Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
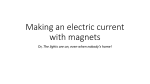
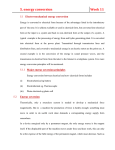
INSTITUTE OF PHYSICS PUBLISHING SUPERCONDUCTOR SCIENCE AND TECHNOLOGY Supercond. Sci. Technol. 14 (2001) 433–443 www.iop.org/Journals/su PII: S0953-2048(01)22405-1 Design, fabrication and performance of a 1.29 T Bi-2223 magnet A B Sneary1 , C M Friend2 and D P Hampshire1 1 2 University of Durham, Department of Physics, South Road, Durham DH1 3LE, UK BICC General Superconductors, Oak Road, Wrexham LL13 9XP, UK Received 16 February 2001 Abstract The design and fabrication procedure of a laboratory-scale Bi-2223 tape superconducting magnet with a bore of 40 mm and a maximum field of 1.29 T at 4.2 K is presented. The magnet comprises six resin impregnated double-wound pancakes of bore diameter 40 mm fabricated via the react-and-wind route. Critical current density (Jc ) measurements have been made as a function of magnetic field, angle and strain at 4.2 K and 77 K on short samples. In zero field, the critical current density for the superconducting cross-sectional area of the tape was 8.3 × 104 A cm−2 (4.2 K) and 1.18 × 104 A cm−2 (77 K). The electric field–current density characteristics of all the components of the coils when individually energized or with the whole magnet energized have been measured. Comparison between short sample measurements and performance of the magnet show that minimal additional damage occurred beyond the ∼20% that was produced by the bending strain during the wind-and-react fabrication procedure and the ∼10% variation of the long length Jc of the tape. Sufficient detail is provided for the non-specialist to assess both the use of potential brittle superconducting tapes for magnet technology and to construct a laboratory-scale magnet. 1. Introduction Since the discovery of Bi-based high-temperature superconducting ceramics [1, 2], an enormous effort has gone into improving the critical current density (Jc ) of these materials. In short samples, Jc of 6.9×104 A cm−2 [3] and 7.3×104 A cm−2 [4] has been achieved in zero-field at 77 K. High-field applications rely on the use of high-performance tapes of kilometre lengths. In the Bi-2223 system, this level of performance is now being realized with Jc of 1.2 × 104 A cm−2 reported over 1260 m [5], 1.8 × 104 A cm−2 over 250 m [6] and over 2 × 104 A cm−2 achieved in 1200 m [7], 1000 m [8] and 400 m [9] lengths at 77 K in self-fields. It is expected that Jc will increase yet further, perhaps by an order of magnitude [10], as our understanding of tape processing improves. The high current-carrying capacity of Bi-2223 up to 30 K [7, 11, 12] enables the production of compact cryogen-free magnet systems. Cryogen-free systems are attractive because: (i) easy operation is facilitated since no cryogen is required; (ii) cooling efficiency at 20 K is approximately five times higher than at 4 K making refrigeration more economical; (iii) thermal stability and fast magnet sweep rates are possible because the specific heat of the tapes is about two orders 0953-2048/01/070433+11$30.00 © 2001 IOP Publishing Ltd of magnitude higher at 20 K than at 4 K. Cryogen-free Bi2223 systems have been fabricated using stacked pancake coils producing fields of 7.25 T [13] and 7 T [14] at around 20 K. The high upper critical field of Bi-2223 also facilitates the production of high-field inserts. A record field of 24 T at 4.2 K [7] was achieved from a Bi-2223 insert in a 22.54 T background field, the same magnet producing 2.3 T at 4.2 K in a self-field. A magnet producing 3.2 T in a self-field and 1 T at 4.2 K in a background field of 20 T has been fabricated [5]. Inevitably the enormous effort producing large-scale Bi-2223 magnets and inserts has led to the proprietary use of materials and commercial knowledge. Increasing opportunities for fabricating laboratory-scale magnets in the 1–5 T range operating at temperatures below 30 K will follow the improvements in Jc of Bi-2223 tapes. Laboratory-scale magnets have been produced using both the ‘react-and-wind’ (R + W) and ‘wind-and-react’ (W + R) processes. Using R + W, 1 T has been generated [15] from eight R + W double-wound pancakes at 4.2 K. At 20 K, 1.1 T was achieved from 17 R + W double-wound pancakes [16]. Using W + R, a Bi-2223 coil with a 15 mm bore generated a field of 1.34 T at 4.2 K [17] and Bi-2212 inserts have produced 2.6 T in a self-field and 1.08 T in a background of 20 T at Printed in the UK 433 A B Sneary et al Table 1. The main parameters and dimensions of the Bi-2223 tapes. Material Sheath Thickness (mm) Width (mm) Number of filaments Fill factor (%) Length of tape (m) Ic of sections along tape length at 77 K, zero magnetic field (A) Tape 1 Tape 2 Bi-2223 Silver alloy Ni/Mg 0.33 3.3 37 28 120 Bi-2223 Silver alloy Ni/Mg 0.29 3.5 37 28 70 35–38 33–35 1.4 40 1.2 JC(104 A.cm-2) 30 0.8 20 0.6 IC(A) Straight thermal cycles Straight mechanical cycles Bent mechanical cycles 1.0 0.4 10 0.2 0.0 0 1 2 3 4 5 6 Number of cycles 7 8 9 0 10 Figure 1. The critical current density (Jc ) of thermally and mechanically cycled 100 mm samples of Bi-2223 tape at 77 K. The open symbols () are for thermally cycling alone. The closed symbols are for a tape that is bent (•) and Jc measured, and then straightened () and remeasured for 10 cycles. 