Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
PROCESS INSTRUMENTATION I
MODULE CODE: EIPIN1B
STUDY PROGRAM: UNIT 1
VUT
Vaal University of Technology
2/10
EIPINI Chapter 1: Introduction to Industrial Instrumentation Page 1-1
1. INTRODUCTION TO INDUSTRIAL
INSTRUMENTATION
"……… when you can measure what you are speaking about, and express it in
numbers, you know something about it;....."
Lord Kelvin (1824-1907), Institute of Civil Engineers, London, 3rd May 1883
1.1 MEASUREMENT
Measurement is defined as the determination of the existence or magnitude of a
variable for monitoring and controlling purposes.
1.2 UNITS AND STANDARDS
A measurement is done with an instrument in terms of standard units. The system
of units, which is most widely used, is the SI (Systems International d'Unites).
The seven so called base units of the system, are the following:
meter (length)
Kelvin (temperature)
Mole (amount of substance)
kilogram (mass)
ampere (current)
second (time)
candela (luminous intensity)
Standards for these units are classified as follows:
International standards
International standards are defined by international agreement, representing units
of measurements to the best possible accuracy allowed by measurement
technology.
Primary standards
Primary standards are maintained at institutions in various countries. The main
function is to check the accuracy of secondary standards.
Secondary standards
Secondary standards are employed in industry as reference for calibrating highaccuracy equipment and components. Calibration and comparison are done
periodically by the involved industries against the primary standards maintained
in the national standards labs. The main function of the secondary standards is to
verify the accuracy of working standards.
Working standards
Workplace standards are used to calibrate instruments used in industrial
applications and instruments used in the field, for accuracy and performance.
Working standards are checked against secondary standards for accuracy.
EIPINI Chapter 1: Introduction to Industrial Instrumentation Page 1-2
1.3 FUNCTIONAL ELEMENTS OF INSTRUMENTS
1.3.1 Functions of instruments
Instruments may be classified according to the functions they perform.
Indicating function
An instrument may provide the information about the value of a quantity under
measurement, in the form commonly known as an indicating function.
For example, the pointer and scale on a speedometer, indicates the speed of an
automobile at that instant.
Recording function
An instrument may provide the information of the value of a quantity under
measurement against time or some other variable, in the form of a written record,
usually on paper.
For example, an instrument may record the room temperature every second, as a graph
on a strip chart.
Controlling function
This is one of the most important functions of an instrument, especially in the
field of industrial control processes. In this case, the information provided by the
instrument is used by the control system to control the original measured
quantity.
For example, the temperature measured in a room may be used to switch the cooling
system on or off, in order to keep the room temperature within preset values.
1.3.2 Elements of instruments
When examining different instruments, one soon recognizes a recurring pattern of
similarity with regard to function. This leads to the concept of breaking down
instruments into a number of elements according to the function of each element.
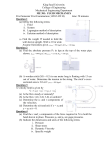
Consider for example, the liquid filled pressure type thermometer in Figure 1-1.
Bourdon
tube
Scale and
pointer
Bulb
Tube
Link and
gears
Figure 1-1
A temperature change results in a pressure build-up within the bulb because of the
constrained thermal expansion of the filling fluid. This pressure is transmitted through
the tube to a Bourdon type pressure gauge, which converts pressure to displacement.
This displacement is manipulated by the linkage and gearing to give a larger pointer
movement. We can now recognise the following basic functional instrument elements,
using this liquid filled thermometer as an example:
EIPINI Chapter 1: Introduction to Industrial Instrumentation Page 1-3
Primary element:
The primary element is that part of the instrument that first utilizes energy from
the measured medium and produces an output depending in some way on the
measured quantity.
Note: For the liquid filled thermometer example, the bulb is the element in contact
with the measured medium. The energy it extracts from the medium in this case is heat
energy. The variable conversion from temperature to pressure is accomplished when
the heat energy absorbed by the liquid in the bulb, causes an increase in pressure
energy within the volume constrained liquid.
Data transmission element:
The data transmission element transmits data from one element to another.
Note: When the elements of an instrument are physically separated, it becomes
necessary to transmit the data from one to the other. It may be as simple as the tube in
the liquid filled thermometer example, that transmits the pressure information from the
bulb to the Bourdon tube, or as complicated as the telemetry system between a ship
and the cruiser missile it has launched.
