Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
Nanogenerator wikipedia , lookup
Surface tension wikipedia , lookup
Low-energy electron diffraction wikipedia , lookup
Shape-memory alloy wikipedia , lookup
Strengthening mechanisms of materials wikipedia , lookup
Work hardening wikipedia , lookup
Flux (metallurgy) wikipedia , lookup
Self-assembled monolayer wikipedia , lookup
Nanochemistry wikipedia , lookup
Energy applications of nanotechnology wikipedia , lookup
Tunable metamaterial wikipedia , lookup
Sol–gel process wikipedia , lookup
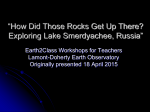
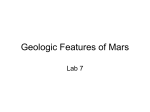
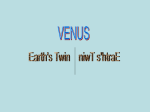
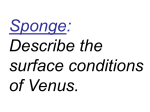
JORNADAS SAM/ CONAMET/ SIMPOSIO MATERIA 2003 08-17 INFLUENCE OF THE OXIDE LAYER IN THE EROSION OF METALS CAUSED BY ELECTRICAL PLASMA DISCHARGING I. Barrientos Cabrera a, A. Lasagnia, F. Soldera a, J. Vivas Hohlb , F. Mücklicha a Functional Materials, Saarland University, PO Box 15 11 50 D-66041, Saarbrücken, Germany [email protected] b GEMAT, Universidad Tecnológica Nacional – Unidad Académica Confluencia, Plaza Huincul, Argentina Single-discharge erosion experiments were done in pure metals samples so as in pre-oxidized samples of RuAl intermetallic compounds. The discharges were produced in air at 9 bar and room temperature using the samples as the cathode. The volume of the craters produced by the discharge were measured using White Light Interferometry and correlated with several properties of materials, in view of different models of material erosion. It was found that the quotient between the eroded volume and the spark energy correlates well with a function of the energy necessary to heat the material up to the melting point and to melt it. Moreover, it was found that the crater shape is related to the surface tension of the molten material. When the sample had an oxide layer, this was destroyed allowing the metal to contribute to the electron emission, necessary for sustaining the discharge. The form, continuity ,and thickness of the oxide layer have a strong influence on the crater shape as well as the crater dimensions. The close relationship between processing, phase properties, geometrical design and functional application requirements could be very clearly demonstrated. These investigations may be relevant for the development of high performance materials for electrode and contact applications. Keywords: oxidation, plasma erosion, electrical discharge, electrode materials 1. INTRODUCTION A spark produces an energy input into the material which increases very locally the material temperature even over the boiling point. Thus, a part of the electrode material is melted and sometimes evaporated. Three erosion mechanisms have been suggested to describe the spark erosion: the particle ejection model [1], the theory of sputtering [2] and the Llewellyn Jones equation [3]. These models are related with (1) the melting enthalpy (defined as the energy required to heat up the material from the initial temperature to the melting point plus the latent heat of melting), (2) the sublimation energy, and (3) the vaporization enthalpy (defined as the melting enthalpy plus the energy required to heat the material up to the boiling point and the latent heat of vaporization) respectively. Previous investigations [4] have shown that there is a strong relation between the melting enthalpy and the quotient “eroded volume / spark energy”. This relation is given by Eq. 1: EV 1 = α Tm SE ρ ∫ cps ( T ) dT + Lm To (1) being cps : specific heat of solid; Lm : latent heat of melting; ρ: density; Tm : melting temperature; T0 : initial temperature (298K); EV: eroded volume; SE: spark energy; α.: constant of proportionality. This together with the presence of particles of metal in the cathode surface suggested that the electrode erosion occurs following the particle ejection model proposed by Gray et al.