Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
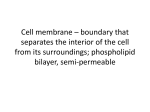
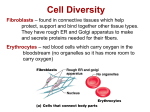
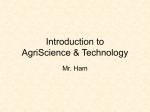
Communication Continuous Production of Flexible Fibers from Transgenically Produced Honeybee Silk Proteinsa Jacinta Poole, Jeffrey S. Church, Andrea L. Woodhead, Mickey G. Huson, Alagacone Sriskantha, Ilias L. Kyratzis, Tara D. Sutherland* Flexible and solvent stable fibers are produced after concentrated recombinant honeybee protein solutions are extruded into a methanol bath, dried, drawn in aqueous methanol, then covalently cross-linked using dry heat. Proteins in solution are predominantly coiled coil. Significant levels of non-orientated -sheets form during drying or after coagulation in aqueous methanol. Drawing generally aligns the coiled coil component parallel with the fibre axis and -sheet component perpendicular to the fiber axis. The fibres are readily handled, stable in the strong protein denaturants, urea and guanidinium, and suitable for a range of applications such as weaving and knitting. 1. Introduction There is growing interest in the use of structural proteins as polymers for materials production. Proteins fold, assemble into higher order structure, and interact with their environment according to information that is contained within their amino acid sequence. In principle, biotechnologists can modify a protein’s native amino acid sequence to include ‘‘non-native’’ information and thus add specific functionality desired by materials scientists. The potential J. Poole, Dr. I. L. Kyratzis CSIRO Materials Science and Engineering, Bayview Avenue, Clayton VIC 3169, Australia Dr. J. S. Church, A. L. Woodhead, Dr. M. G. Huson CSIRO Materials Science and Engineering, Waurn Ponds VIC 3216, Australia Dr. A. Sriskantha, Dr. T. D. Sutherland CSIRO Ecosystem Sciences, Clunies Ross Street, Acton ACT 2601, Australia E-mail: [email protected] a Supporting Information is available from the Wiley Online Library or from the author. Macromol. Biosci. 2013, 13, 1321–1326 ß 2013 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim to have information within a polymer as well as within the materials fabrication process, makes structural proteins ideal templates for the development of advanced materials. However, despite their promise, proteins are underrepresented in materials science mainly because biomimetic versions are difficult to produce. The recently characterized silk of honeybees (Figure 1A) is made of proteins well-suited to material development.[1] Recombinant silk proteins, that readily refold to adopt their native coiled coil structure in solution[2] and in solid materials,[3] can be produced on a large scale in transgenic systems.[4] The silk protein structure is not reliant on amino acid identity, as exemplified by the extreme sequence diversity observed in homologous bee and ant silk proteins,[1] and hence is ideally suited to accommodate ‘‘non-native’’ sequences. In this paper, we describe production of selfassembled recombinant honeybee silk proteins and their use in an industrial-type process for the continuous fabrication of flexible fibers (Figure 1B,C). Using Raman spectroscopy, we describe changes in the molecular structural and orientation of the proteins through the fiber wileyonlinelibrary.com DOI: 10.1002/mabi.201300231 1321 J. Poole et al. www.mbs-journal.de Figure 1. Coiled coil silks: A) Native honeybee silk (pale material indicated with arrow) and wax covering larval brood cells; in one cell a young honeybee is emerging and another is empty after the young bee has departed; B) recombinant honeybee silk knitted into a tube; C) recombinant honeybee silk woven into a sheet. fabrication process. The ability to recombinantly generate honeybee silk proteins suitable for industrial scale fabrication of materials makes these proteins of considerable interest as templates for a range of industrial and medical materials. 2. Experimental Section 2.1. Fiber Production The AmelF3 (NCBI accession no: NP_001129680) honeybee silk protein was expressed by fermentation as previously described.[4] Between 1 and 10 mL of concentrated protein solutions (around 10% protein) were extruded through a stainless steel 27 gauge needle with an internal diameter of 220 mm (Terumo) into a 2 m long coagulation bath containing 80–90% methanol using a syringe pump (New Era NE-1000). Fibers were taken from the coagulation bath past a 40 cm long radiant heater system (Moretti) and dried fibers were transferred into a 2 m long draw bath containing 70% methanol. Within the draw bath, the fibers were drawn on a series of 25 mm draw rollers (Retech) rotating at 20–100 rpm. The fibers were taken from the draw bath and onto a collection roller (93 mm diameter running at 12 rpm). Dried fibers were then heated to 190 8C for 1 h in an oven (Gallenkamp) to covalently cross-link the proteins as described in Huson and co-workers.