curves of the force applied to the drill
and breaking stick displacement as functions of
time. Such curves permit estimate all testing
process parameters, such as the initial force, the
force increasing rate, gain coefficient and others,
and change these parameters if they do not fit to the
standard. Typical drill testing curves registered by
the system are shown in the Fig.5. The drill bends
almost proportionally to the force applied to the
breaking stick till breaking point (Fig.5).
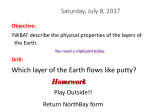
Fig.5. Curves of force moment for the drills of
different diameter and for different speed of
movement of breaking tip: a- drill of 3 mm of
diameter, the initial speed of movement of breaking
tip was too high (Dac-counter =1); b – drill of 4
mm of diameter, applied force was increased after
10 cycles of measurement (Dac-counter=10); cdrill of 6 mm of diameter, applied force was
increased after 5 cycles of measurement (Daccounter =5); d- drill of 8 mm of diameter, applied
force was increased after each cycle of
measurement (Dac-counter=1), initial speed of
movement of breaking tip was high.
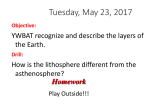
Fig. 6. A typical drill test results for user
application: a- the drill of 4mm of diameter, b - the
drill of 6 mm of diameter, c- the drill of 8 mm of
diameter.
For the drill of bigger diameter breaking curves are
more complicated. By adjusting the initial force
and increasing the velocity of changing of the
applied force (parameter DAC_counter) we can
obtain curves similar to ones which are shown in
Fig.5. Flexible control of test parameters gives the
possibility to implement static or dynamic drill
testing procedures. Finally, graphical representation
as dependency of applied force upon bending angle
is prepared, as shown in Fig.6. That representation
is used for user application and does not preserve
information about a procedure of the drill testing .
4 Conclusions
(1)
(2)
(3)
Computer assisted test system for
investigation parameters of the drills has
been developed, which implements data
acquisition from mechanical devices of the
system by using different sensors,
processing of information and generating
the signals for control of hydraulicmechanic devices.
Programmed control and data registration
algorithms
had
been
approved
experimentally. Experiments, also the
nature of experiments can be changed by
selecting new values of parameters, without
changes in the hardware or in the software.
An application of multifunction data
acquisition card creates wider possibilities
to use sensors of different kind in testing
procedures.
Tests of spiral drills of diameter from 2 mm
to 10 mm were performed and typical drill
quality estimation curves were obtained.
References
[1] Aleksandrow, A. et al, Investigation of strains
and deformations in the spiral drills, In: Proc.of
NIINTI, Vilnius, Lithuania, 40, 1974 (in russian).
[2] Biegewinkeltest an Spiralbohrern DIN-338 RVHSS, Standart, 1995 (in german).
[3] 82C54 CHMOS programmable interval timer,
Data sheet, INTEL Corporation, 1994.
[4] 82C55 CHMOS programmable peripheral
interface, Data sheet, INTEL Corporation, 1995.
[5] Developers guide, Borland C++ Builder, Inprise
Corporation, 2000.
[6] High power monolithic operational amplifier
OPA541, Data sheet, Burr-Brown Corporation,
2001.
[7] INA125, Instrumentation amplifier with
precision voltage reference, Data sheet, BurrBrown Corporation, 1998.
[8] Industrial load discs, Entran, www.entran.com/.
[9] Koen, M., High speed data acquisition,
Application Bulletin, Burr-Brown Corporation,
2000.
[10] Mancini, R., Instrumentation: Sensors to A/D
Converters, Texas Instrument, chapter 12, 2001
[11] Max 120; 500 kps, 12 bit ADC with track hold
and reference, Data sheet, Maxim Integrated
Products, 1994.
[12] Metzger, J., Multiplexer data acquisition
system, Application Bulletin, AB-100, Burr-Brown
Corporation, 1995.
[13] Newell, J., Application Ideas for multiplying
DAC’s, In: The best of Analog Dialogue, Analog
devices, 92-93, 1992.
[14] “Origin – 6 “ Users manual; Data analysis and
technical graphic software, Microcal Software, Inc.,
Northampton, 2000.
[15] Principles of data acquisition and conversion,
Application
Bulletin,
AB-082,
Burr-Brown
Corporation, 1994.
[16] Ovechin, J. Microprocessors- manual,
Leningrad, 1988 (in russian).
[17] Resdorph, K., Henderson, K., Teach yourself
Borland C++ in 21 days, SAMS publishing, 1997
[18] Vekteris, V., Jurevichius, M., Daktariunas, A.,
Computer
aided
system
of
diagnostic
measurements, Matavimai, 2(11): 11-17, 1999 (in
lithuanian).
[19] Wiener, R., Turbo C at any speed, John Wiley
& Sons, New York, 1991
[20] Zilys, V., Some problems related to
investigations of the strength of spiral drills, In:
Proc. of RINTIP, Vilnius, Lithuania, 29, 1974
(in russian).