4.2 K [18]. This paper includes an outline of the fabrication of a laboratory-scale magnet that was produced without the use of specialist equipment (e.g. coil winding machines). In section 2, Jc data for short samples of Bi-2223 tape are presented and used to assess the effects of magnetic field, strain and anisotropy. In section 3, the design and fabrication procedure for the Bi-2223 magnet system consisting of six double wound pancakes is presented. Since the design parameters of any laboratory-scale magnet are specific to the application including magnitude of field, field homogeneity, reinforcement of the structure and bore size, alternative available fabrication options are also discussed. In section 4, Jc data for the magnet and all constituent pancakes at 4.2 K and 77 K are presented. Axial field profiles of the magnet, measured using a Hall probe, are compared with calculations. The electric field–current density (E–J ) characteristics of all pancakes were measured both with each coil (i.e. double pancake) individually energized and with the magnet energized to assess the reliability of the fabrication route. In section 5, the performance of the coils and pancakes is compared with calculations which together demonstrate that the magnet presented produced a field close to short-sample performance. The discussion in section 6 considers the data presented and suggests a series of experiments required to efficiently assess the suitability of a particular tape for a particular application. In this paper, sufficient detail is included so that the non434 specialist can assess both the performance of available brittle superconducting tapes for magnet technology and then design and fabricate a R + W laboratory-scale magnet using pancake coils with equipment available in any well-founded laboratory. 2. Measurements on a short sample of a BiSCCO tape Once the basic design parameters of magnet bore size and dimensional restrictions are determined (cf section 4), the field strength of modern magnets is almost entirely determined by the performance of the superconducting wire or tape [19]. In our magnet, system restrictions include a minimum bore diameter of 40 mm, maximum outer diameter of 82 mm and use of the R+W conductor. In this section, short samples of the BiSCCO tape used to fabricate the magnet are characterized. The tapes used were 37 filament Bi-2223 alloy sheathed tape fabricated via the powder-in-tube (PIT) route with Jc of 8.3 × 104 A cm−2 (4.2 K, 0 T) across the superconducting cross section. The parameters of the two constituent tapes are presented in table 1. In Bi-2223, it is known that Jc is strongly dependent on the magnitude of the field [7, 11, 12], angle of the applied field [20–26] and strain [27–30]. Figure 1 shows the effects of thermal and mechanical cycling on the critical current density of tape 1 at 77 K and zero field using 100 mm samples. The straight sample Jc was Performance of a 1.29 T Bi-2223 magnet I (A) 40 80 120 160 200 8 15 T, 0.55% strain 15 T, 0% strain 0.1 T, 0.55% strain 0.1T, 0 % strain 0 T, 0.55% strain 0 T, 0% strain 8 6 E(µV.cm-1) 240 7 6 5 4 4 3 V(µV) 0 10 2 2 1 0 0 -1 -2 0 1 2 3 4 5 J (104 A.cm-2) 6 7 8 9 Figure 2. E–J traces for short samples of Bi-2223 tapes at 0% and 0.55% strain at 4.2 K in fields up to 15 T. measured as 1.18 × 104 A cm−2 (77 K, 0 T) using a criterion of 1.5 µV cm−1 . After 10 thermal cycles no degradation was observed in Jc within the experimental limits. In a second experiment, the sample was mechanically cycled by bending it around a 44 mm diameter (the diameter of the inner turn of the magnet) and then re-straightening. Jc was measured in each configuration (1 thermal cycle includes two Jc measurements) during 10 mechanical cycles. The first mechanical cycle produced a permanent decrease in Jc of ∼20%. Eventually the Jc degraded by ∼75% from the straight sample performance. The field dependence of Jc was measured using 30 mm samples of tape 1 at 4.2 K in fields up to 15 T. Measurements were taken on a straight sample (0% strain) and a sample bent on a 44 mm diameter (0.55% strain). Strain values quoted in this paper were calculated using ε = t/D, where t is the thickness of the superconductor (0.24 mm) and D is the bending diameter. Jc of the tape was 8.3 × 104 A cm−2 (4.2 K, 0 T, ε = 0%) and 5.82 × 104 A cm−2 (4.2 K, 0 T, ε = 0.55%). Data were taken with the field applied in two and three orthogonal directions with respect to the surface of the tape for the 0.55 and 0% strained samples, respectively. Typical E–J characteristics are presented in figure 2 for the field applied parallel to the tape surface (B parallel to a–b planes) in fields up to 15 T. At all fields the strain degrades Jc . However, all traces produce flat baselines to within the noise (200 nV peak-to-peak) suggesting that undamaged filaments of zero resistance exist within the strained sample. In figure 3, the Jc for tape 1 at 4.2 K in fields up to 15 T with field applied parallel and perpendicular to the tape surface at 0 and 0.55% strains were determined using a criterion of 1.5 µV cm−1 . Once the short sample behaviour of the conductor has been measured the optimum performance of the magnet can be calculated prior to magnet fabrication assuming that short sample performance is achieved in long lengths. These calculations are addressed in section 4. 