[5] 2.2. Mechanical Testing Fibers were mounted across a 10 mm gap on paper frames, fixed at either end with epoxy glue, and examined under an optical microscope to determine the exact diameter of each fiber. Tensile measurements were carried out at a strain rate of 6 mm min1 on an Instron 5500R (Instron, USA) fitted with a 2.5 N static load cell. Tests were conducted in air at 20 8C and 65% relative humidity. 2.3. Raman Spectroscopy Raman spectra were obtained using an inVia confocal microscope system (Renishaw, Gloucestershire, UK) with 514 nm excitation from an argon ion laser through a 50 (0.75 na) objective. Incident laser power was 0.784 mW as measured using a Nova power meter fitted with a PD300-3W head (Ophir Optronics Solutions Ltd., Israel). The Raman shifts were calibrated using the 520 cm1 line of a silicon wafer. The spectral resolution was 1 cm1. 1322 Fibers were orientated with respect to the laser polarization using a rotating stage. The system geometry and nomenclature used to describe the four unique polarized spectra are described elsewhere.[6] Briefly, the fiber is in the xy plane with the draw axis coincident with the x-axis. The laser polarization was rotated using a 1/2-wave plate while the spectrometer was fitted with a polarization analyzer consisting of a polarizer and a 1/2-wave plate. Fluorescence of the samples was quenched by 3 h of laser exposure at 0.784 mW. After this time, the samples and spectra were carefully watched for any signs of decomposition. In general the fibers were found to be very stable for up to an additional 7 h of laser exposure. Polarization measurements were made in static mode covering the range 1800 to 1370 cm1. Each spectrum collected consisted of 30 scans, each with an accumulation time of 40 s. To further reduce the noise four repeat spectra were coaveraged to produce the final spectra used in the analysis. Repeat spectra were not collected sequentially. All data manipulations and deconvolutions was carried out using Grams AI software version 9.1 (Thermo Fisher Scientific, Inc., USA). Spectral deconvolution was carried out by first identifying band components from the second derivative spectra obtained using the Savitzky–Golay method.[7] Fits were based on the usage of a minimal number of band components. All peak heights were limited to the range greater than or equal to zero. In the initial fitting steps, the band centers were only allowed to vary by 5 cm1 from the frequency determined by the second derivative spectra. In the final refinements, all parameters were allowed to vary unconstrained. Two point linear baselines were used throughout. 2.4. Infrared Spectroscopy Infrared attenuated total reflectance (ATR) spectra were collected from protein films and fibers using a Perkin Elmer Spectrum 100 Fourier transform infrared spectrometer fitted with an single bounce diamond Universal ATR accessory and a room temperature triglycine sulfate detector. Spectra were collected from 4500 to 750 cm1 at 2 cm1 resolution and 64 scans co-added. 2.5. Knitting and Weaving Knitted and woven samples were fabricated from monofilament protein silk of around 40 mm diameter. Samples of knitted tubes were fabricated on a circular knitting machine (Harry Lucas R1-S, Macromol. Biosci. 2013, 13, 1321–1326 ß 2013 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.MaterialsViews.com Artificial Honeybee Silk Fibers www.mbs-journal.de Germany) 1/1200 diameter using a 10 needle cylinder (24 gauge cylinder). Loop length was altered to produce a 3 mm tube. Individual fibers were hand woven in a plain weave/ tabby weave structure with 100 ends at 40 ends per inch. 3. Results and Discussion Honeybee proteins were expressed at high level by fermentation in recombinant Escherichia coli, then purified and processed to give a final solution of 10 w/v% protein, 10 103 M NaCl and 0.3 w/v% detergent (sodium dodecyl sulfate; SDS). The protein solution was extruded into a bath containing 80–90% methanol in which the protein solution coagulated as a hydrated fiber with a typical diameter of 150 mm (Figure 2A). The fibers were dried by reeling past a radiant heater before being transferred into a draw bath containing 70% methanol. Within this second bath, the fibers were drawn to three to four times their original length on a series of draw rollers. The drawn fibers were taken from the bath onto a collection roller. In a final step, the dried and drawn fibers were heated, a process that covalently cross-links the silk proteins.