Secondary element:
The secondary element converts the output of the primary element, to another
more suitable variable for the instrument to perform the desired function.
Note: In the thermometer example, the Bourdon tube is the secondary element (or the
variable conversion element, as it is often called). It responds with a movement when
receiving a pressure input. Every instrument need not include a second variable
conversion element, while some require several.
Manipulation element:
The manipulation element processes the information received from the primary or
secondary element and transforms the data into a more useful form.
Note: By manipulation we mean specifically a change in the numerical value of the
variable according to some definite rule, while preserving the original character of the
variable. In the thermometer example, a small movement of the Bourdon tube is
amplified by the gears to produce a large circular movement of the pointer. A variable
manipulation element does not necessarily follow a variable conversion element; it
may precede it, appear elsewhere in the chain, or not appear at all.
Functioning element:
The functioning element is that part of the instrument that is used for indicating,
recording or controlling of the measured quantity.
Note: The presentation of measured information may assume many different forms. It
could include the simple indication of a pointer moving over a scale or the recording
of a pen moving over a chart. It may also be in the form of a digital readout or even in
a form not directly detectable by human senses as in the case of a digital computer
used to perform a control function according to the value of the measured variable.
EIPINI Chapter 1: Introduction to Industrial Instrumentation Page 1-4
In summary then, the interconnection between the various functional elements for this
particular thermometer instrument, is shown in Figure 1-2. It must be stressed though,
that different instruments are not necessarily composed of all these elements or may
not adhere to the same order of interconnection, as depicted in Figure 1-2.
Temperature
Measured medium
Bulb
Primary element
(Variable conversion element: temperature to pressure)
Tube
Data transmission element
(Pressure to pressure)
Bourdon tube
Secondary element
(Variable conversion element: pressure to motion)
Linkage and gear
Variable manipulation element
(Motion to motion)
Scale and pointer
Functioning element
(Data presentation: indicating function performed by
moving pointer over scale)
Observer
Figure 1-2
1.4 RANGE AND SPAN OF AN INSTRUMENT
Range:
The range of an instrument is the minimum and maximum values of the measured
variable that the instrument is capable of measuring.
Span:
The span of an instrument is the arithmetic difference between the minimum and
maximum range values, used to describe both the input and the output.
Example: A thermometer can measure temperature between -20 ºC and 90 ºC.
The range of the instrument is from -20 ºC to 90 ºC.
The span of the instrument is 90 – (-20) = 110 ºC.
EIPINI Chapter 1: Introduction to Industrial Instrumentation Page 1-5
1.5 STATIC CHARACTERISTICS OF INSTRUMENTS
Information about the static performance or static characteristics of an instrument, is
obtained by a process called static calibration. Static calibration refers to a situation
where the input is varied over some range of constant values, causing the output to
vary over some range of constant values. Each reading is taken when the output has
settled to a steady value. The input-output relations developed in this way comprise
what is known as a static calibration. The characteristics for an instrument with ideal
static calibration, is shown in Figure 1-3. Because of instrument errors, the actual
static calibration of an instrument will deviate from the expected or ideal input-output
relationship
Output y (%)
yMAX
(100 %)
Output span
yMIN
(0 %)
xMIN
(0 %)
Input span
xMAX
(100 %)
Input x (%)
Figure 1-3 (Ideal static calibration curve)
As different instruments measure different variables, the input and output values may
sometimes be conveniently expressed in percentage values. Of course the ideal inputoutput characteristic does not necessarily have to be a straight line but most
instruments are designed to produce a linear input-output relationship.
The following concepts; error of measurement, accuracy, precision, repeatability,
reproducibility, resolution and sensitivity, are associated with the static characteristics
of an instrument, and will subsequently be defined.
Error of measurement
The error of measurement is the difference between the measured value and the
true value.
Note: The value of the measurement error can only be evaluated when the instrument
is used to measure a standard value as the true value.
Accuracy
The accuracy of a measurement is the closeness with which the reading
approaches the true value of a variable.
EIPINI Chapter 1: Introduction to Industrial Instrumentation Page 1-6
Precision
Precision is the closeness with which repeated measurements of the same
quantity agree with each other.
Students often confuse the terms precision and accuracy but a precise instrument may
not be accurate. Precision simply means that if the measuring device is subjected to
the same input for several times and the indicated results are tightly grouped together
around some mean value (though not necessarily the true value), then the instrument is
said to be of high precision. See Figure 1-4 for an interpretation of accuracy and
precision.