3. Magnet fabrication 3.1. Magnet windings The choice of conductor determines whether the R + W, W + R [6, 17, 31, 32] or wind, react and tighten (WRAT) [18, 33] methods are most suitable. W + R routes have facilitated the production of pancake coils with radii ∼5 mm showing no degradation in Jc [31]. The degradation in tape performance from the more simple R + W technique due to strain on the conductor that was used in this work should be weighed against the high melting point insulation and accurate reaction conditions for the coils required in the W + R technique. We calculate that a ∼20% increase in maximum field would have occurred had a strain-free W + R technique been used. PIT tape was used in this magnet. There is a continuing effort to improve processing of PIT tapes, in which precursor powders are packed into silver alloy tubes, drawn and pressed into a tape and processed in complex thermomechanical heat-treatment schedules [5, 34–41]. Other long-length tapes include dip coating [18, 33, 42] and electrophoretic deposition [43]. The tape was wound onto Tufnol bobbins of thickness 2 mm and inner diameter 40 mm. Tufnol was chosen primarily because of its electrically insulating properties and ease of use but also due to its adequate fracture stress and similar thermal contraction to epoxy. Copper and other metallic based materials have been used with the advantages of higher thermal conductivity and high strength which can be important in large magnets [7, 15, 16]. Ceramic formers are used in W + R magnets due to their refractory properties [6, 32]. The bobbins were covered by a single layer of glass fibre tape and placed on a polytrifluorochloroethylene (PTFE) mount as shown in figure 4(a). Each coil contained two oppositely wound pancakes joined together at the bottom turn using Bi-2223 strips. The tape was wound into anchor points in the Tufnol bobbin and soldered across the short orthogonal tapes that provided electrical connections between 435 A B Sneary et al 9 B // surface, perp I, 0% strain B // surface, // I, 0% strain B perp surface, perp I, 0% strain B // surface, 0.55% strain B perp surface, 0.55% strain 8 200 6 160 5 4 120 3 IC(A) JC (104 A.cm-2) 7 240 80 2 40 1 0 0 5 10 0 15 B (T) Figure 3. The critical current density as a function of magnetic field for a short sample of Bi-2223 tape 1 at 0% and 0.55% strain with field aligned parallel and perpendicular to the tape surface. All data taken at 4.2 K. Figure 4. (a) The experimental arrangement for winding the tape and insulation onto the Tufnol bobbin. (b) The PTFE components used during the vacuum resin impregnation. the two pancakes. The superconducting tape was co-wound with non-adhesive polyimide (Kapton) tape of thickness ∼60 µm to provide turn-to-turn insulation. The insulation was tensioned during winding to maximize the radial packing factor although the superconductor was not tensioned in order to minimize damage. Polyimide is usually selected since it is an insulating material available in thin tape form (∼60 µm) which has a high (short period) melting point of 310 ◦ C and reasonable strength (for winding under tension) [7, 14, 16, 44]. 436 Alternatives include Mylar, braid or a varnish coating for R + W [45, 46] and alumina based slurries for W + R coils [6, 17, 31, 32, 47, 48]. One polyimide sheet was inserted to provide pancake–pancake insulation. After the first pancake was wound, the superconducting spool was turned round and repositioned so that the strain was minimized (i.e. the tape was not straightened) while winding the second pancake. Finally a Bi-2223 current lead was soldered to the outer turn of each pancake and copper voltage taps were soldered onto the inner and outer turns of each pancake to facilitate diagnostic measurements on all sections of the coil. Six double-wound pancake coils were fabricated. The parameters of each coil are presented in table 2. The windings of a superconducting magnet system must be completely impregnated by insulating material which ensures that the turns do not move when the magnet is energized. Such movement can quench the magnet and damage the brittle conductor. Ideally the impregnant should have a high fracture stress at operating temperature, have similar thermal contraction properties to the superconductor and be adhesive to the turns. Standard choices are wax (often preferred for small coils which are seldom thermally cycled) and resin (Araldite or Stycast) [46, 49]. The thermal and mechanical properties vary for different resin systems but for small magnets the ease of use and pot-life are primary considerations [50–54]. To key the resin to the bobbins, dove tail slots were incorporated into the bobbin (cf figure 4). For the magnet presented here, a Ciba-Geigy resin system CY1300 (resin), HY906 (hardener) and DY073 (accelerator) mixed in the ratio 100:80:2 by weight respectively was used. During impregnation the coils and resin were held in the PTFE parts which constitute the mould shown in figure 4(b). PTFE was used because of its non-stick properties. The resin was degassed for 12 h at 50 ◦ C. The coil was then impregnated