[5] When produced under these conditions, the fibers had a final diameter of 34 1 mm, mechanical strength at break of 158 6 MPa and strain at break of 42 10% (engineering stress and strain). Representative stress– strain curves are shown in Figure S1, Supporting Information. For comparison, native honeybee silks have engineering stress of around 132 MPa and engineering strain of around 200%.[8] The proteins in native honeybee silk are predominantly coiled coil. However, they also contain b-sheet structures[9] suggesting that, as with spider and silkworm silks, formation of b-sheets is an important mechanism to cross-link proteins in the natural material.[10] We used Raman spectroscopy to monitor formation of b-sheets in the recombinant silk proteins during the fabrication process. Deconvolution of spectra from airdried solutions indicated that the structure of the proteins was predominantly www.MaterialsViews.com Figure 2. Recombinant honeybee fiber fabrication and characterization: A) Schematic depicting the continuous production process; B–G) Raman spectra structural data of the amide I region, including deconvolutions (B,D,F) and polarized spectra (C,E,G) from protein dope before injection (B,C), after injection into the coagulation bath (D,E), and from fibers taken-off the collection roller (F,G). The area of the amide I band components, as identified by 2nd derivative spectroscopy and spectral deconvolutions, are given in the text and in the Supporting Information, Table S1. Macromol. Biosci. 2013, 13, 1321–1326 ß 2013 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim 1323 J. Poole et al. www.mbs-journal.de coiled coil (43%; orange trace in Figure 2B) with lesser amounts of b-sheet (32%; blue trace in Figure 2B). The similarity in the Ixx and Iyy spectra from polarized Raman spectroscopy of these proteins indicated that the structures were isotropic (Figure 2C). In this state, the proteins were water soluble and the dried material was weak. As expected from the protein dope composition, ATR spectra of the air dried protein solutions revealed features indicative of SDS[11] including features at 2927 and 2855 cm1 (CH2 groups) and 1215, 1059, and 967 cm1 (C—O—SO3 groups; Figure S2, Supporting Information). Water-stable material could be generated when the protein solution was extruded into aqueous alcohol, salt solutions or by heating to 70 8C, but the hydrated material readily broke apart when handled. Dehydration considerably improved the handleability of the material and, therefore, a drying stage was incorporated into our process (Figure 2A). Fiber drying was accelerated by the use of high protein concentrations (>9%) and high concentrations of methanol (80–90%) in the coagulant bath and hence these conditions were used in our process. When produced under these conditions, fibers could easily be transferred past a radiant heater and into a drawing bath with different solvent conditions and drawn. The molecular structure of the coagulated material was predominantly b-sheet (36%) with slightly less coiled coil (31%; Figure 2D). Analysis of the infrared spectrum of the fibers did not find the features indicative of SDS (2927, 2855, 1215, 1059, and 967 cm1, Figure S2, Supporting Information) indicating that the small amount of detergent in the protein dope did not coagulate with the protein. The lower limit of SDS detection using this method is of the order of 0.01 w/v% and therefore if any SDS is present in the fiber, it is less than this amount. The injection/coagulation process did not alter the orientation of the coiled coil structure, as indicated by the similarity of the Ixx and Iyy polarized Raman spectra at 1654 cm1 (Figure 2E). However, the Ixx spectrum at 1669 cm1 (b-sheet) was slightly more intense than the Iyy spectrum indicating that the process had resulted in the b-sheet tending towards a perpendicular orientation relative to the fiber axis (Figure 2E). The unexpected perpendicular orientation of the b-sheets within the fiber is discussed in more detail below. Honeybee silk proteins are ordered in the silk gland prior to spinning, leading to high levels of protein order in the native silk.