Accurate
and precise
Inaccurate
but precise
Accurate on
average but
imprecise
Inaccurate and
imprecise
Figure 1-4
Two concepts related to precision, are repeatability and reproducibility. Repeatability
is basically a measure of the instrument precision when the same operator in the same
laboratory or the same environment, measures a constant input repeatedly, over a short
time. Reproducibility is a measure of the instrument precision when a constant input is
measured repeatedly, but these experiments are performed in different laboratories or
locations with different ambient conditions and over a longer time span.
Repeatability
Repeatability is the closeness of the instrument readings when the same input is
applied repeatedly under the same conditions over a short period of time.
Reproducibility
Reproducibility is the closeness of the instrument readings when the same input
is applied under different conditions over a long period of time.
Resolution
Resolution is the smallest variation in the measured variable that can still be
measured.
For example, the resolution of an ordinary digital wristwatch is normally 1 second as
it can measure the flow of time to a maximum “fineness” of 1 second.
EIPINI Chapter 1: Introduction to Industrial Instrumentation Page 1-7
Sensitivity
Sensitivity is the rate of change of the output of a system with respect to input
changes.
For a linear calibration curve, the sensitivity or gain K of an instrument is constant but
will vary for a non-linear curve. The sensitivity at any particular input x, may be
expressed as the slope of the line tangent to the calibration curve at that point.
Δy
K=
.
Equation 1-1
Δx
Example 1-1: What is the sensitivity of a linear instrument that records the following
values? 0 ºC = 12.3 V and 45 ºC = 24.3 V
Answer: From Equation 1-1:
Δy
= 24.3 − 12.3 = 12
K=
Δx
45 − 0
45
= 0.2667 volt per ºC
1.6 INSTRUMENT ERRORS
1.6.1 Classification of errors
No measuring instrument is entirely free from errors. We can broadly classify
instrument errors into three main groups; gross errors, systematic (bias) errors and
random (precision) errors.
Gross errors:
Gross errors are mistakes made, for instance, by the operator in gross misreading
of a scale. These errors can be minimized by care and self-discipline.
Systematic errors:
Systematic errors affect all readings in such a way that the error of measurement
has a fixed sign throughout the whole range of the instrument. These errors are
usually caused by an error in the instrument, poor calibration, improper technique
of the operator or loading of the instrument. Normally systematic errors are
corrected by careful recalibration of the instrument.
Random errors:
Random errors occur because of unknown and unpredictable variations that exist
in all measurement situations. This results in slightly different values obtained for
each repeated measurement (scattered evenly about the mean value) of the same
input. The influence of random errors on the integrity of measurements can be
reduced with statistical methods and refined experimental techniques.
EIPINI Chapter 1: Introduction to Industrial Instrumentation Page 1-8
1.6.2 Typical instrument errors
Some errors that may be encountered while using an instrument, are errors because of
non-linearity, drift, hysteresis and dead band.
Non linearity
Non-linearity is the maximum deviation from a straight line connecting the zero
and full-scale calibration points.
Note: A straight line connecting
the minimum and maximum inputoutput operating points, would
represent perfect linear operation
of the instrument. The actual static
calibration of the instrument will
normally deviate from this line.
Non- linearity can be expressed in
a variety of ways but a widely used
method is to determine the
maximum deviation of the output
from this line, as shown in Figure
1-5.
Non-linearity
is
then
expressed as a percentage of the
maximum output value.
Output y
Desired linear inputoutput relationship
yMAX
Actual static
calibration
Maximum
non-linearity
yMIN
xMIN
xMAX
Input x
Figure 1-5
Drift
Drift is the change in instrument indication over time while the input and ambient
conditions are constant.
Note: A typical error because of
drift is a change in sensitivity. This
will cause an error across the
whole range of the instrument as
indicated in Figure 1-6. An error
because of drift is an example of a
systematic
error.
As
was
mentioned before, systematic
errors may normally be corrected
with routine calibration of the
instrument.
Output y
yMAX
Range error
yMIN
xMIN
xMAX
Figure 1-6
Input x
EIPINI Chapter 1: Introduction to Industrial Instrumentation Page 1-9
Hysteresis
Hysteresis is the difference between the readings obtained when a given value of
the measured variable is approached from below and when the same value is
approached from above.