with resin under vacuum at 50 ◦ C. On completion of impregnation, the system was let up to atmospheric pressure to drive the resin into the turns. The temperature was then increased to 80 ◦ C and held for 16 h before curing at 120 ◦ C for 8 h. A minimum volume of resin was used to avoid any resin-rich areas that are Performance of a 1.29 T Bi-2223 magnet Table 2. The main parameters of the constituent coils of the Bi-2223 magnet. Coil 1 (top) Coil 2 Coil 3 Pancake lower upper whole lower upper whole lower upper whole Tape Height (mm) Number of turns Length of tape (m) Packing factor (%) 1 — 43 8.51 — 1 — 41 8.11 — — 1 — 43 8.51 — 1 — 43 8.51 — — 8.0 86 17.02 69.6 1 — 43 8.51 — 2 — 50 9.90 — — 8.5 93 18.41 65.8 8.5 84 16.62 64.0 Coil 4 Coil 5 Coil 6 (bottom) Pancake lower upper whole lower upper whole lower upper whole Tape Height (mm) Number of turns Length of tape (m) Packing factor (%) 2 — 50 9.90 — 2 — 50 9.90 — — 8.5 100 17.80 66.0 1 — 43 8.51 — 1 — 43 8.51 — — 8.5 86 17.02 65.5 1 — 43 8.51 — 1 — 39 7.72 — — 9.5 82 16.23 55.9 Table 3. Mechanical properties of the constituent materials of the Bi-2223 magnet. Thermal contraction at 4.2 K (%) Yield/fracture stress (MPa) a b Epoxy resin [46] Tufnol (Carp)a Polyimide [70] Bi-2223/Ag [59] 1.1 0.57 0.9 0.25 140 105b 155 — Manufacturer’s specification. Room temperature. particularly liable to crack during thermal cycling. The coil was removed from the PTFE mould after curing. In a solenoid the Lorentz forces act to compress the magnet axially and explode it radially. These forces act to deform the constituent materials which will modify Jc and can, if excessive, lead to catastrophic failure. Formulae for calculating stresses in magnets are well established [46]. If the fracture stress of any of the constituent materials is exceeded [55], reinforcement should be included such as cowinding thin stainless-steel tapes with the superconductor [7, 14, 17, 44, 56, 57], reinforcing sections of the magnet [58] or having a support structure around the outside of the magnet [46, 58]. Fibre reinforced plastic (FRP) sheets are frequently used to insulate and reinforce the magnet in the axial direction [6, 7, 44]. Estimates of the maximum stress produced in our magnet are around 150 kPa, which is much less than typical fracture/yield stresses of the constituent materials (listed in table 3). Typically no additional reinforcement is required for properly impregnated laboratory-scale magnets. Coils were stacked and glued together to form the magnet using the Ciba-Geigy room-temperature curing system CY1300 (resin) and HY1300 (hardener) mixed in the ratio 3:1 by weight. Joints between the coils were made by soft soldering Bi-2223 tape connections. Although sophisticated jointing techniques have been developed, this is rarely necessary in small magnet systems [32, 49]. The magnet was supported between two non-magnetic stainless-steel plates (brass is equally good) using four support rods. A top plate was connected above the top support plate with 24 voltage terminals, to allow the voltage across any pancake to be measured. Current access to all coils was also provided via Table 4. Dimensions and characteristic properties of the Bi-2223 magnet. Bore (mm) Magnet winding I/D (mm) Magnet winding O/D (mm) Magnet height (mm) Number of double pancakes Length of Bi-2223 tape (m) Magnet packing factor (%) Central bore field constant (mT A−1 ) Maximum field constant (mT A−1 ) 40 44 82 57.5 6 103.1 58 8.18 8.85 seven current terminals on the top plate electrically connected to the coils with Bi-2223 tape which allowed any coil to be individually energized as well as the entire magnet. The dimensions of the Bi-2223 magnet are presented in table 4 and a photo shown in figure 5. 3.2. External components Copper current leads were used from the top of the cryostat to the magnet current terminals. The large heat leak to the system due to the copper leads was considered acceptable during the eight day testing period. Optimized permanent current leads are typically fabricated from tubes of brass with a current density × length product of 1.5 × 106 A m−1 for operating at 4.2 K and 6 × 106 A m−1 at 77 K [46, 59, 60]. Quench protection is an essential component in large superconducting magnets because of the large potential energy stored when energized (∼1–10 MJ). Critical parameters include the maximum temperature (θMAX ) and the maximum 437 A B Sneary et al Figure 5. Photo of Bi-2223 magnet. voltage (VMAX ) together with the characteristic decay time for the current decay following a quench. A maximum temperature of 100 K is normally considered safe enough to ensure that the local expansion in the region of the (hot) quench does not damage the windings, although 500 K can be tolerated in some systems without mechanical damage or the insulation or resin melting. The breakdown voltage for polyimide is 120 kV mm−1 and for polymer resins is typically tens of kV mm−1 . The basic approach to protecting a large magnet if θMAX or VMAX are too large is to subdivide the magnet. Choices include active and passive systems either within or outside the cryostat [46, 61]. Basic calculations suggest that no sub-division (and protection) is required if the magnet, as is the case here, consists of less than 2 km of wire or tape [19]. The inclusion of iron pole pieces [62, 63] or copper coils [64] has been shown to reduce the magnitude of the radial field component in the outer coils and therefore increase the field produced by the magnet. This approach is only applicable for low field systems where the iron does not saturate. It has been suggested that the maximum radial component may be reduced by ∼40% [63]. Calculations suggest that such a reduction may have produced up to ∼15% increase in maximum field. 