Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
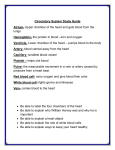
EXPERIMENTAL INVESTIGATION OF DIFFERENT EJECTOR GEOMETRIES FOR R-744 TRANSCRITICAL SYSTEMS ARMIN HAFNER, YVES LADAM, TROND ANDRESEN & PETTER NEKSÅ SINTEF Energy Research Kolbjørn Hejes vei 1A, 7465 Trondheim, Norway <[email protected]> ABSTRACT This work describes measurement results of ejectors manufactured and experimentally investigated at SINTEF Energy Research / NTNU. The ejectors are experimentally investigated in an oil free R-744 test facility in order to focus on the ejector properties and behaviour. Five different ejectors were experimentally investigated at equal boundary conditions. The results are promising with pressure lifts close to 9 bars at low mass entrainment ratios of 0,22 and suction pressure ratios of 1,24. At an higher mass entrainment ratio of 0,56 and suction pressure ratio of 1,14 a pressure lift of 6,5 bar was achieved with the smallest mixing section. Best performances were measured with the smallest mixing section diameter (3 mm) and a short nozzle with an ID of 0.9 mm The results are very promising and show a very good COP improvement potential for R-744 transcritical process deploying an ejector, as the pressure ratio for a compressor could be reduced by close to 10 bars. 1. INTRODUCTION Ejector systems have been applied since many decades in refrigeration systems, and this is still a very active field of research (CHAIWONGSA 2008, KAIROUANI 2009). More recently, ejector technology has been applied to trans-critical refrigeration systems as described by ELBEL & HRNJAK (2008) and ZHA et al. (2007). Pressure energy recovery is particularly interesting for R744 refrigeration and heat pump technologies, as a relatively large fraction of the cycle losses are related to throttling losses. Some of the Japanese heat pump water heaters do apply ejectors in transcritical units with R744 as working fluid (TAKEUCHI et al. 2002; 2004). Beside the benefit of recovering some of the potential expansion work which reduces the pressure ratio to be overcome by the compressor, also other system components increase their performance like the evaporator. The possible efficiency improvement which can be achieved when implementing an ejector increases: • with higher ambient temperatures when applied in AC systems • higher return temperatures of the water to be heated by a heat pump • if refrigerant mal-distribution inside an evaporator can be reduced, due to a very low vapour fraction at the inlet to the evaporator. Despite important research activity in numerical calculation (using Computational Fluid Dynamics, VARGAA 2009, ZHU 2009 and BANASIAK et al.2010), ejector design heavily relies on experimental data. The purpose of this work is to describe measurement results of ejectors manufactured and experimentally investigated at SINTEF Energy Research / NTNU. The ejectors are experimentally investigated in an oil free R-744 test facility in order to focus on the ejector properties and behaviour. 9th IIR Gustav Lorentzen Conference, Sydney, Australia 2010 2. EXPERIMENTAL SET-UP The oil-free test facility applying a liquid pump to circulate the carbon dioxide as described in detail by DRESCHER et al. (2007) and shown in Figure 1 was applied to perform the experimental investigation. Figure 1. P&ID of Ejector test facility at SINTEF NTNU, Trondheim This facility is not a real vapour compression cycle as the compression is ensured by a liquid pump; however the different inlet and outlet conditions within the cycle can be adjusted as follows: • The ‘rpm’ of the refrigerant pump affects the inlet pressure of the motive nozzle and the mass flow rate of