Note: It is possible to find that
when
performing
a
static
calibration for an instrument
starting from the minimum input
value to the maximum input value
(also called the upscale direction),
that the calibration curve obtained
in this way, may differ from the
static calibration obtained when
the input variable is allowed to
vary from the maximum value
down to the minimum value (also
called the downscale direction).
This phenomenon, illustrated in
Figure 1-7, is called hysteresis.
This is usually caused by friction
or backlash in the gearing of the
instrument.
Hysteresis error
for input x0
Output y
yMAX
Downscale
static
calibration
Upscale
static
calibration
yMIN
xMIN
x0
xMAX
Input x
Figure 1-7
Dead band
Dead band is the largest change of input to which the instrument does not
respond due to friction or backlash effects
Note: Dead band error is normally
associated with hysteresis. Dead
band operation is sometimes
intentionally built into the
instrument for instance in a room
temperature regulator to prevent
excessive on-off switching. As an
example of dead band behaviour in
an
instrument,
Figure
1-8
illustrates instrument insensitivity
near zero input, typically because
of friction.
Output y
yMAX
Insensitivity
near zero
input
yMIN
xMIN
xMAX
Figure 1-8
Input x
EIPINI Chapter 1: Introduction to Industrial Instrumentation Page 1-10
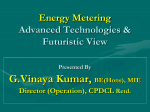
Example 1-3
A displacement sensor has an input range of 0.0 to 3.0 cm. Using the calibration
results given in the table, calculate:
a)
b)
c)
a)
b)
the input and output span.
the maximum non-linearity as a percentage of f.s.d. (full scale deflection).
the sensitivity of the instrument at an input of 1.0 cm.
Displacement (cm)
0
.5
1.0
1.5
2.0
2.5
3.0
Output Voltage (mV)
0
16.5
32.0
44.0
51.5
55.5
58.0
Input span = 3-0 = 3 cm and output span = 58-0 = 58 mV
y - output voltage in mV
60
50
Maximum nonlinearity ≈ 47-33
= 15 mV
40
30
20
10
x – displacement
in cm
0
0
0.5
1.0
1.5
2.0
2.5
3.0
The maximum deviation from the straight line connecting the range values
appears to occur when the displacement is 1.7 cm. The non-linearity at this
point is approximately 48 – 33 = 15 mV. Non-linearity expressed as percentage
of full scale is (15/58)×100 ≈ 26 %.
c)
Sensitivity at x = 1 cm, is equal to the slope of the line tangent to the curve
Δy
at x = 1 cm. ∴K =
= 60 − 4 = 29.5 mV/cm
Δx 1.9 − 0
EIPINI Chapter 1: Introduction to Industrial Instrumentation Page 1-11
1.7 INDUSTRIAL INSTRUMENTATION STANDARDS AND
SCHEMATICS
1.7.1
Instrument identification lettering
Letter First letter
Second / third letter
A
Analysis
Alarm
B
Burner or combustion
User’s choice*
C
User’s choice
Control
D
User’s choice
E
Voltage
F
Flow rate
G
User's choice
Glass (sight tube)
H
Hand (manually initiated)
High
I
Current
Indicate
J
Power
K
Time schedule
Control station
L
Level
Light / Low
M
Moisture or humidity
Middle
N
User’s choice
User’s choice
O
User’s choice
Orifice, restriction
P
Pressure or vacuum
Point (test connection)
Q
Quantity
R
Radiation
Record or print
S
Speed or frequency
Switch
T
Temperature
Transmit
U
Multivariable
Multifunction
V
Vibration or viscosity
Valve, damper or louver
W
Weight or force
Well
X
Unclassified
Unclassified
Y
Event, state, or presence
Relay or compute
Z
Position, dimension
Driver, actuator, final control
Primary element
Table 1-1
EIPINI Chapter 1: Introduction to Industrial Instrumentation Page 1-12
* The user’s choice entry in the table may be used to denote a particular meaning, and
the user must describe the particular meaning(s) in the legend accompanying his
drawing.
The letter Y in the second position has an extended meaning of variable manipulation,
and some of this instrument functions are given in table 1-2.