[1]. In this erosion mechanism, first the spark produces a pool of molten material with a high plasma pressure acting on it. After the abrupt cessation of the discharge, molten metal is ejected from the pool due to the unbalanced recoil force from the material against the electrode gap. Thus a crater forms on the electrode. In applications at high temperature, like in spark plugs, the oxidation of the material contributes to the general material erosion of the electrode. Furthermore, the formation of an oxide layer in the electrode surface may influence the crater formation and the material erosion. This influence will be investigated in this paper using intermetallics compounds of RuAl with different microstructures, which present oxide layers with different morphologies [5, 6]. This will be compared with the crater formation in pure metals. 2. EXPERIMENTAL Individual sparks were done using cylindrical samples (3 mm diameter) as cathode and a spark plug with a Pt electrode as the anode. The electrode gap was 1 mm and the gap medium was air at 9 bar absolute. A description of the electrical system, so as the oscilloscope and the probes used to register the voltage and current of the spark can be found in [7]. The eroded surfaces were measured using a “Zygo New View 200 3D Imaging Surface Structure Analyzer” [8] and examined using scanning electron microscopy (SEM). The pure metals samples (W, Ir, Ru, Pt, Ni, Au, Ag, Cu, Al, Pb, and Sn) were polished with SiC paper and diamond particles down to a grain size of 0.5 µm. The RuAl samples were produced by two methods: a) casting (RuAlS): Ru and Al powders with nominal composition Ru 50 Al50 were melted under argon atmosphere in an arc oven with a cold copper plate. 738 JORNADAS SAM/ CONAMET/ SIMPOSIO MATERIA 2003 Despite the stoichiometric starting composition, the arc-melting technique does not produce single phase materials, but a two-phase microstructure with primary RuAl dendrites surrounded by an intergranular α-Ru phase. b) powder metallurgy + casting (RuAlP): Ru and Al powder (average particle size of 14 µm and 22 µm respectively) were mixed together in the relation 47,6 at. % Ru and 52,4 at. % Al. The samples were cold pressed at 990 MPa and axially hot pressed in high vacuum (10-5 mbar) in two steps: firstly at 500 °C and 264 MPa for 0,5 h and then at 700 °C and 264 MPa for 1 h. Finally they were annealed at 1600 °C for 12h in a vacuum atmosphere (10-5 mbar), which produced a single-phase structure, with a residual porosity of 1.9 %. After that they were arc-melted like in case (a) to reduce the porosity (~ 0.6 %). The RuAl intermetallics samples were pre-oxidized at 1000°C for different times (1 to 20 h). 3. RESULTS AND DISCUSSION 3.1 Crater formation in pure metals Three different types of craters can be observed from the experimental results. Because of its special topography, we have called them “normal craters”, “flat craters” and “undulated surface craters”. Normal craters (Fig. 1c and d) present a depression in the middle and an external rim. These craters are typical in Al, Sn, Pb, Cu, and some times in Pt and Ni. This structure is caused by the displacement of molten material to the outside zone. These craters also present the higher material lost. The topography of Undulated surface craters (Fig. 1a) is very different in comparison with normal craters. They present an undulated surface resulting in the lower eroded volume. They are found in W, Ir, Ru, and some times in Pt and Ni. The shape of Flat craters (Fig. 1b) is between normal and undulated craters. Its eroded volume is also between these last ones. These craters were observed in Ag, Au and in some cases in Pt and Ni. Comparing the topography of the craters with the surface tension of the metal evaluated at the melting point, it is possible to see that when the surface tension is large, the shape of the craters corresponds to the undulated surface craters. For medium values the craters are flatter (flat craters), and its eroded volume lies between “normal craters” and “undulated surface craters”. Normal craters and undulated surface craters can be also found at medium values of the surface tension. The “normal craters” are obtained for smaller values of the surface tension resulting in high eroded volume. This result is in accordance with “the particle ejection model” since it is more difficult to eject a molten particle from the molten pool if the surface tension of the metal at its melting point is considerably high. Then, the molten pool oscillates without loosing material, freezes the shape during rapid cooling, and after solidification remains as a flat undulated surface. 