the motive stream. The glycol solution which circulates through the evaporator simulates ambient air temperature for air conditioning application. The temperature of glycol affects the evaporator pressure. • The throttle valve upstream of the evaporator controls the refrigerant mass flow rate and is applied to adjust the evaporator outlet conditions (two-phase or superheated). Heat is rejected via plate heat exchangers to an external cooling device. This cooling glycol loop rejects heat from the condenser; pre sub cools the receiver and sub-cools the refrigerant upstream of the liquid pump. 9th IIR Gustav Lorentzen Conference, Sydney, Australia 2010 With the energy balance for the different heat exchangers, the transferred energy from the heat sink and the heat source can be calculated. A single fixed nozzle was used as the motive nozzle during all tests performed with the different ejectors as described in Table 1. Table 1. Major ejector design characteristics Mixing Section (Mix_chamber) Inner Diameter (ID) [mm] Length of mixing section [mm] Ratio length / ID [-] 1 2 3 4 5 3 3 4 4 5 24 60 32 80 100 8 20 8 20 20 All ejectors ended up in an 8x1mm tube, while the diffuser half angle was 5° for all ejectors. The suction tube ID was 8mm. Boundary conditions: The motive pressure (high side pressure) was kept at three levels: 90, 100 & 110 bar. The temperature of the heat source (glycol) was adjusted to 20, 30 & 40 °C while results of two evaporator outlet conditions, i.e. vapour fraction ~ 0.9 & superheated, are presented in the following chapter. 3. EXPERIMENTAL RESULTS 3.1 Various motive pressure levels Figure 2 show the mass entrainment ratio and suction pressure ratio at various high side pressures. The heat source temperature is kept constant at 20°C, while the secondary fluid mass flow rate is equal during the entire test series. The mass entrainment ratio decreases when the high side pressure rises from 90 to 110 bars, due to an increased motive mass flow rate. The suction pressure ratio increases when the high side pressure is controlled to higher values, due to the higher motive energy which is converted into pressure lift inside the mixing section. The smaller the mixing section diameter the higher the suction pressure ratio. At rather constant motive mass flow rates, the mass entrainment ratio is dependent on the suction mass flow rate, which resulted in various cooling capacity as shown for the 90 bar high side pressure case in Table 2. Table 2.Cooling capacity measured on the sec. fluid side and suction mass flow rate at 90 bar high side pressure. Cooling capacity (Qo) [kW] / Mix_Chamber Mix_Chamber Mix_Chamber Mix_Chamber Mix_Chamber Suction mass flow rate (msuc) [kg/min] 1 2 3 4 5 Qo {x=0,9} / msuc 2,21 / 0,691 1,86 / 0,653 2,53 / 0,781 2,44 / 0,771 2,0 / 0,632 Qo {superheated} / msuc 2,14 / 0,596 1,87 / 0,556 2,51 / 0,660 2,45 / 0,669 2,0 / 0,559 Figure 3 shows the same characteristic as in Figure 2; however, the outlet of the evaporator is controlled to be superheated. Therefore, less refrigerant circulates through the evaporator which 9th IIR Gustav Lorentzen Conference, Sydney, Australia 2010 decreases the mass entrainment ratio while the suction pressure ratio is slightly higher compared to similar test conditions with a two-phase outlet of the evaporator. evap. T. =20°C x =0.9 Mix_Chamber_1 Mix_Chamber_2 Mix_Chamber_3 Mix_Chamber_4 Mix_Chamber_5 1,4 Mass entrainment ratio [-] Suction pressure ratio [-] 1,2 1 0,8 0,6 0,4 0,2 0 high press. =90bar M-entr. ratio high press. =100bar Suc. press. ratio M-entr. ratio high press. =110bar Suc. press. ratio M-entr. ratio Suc. press. ratio Figure 2. Mass entrainment ratio and suction pressure