Symbol
Σ Δ × ÷
Xn
±
K -K
> < > <
∫ D or d/dt
X/Y
Function
Add, subtract, multiply and divide
Raise to power, square root, bias
Proportional reverse proportional
High select, low select, high limit, low limit
Integral, derivative
Convert X to Y with X and Y selected from:
P=Pressure, E=Voltage, I=Current, H=Hydraulic
O=Electromagnetic or sonic, A=Analog, D=Digital
Table 1-2
1.7.2
Instrument signals and connections
Primary process flow
Instrument supply or
connection to process
Pneumatic signal
Electrical signal
Hydraulic signal
Electromagnetic, sonic
or radioactive signal
1.7.3 Standard methods to transmit pneumatic and electrical signals
The standard industrial range for pneumatic signals is 20 to 100 kPa above
atmospheric pressure, which corresponds to a 0% to 100% process condition. Note
that the transmitter output signal starts at 20 kPA and not 0 kPa. This 20 kPa output is
called a live zero. A live zero allows control room staff to distinguish between a valid
process condition of 0% (a 20 kPa reading) and a disabled transmitter or interrupted
pressure line (a 0 kPa reading) – providing a rough rationality check.
The accepted industrial electronic standard is a 4 mA to 20 mA current signal or a
1 V to 5 V voltage signal to represent a 0 % to 100 % process condition. Again, a live
zero is used to distinguish between 0% process variable (4 mA or 1 V) and an
interrupted or faulted signal loop (0 mA or 0 V).
EIPINI Chapter 1: Introduction to Industrial Instrumentation Page 1-13
Process
Pneumatic transmitter
Process
output
100%
20mA (5V)
Electronic transmitter
100%
100kPa
75%
80kPa
75%
16mA (4V)
50%
60kPa
50%
12mA (3V)
25%
40kPa
25%
8mA (2V)
0%
20kPa
0%
4mA (1V)
output
Example 1-4
A 20 - 100 kPa output pneumatic transmitter is used to monitor the water level inside a
tank. The calibrated range is 100 to 200 cm. of water above the base of the tank.
Calculate the output of the transmitter when the water level is at 175 cm. above the
base of the tank.
Span (difference between the upper and lower limit) of the transmitter output
= 100 kPa - 20 kPa = 80 kPa
Fraction of measurement = (175 – 100)/(200 – 100) = 0.75
Output Signal = (Fraction of Measurement) × (Signal Span) + Live Zero
= 0.75×80 + 20 = 80 kPa
Example 1-5
An electronic transmitter with an output of 4 - 20 mA is calibrated for a pressure range
of 70 - 150 kPa. What pressure is represented by a 12 mA signal?
Span of transmitter = 20 mA - 4 mA = 16 mA
Fraction of Measurement Change = (Output Signal - Live Zero)/Signal Span
= (12 – 4)/16 = 0.5
Actual Process Change = (Fractional Change) × (Process Span)
= 0.5×(150 - 70 kPa) = 40 kPa
Actual Process Value = Base Point + Process Change
= 70 + 40 kPa = 110 kPa.
Note: One advantage of a pneumatic system is that sparks will not be produced if a
transmitter malfunction occurs, making it much safer when used in an explosive
environment. The biggest problem with pneumatic systems is that air is compressible.
This means that a pressure transient representing a process change will only travel in
the air line at sonic velocity (approximately 300 m/sec.). Long signal lines will cause
substantial time delays, which is a serious drawback. Electronic signals on the other
hand, travel at speeds which approach the speed of light and can therefore be
transmitted over long distances without the introduction of unnecessary time delays.
1.7.4 Power supply abbreviations
AS Air supply
ES Electric supply
SS Steam supply HS Hydraulic supply
GS Gas supply
WS Water supply
NS Nitrogen supply
EIPINI Chapter 1: Introduction to Industrial Instrumentation Page 1-14
1.7.5
Instrument symbols
Instrument mounted
locally
(field mounted)
Instrument mounted
behind board
(mounted behind panel
in control room, not
accessible to operator)
Instruments sharing
common housing
(measures two
variables or single
variable with two
functions)
Valve
Valve with
diaphragm actuator
Valve with
hand actuator
Butterfly valve
Orifice plate
flowmeter
Venturi
flowmeter
Rotameter
flowmeter
M
Instrument mounted
on board
(panel mounted in
control room)
Electric
motor
EIPINI Chapter 1: Introduction to Industrial Instrumentation Page 1-15
1.7.6
Schematics
3
4
The key to instrument
identification, is given
in Figure 1-9
5
1
6
2
7
Figure 1-9
1 – Component function (table 1-1)
2 – Component sequence number
3 – Instrument function (table 1-2)
4 – Vendor designation
5 – Panel number
6 – Set point(s)
7 – Application notes
Example 1-6
Identify the following instruments:
a)
Answer: Temperature (1’st letter) recording (2’nd letter)
controller (3’rd letter also from second column table 1-1)
mounted on board
TRC
Answer: Flow compute instrument mounted behind board
(or rack mounted).