08-17 Figure 1. Topography of the three kinds of craters (WLI): (a) undulated surface crater in W, (b) flat crater in Ag, (c) normal crater in Cu, (d) SEM image of a crater in Cu correspondent to Fig. c. In materials with small melting enthalpy (Sn, Pb and Al), a different erosion morphology can be observed. These metals present a main big crater (like normal craters) or a large succession of overlapped craters, and surrounding them a large eroded zone with small craters [4]. This brings evidence of the movement of the spark over the material surface producing a big eroded zone. 3.2 Crater formation in RuAl The crater shape in single phase RuAl corresponds to the “normal craters”. The eroded volume was between those for Al and Ru (see Fig. 2). Since the melting enthalpy of RuAl is not known, it was not possible to evaluate it with equation (1). Also the surface tension is not know, which does not allow to correlate its value with the shape of the crater. Figure 2. Eroded volume (EV) divided by the spark energy (SE) for the different materials. Each bar represent the average of 10 sparks. 3.3 Influence of the oxide layer in the crater formation After oxidation at 1000 °C, the single phase RuAl samples (RuAlP) show the formation of a dense and 739 JORNADAS SAM/ CONAMET/ SIMPOSIO MATERIA 2003 compact oxide scale and an Al-depleted sub-layer (Fig. 3). The oxide scale is very regular and covers all the sample-surfaces. The formation of the Al-depleted layer, which is a common phenomenon also for other aluminides [9,10], is caused by the outward diffusion of Al. This more reactive element migrates outwards, driven by the large affinity for oxygen. In NiAl, the Al-depleted layer is still the β-NiAl phase. Conversely, in RuAl, this region forms a new phase, rich in Ru. 08-17 about 18 µm compared with only 2,5 µm in RuAlP [5]. The craters in pre-oxidized single phase RuAl samples show a rounded form (Fig. 5). Their diameter is about 10 µm and the depth changes with the thickness of the oxide scale. In the case of the figure, the crater is about 1,8 µm deep. Around the crater there is an elevation caused by the melting and re-solidification of the oxide. The SEM image in back scatter electrons (BS) mode shows a strong contrast between the bright crater and the dark oxide layer outside the crater. This means that the oxide layer was removed by the discharge until the metal appeared. EDX analysis showed a large enrichment in Ru, which is due to the presence of the Al-depleted layer (see Fig. 3). Figure 3. Cross section of a single phase RuAl sample, which was oxidized in air for 20 h. A dense protective Al2 O3 -scale and an Al-depleted layer are formed. Figure 4. Cross section (FIB) of a two phase RuAl sample produced by casting and oxidized at 1000 °C for 3 h. In the intergranular phase there is a strong oxidation. Samples with an intergranular α-Ru phase (RuAlS) show a strong intergranular oxidation, that penetrates deep into the material (Fig. 4). The external alumina scale covers only the RuAl-grains and remains open where the intergranular phase was present. After the oxygen penetrates in the intergranular phase through the interface, Ru oxidize forming RuO2 . At the existing high temperature and in further contact with oxygen volatile ruthenium oxides RuO3 and RuO4 are formed from RuO2 and evaporate owing to their appreciable high vapor pressure [11,12]. The Al2 O3 scale is less dense and less protective than in RuAlP samples, and therefore their growth velocity is much higher and do not show any passivation. For the same oxidation times, this scales are much thicker than in single phase samples. For example, for 100 h they are Figure 5. Crater in a preoxidized single phase RuAl sample. The oxidation time was 4 h. a) SEM secondary electrons image and SEM back scatter electrons image (small square). b) Profile along a line crossing in the middle of the crater (WLI). In the same figure it is possible to see some droplets, which are white in the BS image. This means that these droplets are made of Ru, which were melted during the discharge, ejected from the molten pool and then re-solidified. This indicates that despite