ratio at various motive flow pressure levels. Evaporator outlet conditions: x=0.9; Heat source temperature 20°C. evap. T. =20°C superheated = 5K Mix_Chamber_1 Mix_Chamber_2 Mix_Chamber_3 Mix_Chamber_4 Mix_Chamber_5 M ass e ntrainm en t ratio [-] S u ction p ressu re ra tio [-] 1,4 1,2 1 0,8 0,6 0,4 0,2 0 high press. =90bar M-entr. ratio Suc. press. ratio high press. =100bar M-entr. ratio Suc. press. ratio high press. =110bar M-entr. ratio Suc. press. ratio Figure 3. Mass entrainment ratio and suction pressure ratio at various motive flow pressure levels. Evaporator outlet conditions: superheated. Heat source temperature 20°C. Figure 4 shows the actual pressure lift obtained in the mixing section and the total pressure lift through the entire ejector, when the outlet of the evaporator is wet (x ~0.9). Most of the pressure increase takes place in the mixing section, this somewhat surprising and could indicate diffuse shock as observed by NAKAGAWA 2009. The outlet pressure of the evaporator is applied as the base to calculate the pressure lift. 9th IIR Gustav Lorentzen Conference, Sydney, Australia 2010 evap. T. =20°C Nozzle 3 - evap._Temp._20°C; vapour_fraction_x_0.9 X=0.9 Mix_Chamber_1 Mix_Chamber_2 Mix_Chamber_3 Mix_Chamber_4 Mix_Chamber_5 9 Pressure lift mix*(1) [bar] P ressure lift diff*(2) [bar 8 7 6 5 4 3 2 1 0 high press. = 1,151170877 90bar 1,143892264 *(1)pmix_out - pevap._out *(2)pdif_out - pevap._out mix diff high press. = 100bar 1,154477173 mix diff high press. = 110bar mix diff Figure 4. Pressure lift at mixing section outlet and total pressure lift downstream of the diffuser at various motive flow pressure levels. Evap. outlet conditions: x =0.9; Heat source temperature 20°C. Since the same motive nozzle is applied during all tests, the different mixing sections perform different at similar motive flow rates. With the smallest mixing sections (M1&2) the highest pressure lifts are obtained. At 110bar motive nozzle inlet pressure the measured pressure lift is around 8 bar. When the ID of the mixing section increases by 1 mm, only a pressure lift of 5 bar was obtained. The performance of the diffuser is highest for the smallest mixing sections, since all diffuser sections do have the same exit ID (6mm). When the refrigerant mass flow rate through the evaporator is reduced, i.e. superheated, less refrigerant and no refrigerant droplets have to be accelerated with the available kinetic energy from the motive flow, this results in higher pressure lifts inside the ejector as shown in Figure 5. Close to 9 bar pressure lift were measured with the short mixing section 1. evap. T. =20°C Nozzle 3 - evap._Temp._20°C; superheated_5K superheated = 5K Mix_Chamber_1 9 Mix_Chamber_2 Mix_Chamber_3 Mix_Chamber_4 Mix_Chamber_5 Pressure lift mix*(1) [bar] Pressure lift diff*(2) [bar 8 7 6 5 4 3 2 1 0 *(1)pmix_out - pevap._out high press. = 1,151170877 90bar 1,143892264 *(2)pdif_out - pevap._out mix diff high press. = 100bar 1,154477173 mix diff high press. = 110bar mix diff Figure 5. Pressure lift at mixing section outlet and total pressure lift downstream of the diffuser at various motive flow pressure levels. Evap. outlet conditions: superheated; Heat source temp. 20°C. Due to the lower suction mass flow rate for the 90 bar superheated case for M2 (0,556 kg/min), the same pressure lift as for the 100 bar case was obtained, with a mass flow rate through the evaporator of 0,606 kg/min. As can be observed form the 100-110 bar case of mixing chamber 1 &2 in Figure 5, the pressure lift of the longer mixing chamber (M2) decreases due to friction losses at higher total refrigerant mass flow rates trough the ejector. 