The instrument receives a pneumatic signal and converts
this signal into a pneumatic output signal representing the
square root of the input signal.
√
b)
FY
Exercise
Identify the instrumentation blocks in the heat exchanger below
Product stream
to be heated
PR
1a
PIT
1b
√
FIT
2a
FY
2b
Steam supply
PIC
3
M
TRC
4a
TSH
4b
TAH
4c
FR
2c
EIPINI Chapter 2: Pressure Measurement Page 2-1
2. PRESSURE MEASUREMENT
The purpose of this chapter is to introduce students to the definitions and units of
pressure related quantities and to discuss typical methods to measure pressure.
2.1 PRESSURE CONCEPTS AND DEFINITIONS
2.1.1 Pressure
Pressure is defined as the force exerted over a unit area. The SI unit is newton per
square meter (N/m2) or pascal (Pa).
P=
F
A
Equation 2-1
Weight
100 N
Area
0.1 m2
P = 1000 Pa
Same force,
different area
different pressure
Area
P = 10000 Pa
0.01 m2
2.1.2 Density
Density of a substance is defined as the mass of a unit volume of a substance. The
SI unit is kilogram per cubic meter (kg/m3).
ρ=
M
V
Equation 2-2
ρwater = 1000 kg/m3
ρmercury = 13600 kg/m3
ρtransformer oil = 864 kg/m3 ρair = 1.2 kg/m3
2.1.3 Relative density (Specific gravity)
Relative density of a substance is defined as the ratio of the density of the
substance to the density of water.
ρ
δsubstance = substance
ρ water
∴ρsubstance = 1000×δsubstance
Equation 2-3
(Note: If the substance is a gas, the relative density is defined as the ratio of the density
of the gas to the density of air at the same temperature, pressure and dryness.)
EIPINI Chapter 2: Pressure Measurement Page 2-2
2.1.4 Absolute zero of pressure
The absolute zero of pressure (or perfect vacuum), is the pressure that would
exist in a chamber, if all molecules were removed from the chamber, so that no
pressure forces could be exerted on the chamber walls.
2.1.5 Absolute pressure
Absolute pressure (or total pressure), is the pressure measured from absolute zero
pressure.
2.1.6 Atmospheric pressure
Atmospheric pressure is the absolute pressure caused by the weight of the earth’s
atmosphere.
(Notes: Atmospheric pressure is often called barometric pressure. Local atmospheric
pressure depends on the height above sea level. Standard atmospheric pressure at sea
level is 101.326 kPa. or 760 mm. mercury.
2.1.7 Gauge pressure
Gauge pressure, is the difference between the absolute pressure in a medium and
local atmospheric pressure, when the pressure in the medium is higher than
atmospheric pressure.
Pgauge = Pabs – Patm
2.1.8 Vacuum pressure
Vacuum pressure, is the difference between local atmospheric pressure and the
absolute pressure in a medium, when the pressure in the medium is lower than
atmospheric pressure.
Pvacuum = Patm – Pabs
2.1.9 Differential pressure
Differential pressure is the difference between two pressures.
Summary:
A comparison of absolute pressure, atmospheric pressure, gauge
pressure, vacuum pressure and differential pressure.
Pgauge
Atmospheric
pressure
Patm
Differential
pressure
Pvacuum
Absolute zero pressure (0 Pa)
Absolute
pressure
Pabs
EIPINI Chapter 2: Pressure Measurement Page 2-3
2.2 PRESSURE IN A LIQUID
The cylinder in Figure 2-1, with a cross sectional area A meter2, is filled with a liquid
of density ρ kilogram/meter3, to a height of h meter. The weight of the liquid will exert
a pressure P pascal on the bottom of the container. We will now obtain an expression
for P.
P
h
Figure 2-1
A
Volume of the liquid = V = cross-sectional area×height = Ah.