4. Performance of coils and magnet After each coil was fabricated, it was tested at 77 K to identify any damage or electrical problems. The Ic values obtained after initial cool-down using the 1.5 µV cm−1 criterion are presented in table 5. There is relatively large variation from coil to coil, primarily because the number of turns and geometry of the coils are not the same. In addition, after the first pancake of a coil is tested, subsequent measurements on the second pancake and joints are affected by a remnant field and possibly because the coil had not cooled back to 77 K. However, since these ‘quality control’ experiments showed that there was no evidence of significant damage, all coils were stacked to form the magnet. E–J measurements were taken for each coil when individually energized (to identify any damaged pancakes) at 438 4.2 K and 77 K (not shown), with the whole magnet energized and with the magnet energized in a background field at 4.2 K and 77 K. The background field of 296 mT at 4.2 K and 40 mT at 77 K was provided using a large bore Bi-2223 system which has been previously reported [65]. Comparing the Ic values for any pairs of pancakes in a given coil when individually energized, one finds that for tape 1 the variation in Ic is ∼7% and for tape 2 it is ∼5%. These variations are consistent with long-length variations in Ic in the original tape of up to ∼10%. The E–J characteristics obtained from coil 1 individually energized at 4.2 K and its component pancakes are presented in figure 6 and for coil 5 with the whole magnet energized at 4.2 in figure 7. In both cases the baselines are flat (consistent with the short sample data in figure 2), the superconducting joint resistance remains low for I < Ic and the E–J characteristics of the whole coil is the sum of the pancakes and connecting joint. When the whole magnet is energized, the top and bottom coils exhibit the lowest Ic at both 4.2 (90 and 92 A) and 77 K (12.6 and 11.7 A), consistent with other work in the literature [64–66]. Typical joint resistances between pancakes are below 2 µ at 100 A at 4.2 K. The Ic of the magnet in a self-field was measured to be 104 A at 4.2 K and 12.8 A at 77 K. The axial field profile along the central bore axis was measured using a Hall probe at room temperature with the magnet energized at 1.0 A. The field profile within the magnet was calculated to high precision by taking into account the precise number of turns on each pancake, the packing factor and the position and geometry of each pancake [67]. In figure 8, the excellent agreement found between the calculated and measured profiles provides evidence that there are no shortcircuited turns within the magnet. The measured maximum field constants of 8.18 mT A−1 at 4.2 K and 8.20 mT A−1 at room temperature agree to better than 1% with the calculated value of 8.11 mT A−1 . The axial field is homogeneous to ∼1.5% over 1 cm about the centre. The optimum shape for small magnets is a (well documented) compromise between the magnitude of the field produced, the homogeneity of the magnetic field profile and the length of conductor [46]. A coil that has a minimum weight of wire for a given field will produce a homogeneity of ∼1 part Performance of a 1.29 T Bi-2223 magnet Table 5. Ic test results of all constituent pancakes and coils of the Bi-2223 magnet at 4.2 and 77 K. At 77 K, each coil was individually energized and tested before stacking whereas at 4.2 K the equivalent measurement was taken after stacking. The electric field criterion used for Ic was 1.5 µV cm−1 . Coil 1 (top) Pancake 4.2 K Ic for individually energized coils (A) n-index Ic for magnet energized (A) Ic for whole magnet energized in 296 mT background field (A) 77 K Ic for individually energized coils (A) n-index Ic for whole magnet energized (A) Ic for whole magnet energized in 296 mT background field (A) Coil 2 lower upper whole lower upper whole lower upper whole 115 14.7 99 123 20.0 90 124 — 95 120 16.7 112 127 16.7 110 127 — 111 115 16.1 — 103 14.9 110 111 — 114 96 88 95 109 109 109 119 106 113 18.3 9.7 13.5 14.9 9.0 12.6 15.8 8.6 13.3 20.1 10.5 16.0 16.4 10.2 15.2 17.2 9.2 15.8 19.1 10.5 17.9 13.7 10.3 15.7 14.8 9.8 16.5 12.7 12.2 12.6 15.3 14.6 14.8 16.7 14.9 15.4 Coil 4 Pancake 4.2 K Ic for individually energized coils (A) n-index Ic for magnet energized (A) Ic for whole magnet energized in 296 mT background field (A) 77 K Ic for individually energized coils (A) n-index Ic for whole magnet energized (A) Ic for magnet energized in 40 mT background field (A) Coil 3 Coil 5 Coil 6 (bottom) lower upper whole lower upper whole lower upper whole 104 15.2 107 108 17.3 117 105 — 110 130 16.3 107 128 15.9 115 130 — 111 123 15.1 92 120 15.3 100 — — 94 107 117 112 108 115 109 88 97 95 17.7 