[12] In our process a drawing stage was included that served to align the structural components along the fiber axis. Polymers cannot be drawn below their glass transition temperature (Tg). In our process, drawing was performed in aqueous methanol with the water in the drawing bath acting to lower the Tg of the proteins in the undrawn fibers and the methanol preventing dissolution of the material into the water. The water content in the drawing bath dictated the rehydration time required before 1324 the fibers could be drawn, with equivalent diameter fibers requiring eight times longer rehydration time before draw in 90% methanol in comparison to the time required in 50% methanol (Figure S3, Supporting Information). A 70% methanol drawing bath was used in the continuous process as this condition allowed rapid rehydration and then drawing of the fiber, yet still allowed sufficient drying of the fiber before it was taken up on the collection reel. For the data presented here we used a draw ratio of 1:4.5 across three rollers in the draw bath (Figure 2A). Higher draw ratios generated fibers with greater strength at break, but the fibers were more susceptible to break during drawing. Drawing did not significantly alter the proportions of different protein secondary structures in the material, with deconvolutions of the Raman spectra demonstrating that drawn fibers contained similar levels of b-sheet and coiled coil to that in undrawn fibers (Figure 2F). However, comparison of the Ixx and Iyy polarized Raman spectra revealed that drawing had led to alignment of both components. The modest increased intensity at 1654 cm1 in the Ixx spectrum relative to the Iyy spectrum indicated that the helices were moderately aligned parallel to the fiber axis, whereas the much greater intensity difference at 1669 cm1 indicated that the b-sheets had become highly aligned (Figure 2G). As with the spectra obtained from coagulated fibers (Figure 2E), the stronger intensity of the Ixx spectrum compared to the Iyy spectrum indicated that the b-sheets had aligned perpendicular to the fiber axis. This structure is similar to the cross-b structure observed in lacewing egg stalks[13] and unlike the b-sheets that are orientated parallel to the fiber in silkworm and spider silks. Molecular units will orientate in the direction of draw so that their longest dimension is parallel with the direction of the draw force. Orientation of the b-sheets in the silk fibers in the perpendicular direction implies that they are stacked into crystallites deeper than the b-sheets are wide, akin to the ribbons that make up lacewing egg stalk silk.[14] The high and consistent level of b-turns detected in all samples (20–24%; 1694 and 1683 cm1; Figure 2B,D,F) is consistent with the presence of such molecular units. Materials produced after reconstituted or recombinant spider and silkworm proteins coagulated in methanol are generally associated with brittleness. The brittleness is attributed to ‘‘imperfect’’ b-sheets resulting from the methanol inducing a rapid increase in the spider/silkworm silk protein’s glass transition temperature.[15] Less brittle fibers are produced when reconstituted silkworm silk protein solutions are extruded into heated (60 8C) ammonium sulfate, presumably because the salt precipitates the proteins without the rapid dehydration observed in methanol, resulting in a slower molecular transformation.[16] The presence of SDS in the honeybee silk protein solution would serve to retard b-sheet formation until the Macromol. Biosci. 2013, 13, 1321–1326 ß 2013 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.MaterialsViews.com Artificial Honeybee Silk Fibers www.mbs-journal.de Figure 3. Images of recombinant honeybee silk fibers: A) Scanning electron microscopy image of a wide diameter fiber after being knotted whilst dry; B–F) Light microscopy images of fibers in solution: B) non-heat treated fiber in water; C) non-heat treated fiber in 1 M guanidinium chloride showing characteristic swelling of the fiber; D) heat treated fiber in water; E) heat treated fiber in 1% SDS. F) heat treated fiber in 6 M guanidinium chloride. Scale bar for all images: 200 mm. detergent had sufficiently diffused from the fibers. Therefore, the flexibility of the material is likely the consequence of the configuration of the b-sheets within the material (discussed above) coupled with an increased time course of b-sheet formation compared to that observed with spider and silkworm proteins. In addition to b-sheet cross-links, the silk proteins of honeybees are covalently cross-linked.[9b] In general, dry heat treatment of proteins will generate isopeptide (amide) or ester bonds between residues with acidic side chains located in close proximity to residues containing amines or hydroxyl groups, respectively.[17] Previously, it was shown that recombinant honeybee sponges had improved mechanical properties and chemical stability after covalently cross-linking using a dry heat treatment of 190 8C for 1 h.[5] Covalent cross-linking of the fibers under similar conditions generated flexible fibers (Figure 3) that were stable in a range of strong protein denaturants including 1% SDS and 6 M guanidinium chloride (Figure 3E,F). Untreated fibers, on the other hand, dissolved in 0.1% SDS, swelled considerably in 1 M guanidinium chloride (Figure 3C) and dissolved in solutions containing higher guanidinium chloride concentrations. The resultant heat-treated fibers were readily handled and were suitable for a range of applications such as weaving and knitting (see Figure 1B,C). 