9th IIR Gustav Lorentzen Conference, Sydney, Australia 2010 3.2 Various heat source temperature levels The influence of the heat source temperature level to the ejector performance is shown in the flowing figures. Figure 6 shows the mass entrainment and suction pressure ratio for the non-superheated evaporator outlet case at 20, 30 and 40°C heat source temperature. The higher the evaporator pressure the higher the suction mass flow rate, as an example, for M1 (non superheated), the flow rate increased from 0,79 / 1,0 / 1,38 kg/min when the secondary fluid temperature increased from 20 / 30 / 40°C. The mass entrainment ratio rises at elevated evaporation pressures. The suction pressure ratio declines due to the larger amount of refrigerant which has to be accelerated at higher heat source temperatures. high press. =110 bar Nozzle 3 - evap._Temp._20°C; vapour_fraction_x_0.9 X=0.9 Mix_Chamber_1 Mix_Chamber_2 Mix_Chamber_3 Mix_Chamber_4 Mix_Chamber_5 Mass entrainment ratio [-] Suction pressure ratio [-] 1,4 1,2 1,0 0,8 0,6 0,4 0,2 0,0 Heat source temp1,151170877 =20°C 1,143892264 Heat source temp=30°C 1,154477173 M-entr. ratio M-entr. ratio Suc. press. ratio Heat source temp=40°C Suc. press. ratio M-entr. ratio Suc. press. ratio Evap outlet conditions Figure 6. Mass entrainment ratio and suction pressure ratio at various motive flow pressure levels. Evaporator outlet conditions: x=0.9; Motive flow / high side pressure 110 bar. When less refrigerant has to be accelerated inside the mixing chamber, slightly higher suction pressure ratios can be obtained at similar cooling capacities, as shown in Figure 7. Nozzle 3 - evap._Temp._20°C; superheat superheated = 5K Mix_Chamber_1 Mix_Chamber_2 Mix_Chamber_3 high press. =110 bar Mix_Chamber_4 Mix_Chamber_5 Mass entrainment ratio [-] Suction pressure ratio [-] 1,4 1,2 1,0 0,8 0,6 0,4 0,2 0,0 Heat source temp1,151170877 =20°C 1,143892264 Heat source temp=30°C 1,154477173 M-entr. ratio M-entr. ratio Suc. press. ratio Suc. press. ratio Heat source temp=40°C M-entr. ratio Suc. press. ratio outlet conditions Figure 7.Mass entrainment ratio and suctionEvap pressure ratio at various motive flow pressure levels. Evaporator outlet conditions: superheated; Motive flow / high side pressure 110 bar. Figure 8 shows that the total pressure lift of the ejector decreases when the evaporation pressure rises. Since the high side pressure is adjusted to 110bar, the kinetic energy decreases when the pressure ratio declines at elevated heat source temperatures. 9th IIR Gustav Lorentzen Conference, Sydney, Australia 2010 Nozzle 3 - high_pressure_110bar; vapour_fraction_x_0.9 high press. =110 bar X=0.9 Mix_Chamber_1 Mix_Chamber_2 Mix_Chamber_3 Mix_Chamber_4 Mix_Chamber_5 9 *(1)pmix_out - pevap._out *(2)pdif_out - pevap._out (2) Pressure lift diff* [bar (1) Pressure lift mix* [bar] 8 7 6 5 4 3 2 1 0 Heat source temp.=20° C 1,143892264 1,151170877 mix diff Heat source temp.=30°C 1,154477173 mix Heat source temp.=40°C mix diff diff Figure 8. Pressure lift at mixing section outlet and total pressure lift downstream of the diffuser at various glycol temperatures to the evaporator at 110 bar motive nozzle inlet pressure. Evaporator outlet conditions: x=0.9 Figure 9 indicate that it is possible to increase the pressure lift, if the evaporator outlet is controlled to a slightly superheated state. A measurement failure is the reason for the missing values for M2 at 40°C. Nozzle 3 - high_pressure_110bar; superheated_5K high press. =110 bar superheated = 5K Mix_Chamber_1 Mix_Chamber_2 Mix_Chamber_3 Mix_Chamber_4 Mix_Chamber_5 9 Pressure lift mix*(1) [bar] Pressure lift diff*(2) [bar 8 7 6 5 4 3 2 1 0 Heat source 1,151170877 temp.=20°C 1,143892264 mix diff Heat source temp.