11.5 15.3 14.7 11.3 17.6 15.3 10.9 15.8 19.2 10.3 14.7 16.0 10.3 16.1 16.9 9.6 15.9 17.5 9.8 11.7 15.3 9.1 14.0 16.0 9.1 12.5 14.6 16.3 15.0 14.0 15.5 14.7 11.3 13.0 12.1 I (A) 0 40 60 80 100 120 Inner pancake Whole coil Outer pancake Joint Inner pancake Ic criterion Outer pancake Ic criterion 2 V (mV) 20 1 0 0 1 2 3 4 4 -2 J (10 A.cm ) Figure 6. Electric field–current density characteristics of the components of coil 1 with the coil individually energized at 4.2 K. in 103 over a 1 cm diameter sphere volume. For higher homogeneity up to 1 part in 105 , notch, compensation or shim coils may be added [19, 68]. The maximum magnet constant for our magnet is calculated as 8.85 mT A−1 , positioned on the inner winding at 2 mm above the centre. This maximum is offset from the centre due to the asymmetry of the number of turns. The maximum current passed through the magnet in a self-field was 146 A at 4.2 K, limited by a 10 V power 439 A B Sneary et al I (A) 0 2.0 20 40 60 80 100 120 Inner pancake Whole coil Outer pancake Joint Ic criterion for pancakes 1.0 1 V(mV) E (µV.cm-1) 1.5 0.5 0.0 0 -0.5 0 1 2 4 3 4 -2 J (10 A.cm ) Figure 7. Electric field–current density characteristics of the components of coil 5 with the whole magnet energized at 4.2 K. 9 Measured field Calculated field Field constant (mT.A-1) 8 7 6 5 4 Bottom -30 Top -20 -10 0 10 20 Distance from centre of magnet (mm) 30 Figure 8. Comparison between measured and calculated axial field profiles within the Bi-2223 magnet. supply, corresponding to a maximum bore field of 1.19 T and a maximum magnet field on the turns of 1.29 T. In a background field at 4.2 K the maximum measured bore field was 1.470 T (including 296 mT contribution from the large bore magnet). 5. Calculations of magnet performance The Ic of any turn in any pancake is determined by the local angle and magnitude of the magnetic field and the local strain state. The magnitude and direction of field throughout the magnet has been calculated using standard formulae. The field profile of the magnet was generated using the precise dimensions of each coil. The geometry and number of turns of coil 2 were used in calculations for the individually energized coils. The strain state was calculated from the bending radius. 440 It is a very large experimental task to determine the magnetic field, temperature and strain dependence of Jc for a short sample throughout the superconducting phase. To approximate the functional form of Jc over the required range, we have chosen to linearly interpolate the variable magnetic field Jc data in figure 3 obtained at two different orientations of the field and two different strains. Comparison with the literature shows that these interpolations give a reasonable first approximation to the observed Bi-2223 Jc dependence on strain [27–30] and angle [20–26] as discussed in section 6. The positions of the turns with the lowest Ic (i.e. the performance limiting turn) were identified at r = 36 mm (105 A) for the individually energized coils and on the top and bottom pancake at r = 38 mm (94 A) for the fully energized magnet. The Jc dependences and corresponding Performance of a 1.29 T Bi-2223 magnet 8 240 Predicted Jc(B) for magnet at r = 38 mm Magnet load line Predicted Jc(B) for coil at r = 36 mm Coil load line 7 200 160 5 4 120 IC(A) JC (104 A.cm-2) 6 Ic = 105 A 3 80 Ic = 94 A 2 40 1 0 0.0 0.1 0.2 0.3 0.4 0.5 B (T) 0.6 0.7 0.8 0.9 0 1.0 Figure 9. The field dependence of the critical current density calculated for the turn at r = 36 mm in an individually energized coil and for the turn at r = 38 mm on the outermost pancake with the magnet energized. The associated load lines are also shown. 70 60 0.9 50 0.8 40 0.7 30 20 Normalized Ic Normalized field Angle 0.6 10 0.5 Bore Outer turn 0.4 0.30 0.35 0.40 0.45 0.50 Angle between field and c-axis (o) Normalized Ic (Ic/Icmax) and B(B/Bmax) 1.0 0 0.55 Strain (%) Figure 10. The change in the normalized critical current (•), normalized magnetic field ( ) and angle of field () from the c-axis as a function of strain for turns across the outermost pancake with the magnet energized. Ic is normalized to the value of the outer turn and the field is normalized to the field experienced by the inner turn. load lines for the performance limiting turns are presented in figure 9. The change in the normalized current density within the top pancake when the magnet is energized is presented in figure 10 where calculations for Jc were made at 2 mm intervals radially along the pancake. The changes in magnitude and direction of the field experienced by the turns are presented in the same figure. On moving radially outwards from the bore the magnitude of the field decreases by 50%, the strain decreases by 45% and the angle of the field becomes more closely aligned with the c-axis of the tape by 60◦ . The combined effect of these factors results in only a 10% variation in Ic across the pancake. The calculated Ic of the top pancake is 94 A. Above 94 A, heat will start to be generated locally. An average value of calculated using a length Ic (av) for the pancakes has also been average defined by Ic (av) = Ic l/ l where l is a length of tape with a particular Ic . For an individually energized coil, Ic (av) is 115 A and 101 A across the top coil with the magnet energized. The measured Ic values of 90 and 92 A for the top and bottom pancakes with the magnet energized (cf table 5) are in good agreement with the calculated value of 94 A. The performance of the magnet has also been calculated assuming a W + R approach. Necessarily, there is no degradation in the tape performance due to strain. In the case of the individually energized coil, the performance limiting turn is positioned at r = 36 mm with an Ic value of 133 A. With the magnet energized, the performance limiting turn is positioned at r = 38 mm on the outermost pancake with an Ic of 117 A. Hence the maximum field could be increased by ∼20%. 