4. Conclusion This paper describes a process to continuously produce flexible, solvent stable protein fibers. The process uses transgenically produced honeybee silk proteins. The proteins are initially coiled coil in solution. b-Sheets form when the protein is dried, either in air or by coagulation in aqueous methanol. The coiled coils and b-sheets can be aligned by drawing the fiber in methanol solutions. In contrast to silkworm and spider silk, the orientation of the drawn b-sheets is perpendicular to the fiber axis, a feature that likely underpins the flexible properties of the fibers. www.MaterialsViews.com The fibers can readily be covalently cross-linked by heating to produce material stable in strong protein denaturants, including urea and guanidinium. Considerable control is afforded during the fabrication process: the amount of bsheet cross-links can be controlled by coagulation conditions; molecular alignment can be controlled by the amount of draw; and covalent cross-links can be controlled by the extent of dry heat treatment. The ability to fabricate recombinant proteins adds an additional dimension to further development of silk materials: modern molecular biology can be employed to modify the primary sequence of the protein to add functionality to the final material. For example, sequences that dictate protein–protein or biopolymer–environment interactions can be added. The ability to control the protein composition as well as the fabrication process allows the design of materials for individual applications that utilize biomimetic properties of the material as well as adding functionality as required for specific needs. Acknowledgements: This work was supported by CSIRO and Lonza. The authors would like to thank Monique van Nieuwland for weaving the silk, and Peter Herwig for knitting the silk. The authors also thank Bea Lipson for images of the knitted sample and woven sample, and Andrew Abbott for the schematic of the production process. The image of honeybee silk was reproduced from http://www.alexanderwild.com with the permission of Alex Wild. Received: May 8, 2013; Revised: June 12, 2013; Published online: July 23, 2013; DOI: 10.1002/mabi.201300231 Keywords: biomimetics; Raman spectroscopy; silk worms; transgenics [1] a) T. D. Sutherland, P. M. Campbell, S. Weisman, H. T. Trueman, A. Sriskantha, W. J. Wanjura, V. S. Haritos, Genome Res. 2006, 16, 1414; b) T. D. Sutherland, S. Weisman, H. T. Trueman, A. Sriskantha, J. W. H. Trueman, V. S. Haritos, Mol. Biol. Evol. 2007, 24, 2424. Macromol. Biosci. 2013, 13, 1321–1326 ß 2013 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim 1325 J. Poole et al. www.mbs-journal.de [2] A. A. Walker, A. C. Warden, H. E. Trueman, S. Weisman, T. D. Sutherland, submitted to J. Mater. Chem. 2013, 1, 3644. [3] a) T. D. Sutherland, J. S. Church, X. Hu, M. G. Huson, D. L. Kaplan, S. Weisman, PLoS One 2011, 6, e16489; b) C. R. Wittmer, X. Hu, P. C. Gauthier, S. Weisman, D. L. Kaplan, T. D. Sutherland, Acta Biomater. 2011, 7, 3789. [4] S. Weisman, V. S. Haritos, J. S. Church, M. G. Huson, S. T. Mudie, A. J. W. Rodgers, G. J. Dumsday, T. D. Sutherland, Biomaterials 2010, 31, 2695. [5] M. G. Huson, J. S. Church, J. M. Poole, S. Weisman, S. Sriskantha, A. C. Warden, J. A. M. Ramshaw, T. D. Sutherland, PLoS One 2012, 7, e52308. [6] J. S. Church, A. J. Poole, A. L. Woodhead, Vib. Spectrosc. 2010, 53, 107. [7] A. Savitzky, M. J. E. Golay, Analyt. Chem. 1964, 36, 1627. [8] H. R. Hepburn, H. D. Chandler, M. R. Davidoff, Insect Biochem. Mol. Biol. 1979, 6, 69. 1326 [9] a) T. Kameda, Y. Tamada, Int. J. Biol. Macromol. 2009, 44, 64; b) T. D. Sutherland, S. Weisman, A. A. Walker, S. T. Mudie, Biopolymers 2012, 97, 446. [10] Y. Termonia, Macromolecules 1994, 27, 7378. [11] R. B. Viana, A. B. F. da Silva, A. S. Pimentel, Adv. Phys. Chem. 2012, 2012, 14. [12] N. E. Flower, W. Kenchington, J. R. Micro. Soc. 1967, 86, 297. [13] S. Weisman, S. Okada, S. T. Mudie, M. G. Huson, H. E. Trueman, A. Sriskantha, V. S. Haritos, T. D. Sutherland, J. Struct. Biol. 2009, 168, 467. [14] A. J. Geddes, K. D. Parker, E. D. T. Atkins, E. Beighton, J. Mol. Biol. 1968, 32, 343. [15] X. Chen, Z. Z. Shao, D. P. Knight, F. Vollrath, Proteins 2007, 68, 223. [16] G. Zhou, Z. Shao, D. P. Knight, J. Yan, X. Chen, Adv. Mater. 2009, 21, 366. [17] a) J. K. P. Weder, U. Scharf, Z. Lebensm. Unters. Forsch. 1981, 172, 9; b) Z. H. Mohammed, S. E. Hill, J. R. Mitchell, J. Food Sci. 2000, 65, 221. Macromol. Biosci. 2013, 13, 1321–1326 ß 2013 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.MaterialsViews.com