the different shape of this craters compared with craters in pure metals, the crater formation mechanism is similar and follows the particle ejection model [1]. In RuAlS samples, the craters are always found in the intergranular phase (F ig. 6) and they have a very irregular form. Many small craters can be seen distributed in a large eroded region, of about 60 µm. With Finite Element Methods (FEM), the electrical field near the surface was simulated, and it was found that near the oxide peaks (see Fig. 4) there is an increase of 2,5 times in the electrical field. This 740 JORNADAS SAM/ CONAMET/ SIMPOSIO MATERIA 2003 should attract the discharge and therefore the craters are found in this regions. 08-17 material loss shows a strong increase, particularly for two phase samples, where the oxide thickness was particularly large. 4. CONCLUSIONS Figure 6. SEM image of a crater in a pre-oxidized two phase RuAl sample. The discharge impacts in the intergranular phase forming a crater with an irregular shape. The crater shape in different metals and its corresponding material loss show a strong connection with the melting enthalpy and surface tension at the melting point. This permits a classification of the crater shape in “normal craters”, “flat craters” and ”undulated surface craters”. Craters in RuAl corresponds to the normal craters, and their material loss lies between those of Al and Ru. The structure and thickness of the oxide scale in RuAl depends strongly on the previous microstructure. Single phase RuAl have a continuous Al2 O3 -scale. In two phase RuAl there is a strong intergranular oxidation, which interrupts the oxide scale. Moreover, the scale is much thicker than in single phase material. The sparks destroy in each case the oxide scale, since they need the contribution of the metallic substrate for the emission of new electrons. In this way, for thicker scales like in two phase RuAl, the craters and consequently the material loss is much larger than for thiner scales. 5. REFERENCES Figure 7. Crater depth as a function of the oxide scale thickness in pre-oxidized RuAl samples. The scales in two phase samples (produced by casting) are much thicker than in single phase samples (reactive hot press + casting). In each case, the depth of the crater is larger than the thickness of the oxide scale. The crater depth is always larger than the oxide thickness in each sample (Fig. 7). That means, the discharge destroys the oxide layer until the plasma reaches the metallic substrate. This is independent of the thickness of the layer, since it is necessary for the sustaining of the discharge, that electrons from the cathode are delivered to the plasma, contributing with the charge transport. This electrons cannot be provided by the ceramic and must be provided by the metal. This have a great consequence in the erosion resistance of the material, showing that when the thickness of the oxide scale increases, the crater size also increases. Thus the material lost will be greater for thicker oxide scales, as it is shown in Fig. 2 compared to the material lost obtained in Al, Ru and not oxidized RuAl. For short oxidation times, the material loss is comparable to that for no oxidized samples. However, for large oxidation times the [1] Gray, E. W. and Pharney, J. R.: J. Appl. Phys., 45, 1974, pp. 667-671. [2] Sigmund, P.: Phys. Rev. 184, 1969, pp. 383-416. [3] F. Lewellyn Jones, F.: Br. J. Appl. Phys., 1, 1950, pp. 60-64 [4] A. Lasagni, F. Soldera, and F. Mücklich, submitted to Z. Metallk. (2003). [5] F. Soldera, N. Iliæ, S. Brännström, I. Barrientos, H. Gobran, and F. Mücklich, Oxid. Met., 59, 2003, pp. 529-542. [6] F. Soldera, N. Iliæ, N. Manent Conesa, I. Barrientos, and F. Mücklich, submitted to Intermetalics (2003) [7] F. Soldera, F. Mücklich, T. Kaiser, and K. Hrastnik, submitted to IEEE Trans. Vehicular Technol. (2002). [8] F. Soldera, M. Sierra Rota, N. Iliæ, and F. Mücklich, Prakt. Metallog. 37, 2000, 477-486. [9] G. H. Meier, Mater. and Corros. 47, 1996, pp. 595-618. [10] H. J. Grabke, Mater. Sci. Forum 251-254, 1997, pp. 149-162. [11] H. Schäfer, A. Tebben and W. Gerhardt, Z. Anorg. Allgem. Chem., 321, 1963, pp. 41 –55. [12] A. B. Nikol´skii and A. N. Ryabov, Russ. J. Inorg. Chem., 12, 1965, 1-5. 741