6. Discussion We estimate the uncertainty in the predicted Jc due to the anisotropy and field interpolation to be less than ∼5% given 441 A B Sneary et al that the field at the performance limiting turn is aligned with the c-axis to ∼5◦ (cf figure 10). The interpolation to determine the strain dependence of Jc within the magnet is more complex. Our experience measuring the strain dependence of Jc in brittle Bi-2223 tapes is that there is considerable statistical variation in short sample measurements [69], probably because of the variation in porosity of the tapes along their length [10]. It is therefore difficult to obtain variable strain short sample data that are representative of long lengths. Nevertheless, in light of the ∼10% variation in Ic over long lengths in the tapes and the ∼20% degradation in Ic due to strain intrinsic to the R + W technique, there is very good agreement between the calculations and the final magnet performance. We conclude that a reliable fabrication process has been developed for laboratory-scale magnets which produces minimal additional damage due to handling. We suggest fabrication of a laboratory-scale magnet as follows; measure Jc of the tape as a function of field with the field applied parallel and orthogonal to the tape surface in the unstrained state and at the strain state equal to that on the bore of the proposed magnet; measure Jc after many thermal cycles to ensure no degradation occurs; calculate the performance of the proposed magnet; if necessary a third interpolation point can be obtained on a short sample as a function of the field at the strain state and orientation of the magnetic field for the turn with the lowest Ic , and the expected performance of the magnet double-checked; construct the coils; test the coils in a self-field at 77 K and replace any damaged ones; finally stack the coils to form the magnet. 7. Conclusions In this paper, the design and fabrication of a 1.29 T laboratorysized Bi-2223 magnet operating at 4.2 K has been described. The magnet was fabricated from six resin impregnated doublewound pancakes of inner diameter 40 mm wound via the R+W route using Bi-2223/Ag tape with critical current density 8.3 × 104 A cm−2 (4.2 K, 0 T). Design considerations actually used and other possible options in fabricating a similar-sized magnet with different operational requirements or restrictions have been discussed. The measured performance of the magnet and all constituent coils has been compared with calculated values obtained using field profile calculations and short sample Jc data. Good agreement between calculation and experiment has been found which shows that the top and bottom pancakes limit the performance of the magnet. The performance of the magnet is reduced by ∼20% due to the strain on the superconductor produced during the R + W technique. We conclude that a reliable fabrication technique has been described for the non-specialist to produce a R + W hightemperature superconducting laboratory-scale magnet. Acknowledgments The authors wish to thank H Jones and P Richens in the Magnet Group at Oxford University for their help and advice on coil winding, R Prowse for technical support winding the magnets at BICC General, G Teasdale and P Armstrong for fabrication of the magnet component parts, and P Russell and V Greener 442 in help producing figures 4 and 5. This work was supported by EPSRC and BICC General. References [1] Bednorz J and Muller K 1986 Z. Phys. B 64 189–93 [2] Wu M, Ashburn J, Torng C, Hor P, Meng R, Gao L, Huang Z, Wang Y and Chu C 1987 Phys. Rev. Lett. 58 908–10 [3] Li Q, Brodersen K, Hjuler H and Freltoft T 1993 Physica C 217 360–6 [4] Malozemoff A et al 1999 IEEE Trans. Appl. Supercond. 9 2469–74 [5] Balachandran U, Iyer A, Jammy R, Chudzik M, Lelovic M, Krishnaraj P, Eror N and Haldar P 1997 IEEE Trans. Appl. Supercond. 7 2207–10 [6] Zeng R, Lui H, Beales T and Dou S 1999 IEEE Trans. Appl. Supercond. 9 2605–8 [7] Ohkura K, Sato K, Ueyama M, Fujikami J and Iwasa Y 1995 Appl. Phys. Lett. 67 1923–5 [8] Kaneko T, Hikata T U M, Mikumo A, Ayai N, Kobayashi S, Saga N, Hayashi K, Ohmatsu K and Sato K 1999 IEEE Trans. Appl. Supercond. 9 2465–8 [9] Leghissa M, Fischer B, Roas B, Jenovelis A, Wiezoreck J, Kautz S, Neumuller H, Reimann C, Nanke R and Muller P 1997 IEEE Trans. Appl. Supercond. 7 355–8 [10] Larbalestier D and Lee P 1999 Proc. 1999 Particle Accelerator Conf. pp 177–81 [11] Sneary A, Friend C, Vallier J and Hampshire D 1999 IEEE Trans. Appl. Supercond. 9 2585–8 [12] Sato K, Hikata T and Iwasa Y 1990 Appl. Phys. Lett. 57 1928–9 [13] Snitchler G, Kaksi S, Manlief M, Schwall R, Sid-Yekhlef A, Ige S, Medeiros R, Francavilla T and Gubser D 1999 IEEE Trans. Appl. Supercond. 