=30°C 1,154477173 mix diff Heat source temp.=40°C mix diff *(1)pmix_out - pevap._out *(2)pdif_out - pevap._out Figure 9. Pressure lift at mixing section outlet and total pressure lift downstream of the diffuser at various glycol temperatures to the evaporator at 110 bar motive nozzle inlet pressure. Evap. outlet conditions: superheated. 4. SUMMARY Experimental results are presented obtained with ejectors manufactured by SINTEF Energy Research / NTNU. The ejectors are experimentally investigated in an oil free R-744 test facility in order to focus on the ejector properties and behaviour. The ejectors performed well, especially the one with the smallest mixing section diameter (3mm) which fitted best to the current boundary conditions and the applied motive nozzle. 9th IIR Gustav Lorentzen Conference, Sydney, Australia 2010 Five different ejectors were experimentally investigated at consistent boundary conditions. The results are promising with pressure lifts close to 9 bars at low mass entrainment ratios of 0,22 and suction pressure ratios of 1,24. At an higher mass entrainment ratio of 0,56 and suction pressure ratio of 1,14 a pressure lift of 6,5 bar was achieved with the smallest mixing section. Best performances were measured with the smallest mixing section diameter (3mm) and a short nozzle with an ID of 0.9 mm. The results are very promising and show a very good COP improvement potential for R-744 transcritical process deploying an ejector, as the pressure lift for a compressor could be reduced by close to 10 bars. REFERENCES 1. Banasiak K., A. Hafner, J. Smolka. 2010. 1-D computational model of a motive nozzle for the R744 two-phase ejector, proceedings of 9th IIR Gustav Lorentzen Conference, Sydney 2010. 2. Drescher, M., A. Hafner, A. Jakobsen, P. Nekså and S. Zha, 2007. Experimental Investigation of Ejector for R-744 Transcritical Systems, proceedings of IIF/IIR ICR, Beijing, China. 3. Kairouani L., M. Elakhdar, E. Nehdi, N. Bouaziz 2009. Use of ejectors in a multievaporator refrigeration system for performance enhancement. Int. Journal of Refrigeration 32 (2009) 1173 – 1185 4. Masafumi Nakagawaa, Menandro Serrano Beranaa,b, Akinori Kishinec 2009. Supersonic two-phase flow of CO2 through converging–diverging nozzles for the ejector refrigeration cycle. Int. Journal of Refrigeration 32 (2009)1195–1202 5. Praitoon Chaiwongsa, Somchai Wongwises 2008. Experimental study on R-134a refrigeration system usinga two-phase ejector as an expansion device. Applied Thermal Engineering 28 (2008) 467–477 6. Stefan Elbel & Pega Hrnjak 2008. Experimental validation of a prototype ejector designed to reduce throttling losses encountered in transcritical R744 system operation. Int. Journal of Refrigeration 31 (2008) 411-422 7. Szabolcs Vargaa, Armando C. Oliveiraa, Bogdan Diaconub 2009. Influence of geometrical factors on steam ejector performance – A numerical assessment, Int. Journal of Refrigeration 32 (2009) 1694 – 1701. 8. Takeuchi, H., Nishijima, H., Ikemoto, T., 2004. World’s first high efficiency refrigeration cycle with two-phase ejector: ‘Ejector cycle’. In: SAE World Congress and Exhibition, Detroit, MI, USA, paper 2004-01-0916. 9. Takeuchi, H., Kume, Y., Oshitani, H., Ogata, G., 2002. Ejector cycle system. US Patent 6,438,993 B2. 10. Yinhai Zhu, Wenjian Cai ,Changyun Wenb, Yanzhong Li 2009. A Numerical investigation of geometry parameters for design of high performance ejectors. Applied Thermal Engineering 29 (2009) 898–905 11. Zah, S., A. Jakobsen, A. Hafner, & P. Nekså, 2007. Design and Parametric Investigation on Ejector for R-744 Transcritical Systems, proceedings of IIF/IIR ICR, Beijing, China. 9th IIR Gustav Lorentzen Conference, Sydney, Australia 2010