9 553–8 [14] Sato K, Kato T, Ohkura K, Kobayashi S, Fujino K, Ohmatsu K and Hayashi K 2000 Supercond. Sci. Technol. 13 18–22 [15] Zeng R, Zhou Y, Hua P, Fu X, Ye B, Zhou M, Yuan G, Lui H and Dou S 1998 Supercond. Sci. Technol. 11 535–9 [16] Kumakura H, Kitaguchi H, Togano K, Wada H, Ohkura K, Ueyama M, Hayashi K and Sato K 1998 Cryogenics 38 639–43 [17] Verges P, Fischer K, Hutten A and Fuchs G 1998 Cryogenics 38 607–11 [18] Tomita N, Arai M, Yanagisawa E, Morimoto T, Kitaguchi H, Kumakura H, Togano K and Nomura K 1996 Cryogenics 36 485–90 [19] Kerley N 1998 Handbook of Applied Superconductivity; Vol. 2 ed B Seeber (Bristol: IOP Publishing) pp 1067–89 [20] Rabara M, Takeuchi T and Miya K 1999 Physica C 313 213–18 [21] Oota A and Tanaka M 1996 Physica C 268 295–9 [22] Fuller-Mora W 1996 Phys. Rev. B 54 11 977–80 [23] Han G, Han H, Wang Z, Wang S, Wang F, Yuan W and Chen J 1994 Cryogenics 34 613–16 [24] Hensel B, Grivel J, Jeremie A, Lerin A, Pollini A and Flukiger R 1993 Physica C 205 329–37 [25] Hu Q, Weber H, Lui H, Dou S and Neumuller H 1995 Physica C 252 211–20 [26] Kovak P, Husek I, Rosova A and Pachla W 1999 Physica C 312 179–90 [27] Ekin J, Finnemore D, Li Q, Tenbrink J and Carter W 1992 Appl. Phys. Lett. 61 858–60 [28] Polak M, Parrell J, Polyanskii A, Pashitski A and Larbalestier D 1997 Appl. Phys. Lett. 70 1034–6 [29] Suenga M, Fukumoto Y, Haldar P, Thurston T and Wildgruber U 1995 Appl. Phys. Lett. 67 3025–7 [30] Huang Y, ten Haken B and ten Kate H 1999 IEEE Trans. Appl. Supercond. 9 2702–5 [31] Kovac P, Cesnak L, Melisek T, Husek I, Bukva P, Pitel J, Kopera L, Pachla W and Bucholtz W 1999 Supercond. Sci. Technol. 12 507–13 Performance of a 1.29 T Bi-2223 magnet [32] Vo N 1998 J. Magn. Magn. Mater. 188 145–52 [33] Newson M, Ryan D, Wilson M and Jones H 2000 IEEE Trans. Appl. Supercond. 10 468–71 [34] Hellstrom E 1995 High-temperature Superconducting Materials Science and Engineering ed D Shi (New York: Elsevier) pp 383–440 [35] Dou S and Liu H 1993 Supercond. Sci. Technol. 6 297–314 [36] Flukiger R, Graf T, Decroux M, Groth C and Yamada Y 1991 IEEE Trans. Appl. Supercond. 27 1258–63 [37] Grasso G, Jeremie A and Flukiger R 1995 Supercond. Sci. Technol. 8 827–32 [38] Marti F, Grasso G, Grivel J-C and Flukiger R 1998 Supercond. Sci. Technol. 11 485–95 [39] Zeng R, Beales T, Lui H and Dou S 1998 Supercond. Sci. Technol. 11 299–303 [40] Han Z, Skov-Hansen P and Freltoft T 1997 Supercond. Sci. Technol. 10 371–87 [41] Vo N, Willis J, Peterson D, Liu H and Dou S 1998 Physica C 299 315–26 [42] Picard J et al 1999 IEEE Trans. Appl. Supercond. 9 535–40 [43] Yang M, Goringe M, Grovenor C, Jenkins R and Jones H 1994 Supercond. Sci. Technol. 7 378–88 [44] Ohmatsu K, Hahakura S, Kato T, Fujino T, Ohkura K and Sato K 1999 IEEE Trans. Appl. Supercond. 9 924–7 [45] Tupper M, Fabian P and Beavers F 2000 IEEE Trans. Appl. Supercond. 10 1350–3 [46] Wilson M 1998 Superconducting Magnets (New York: Oxford University Press) [47] Celic E, Mutlu I, Avci E and Hascicek Y 2000 IEEE Trans. Appl. Supercond. 10 1329–32 [48] Celic E, Mutlu I and Hascicek Y 2000 IEEE Trans. Appl. Supercond. 10 1341–4 [49] Collings E 1986 Applied Superconductivity, Metallurgy and Physics of Titanium Alloys vol 2 (New York: Plenum) [50] Evans D and Morgan J 1986 Cryogenic Engineering ed B Hands (London: Academic) pp 271–92 [51] Lee H and Neville K 1982 Handbook of Epoxy Resins (New York: McGraw-Hill) [52] Baldan C, Shigue C and Filho E 2000 IEEE Trans. Appl. Supercond. 10 1347–9 [53] Jones H and Hickman A 2000 IEEE Trans. Appl. Supercond. 10 1345–6 [54] Brennan A, Miller T, Arnold J, Huang K, Gephart N and Markewicz W 1995 Cryogenics 35 783–5 [55] Hands B 1986 Cryogenic Engineering ed B Hands (London: Academic) pp 241–70 [56] Sakuraba J, Mikami Y, Watazawa K, Watanabe K and Awaji S 2000 Supercond. Sci. Technol. 13 12–17 [57] Kitaguchi H, Kumakura H, Togano K, Okada M, Tanaka K and Sato J 1998 Cryogenics 38 181–6 [58] Jones H, Van Cleemput M, Hickman A, Ryan D and Saleh P 1998 Physica B 246–247 337–40 [59] Keys S and Hampshire D 2001 Handbook of Applied Superconductivity (Bristol: IOP Publishing) to be published [60] Herrmann P 1998 Handbook of Applied Superconductivity; Vol. 1 ed B Seeber (Bristol: IOP Publishing) pp 801–43 [61] Meb K 1998 Handbook of Applied Superconductivity; Vol. 1 ed B Seeber (Bristol: IOP Publishing) pp 527–55 [62] Selvaggi J, Mathewson W, Laughman R, Francavilla T, Gubser D and Miller M 1996 Cryogenics 36 555–8 [63] Fabbricatore P, Priano C, Testa M, Musenich R, Kovac P, Martone A, Petrillo E and Ariante M 1998 Supercond. Sci. Technol. 11 304–10 [64] Pitel J and Kovac P 1997 Supercond. Sci. Technol. 10 847–52 [65] Sneary A, Friend C, Richens P, Jones H and Hampshire D 1999 IEEE Trans. Appl. Supercond. 9 936–9 [66] Daumling M and Flukiger R 1995 Cryogenics 35 867–70 [67] Montgomery D 1969 Solenoid Magnet Design (New York: Wiley) [68] Tschopp W and Laukien D 1998 Handbook of Applied Superconductivity; Vol 2 ed B Seeber (London: IOP) p 1191–212 [69] Hamid H and Hampshire D 1998 Cryogenics 38 1007–15 [70] Gerhold J 1998 Handbook of Applied Superconductivity; Vol. 1 ed B Seeber (Bristol: IOP Publishing) pp 1121–37 443