∴Mass of the liquid = m = volume×density = V×ρ = (Ah)×ρ.
∴Weight of the liquid = w = mg = (Ahρ)×g.
∴Pressure on the bottom of container due to weight of the liquid = w÷A
= Ahρg/A = ρhg
We conclude therefore that the pressure (pascal) caused by a liquid column h meter
high and with density ρ kilogram/meter3, is given by:
P = ρhg
Equation 2-4
where g is the gravitational acceleration. We will always use g = 9.81 m/s2 in pressure
calculations.
Note: If the absolute atmospheric pressure, exerted on the surface of the liquid, is P0
pascal, the total pressure acting on the bottom of the container is Ptotal = P0 + ρhg
Example 2-1
a) Convert a pressure of 150 cm. water, to a pressure expressed in pascal.
P = ρhg = 1000×(150×10-2)×9.81 = 14715 Pa.
b) Convert a pressure of 10 kilo pascal to a pressure expressed as meter water.
P = ρhg ⇒ 10000 = 1000×h×9.81 ⇒ h = 1.019 meter
Therefore 10 kPa = 1.019 meter H2O.
c) Convert a pressure of 760 millimeter mercury to a pressure expressed in pascal.
P = ρhg = 13600×(760×10-3)×9.81 = 101400 Pa = 101.4 kPa.
d) Convert a pressure of 50 kPa to a pressure expressed as millimeter mercury.
P = ρhg ⇒ 50000 = 13600×h×9.81 ⇒ h = 0.3748 meter
Therefore 50 kPa = 374.8 mm Hg.
EIPINI Chapter 2: Pressure Measurement Page 2-4
2.3 PRESSURE MEASUREMENT WITH MANOMETERS
2.3.1
The U tube manometer
Patm
A simple U tube manometer is formed, when a glass
tube, in the form of a U, is half filled with a liquid (for
example mercury), as shown in Figure 2-2. If the
pressures in both legs of the manometer are the same,
for instance, if both legs are open to atmospheric
pressure, the manometer liquid level will lie in the same
horizontal plane. This is called the zero level or zero
line.
Patm
Zero level
Figure 2-2
Example 2-2
A U tube manometer is half filled with mercury. A
pressure of 200 kPa is applied to the left hand leg and
a pressure of 100 kPa is applied to the right hand leg.
Calculate the reading h on the manometer.
200 kPa
100 kPa
It is important to remember that mercury cannot be
Zero level
compressed by typical pressures. Therefore, if a
h
pressure differential causes a movement of the
mercury away from the zero level, the downward
movement in the one leg, will be equal to the upward
Y
movement in the other leg. Secondly, the density of X
air is very small in comparison with the density of the
manometer liquid. The pressure contribution of the air
in the tubes may therefore be neglected. Thirdly,
when we compare the pressures in the two legs of the
manometer, we need to remember the important
theorem from hydrostatics that states:
The pressure at two points, in the same horizontal plane, in a liquid at rest, is the
same, if a curve can be drawn from the one point to the other point, without leaving
the liquid.
It is now clear that we can equate the pressures in the XY plane, as this plane cuts the
mercury in the same horizontal plane, and the points of intersection, may be joined via
the mercury.
200×103 = 100×103 + 13600×h×9.81
∴h = 0.7495 m
If the reading were taken from the zero line upwards, it would be 0.7495/2=0.3748 m
EIPINI Chapter 2: Pressure Measurement Page 2-5
2.3.2 Using a U tube manometer to measure differential pressure, gauge pressure
and absolute pressure
P1
Differential pressure:
To measure the difference between two
unknown pressures, the one pressure is
applied to one leg and the other to the
second leg, as shown in Figure 2-3 (a). The
reading h is directly proportional to the
pressure difference P1-P2.
Comparing pressures in the XY plane:
P1 = P2 + ρhg
P2
h
X
Y
∴P1-P2 = ρhg
Figure 2-3 (a)
Gauge pressure.
The arrangement to measure gauge pressure,
is shown in Figure 2-3 (b). A pressure P1,
larger than atmospheric pressure, is applied
to one leg, and atmospheric pressure to the
other. The reading h will be indicative of the
pressure difference P1 – Patm or the gauge
pressure.
Comparing pressures in the XY plane:
P1 = Patm + ρhg
∴P1 – Patm = ρhg
Patm
P1
h
X
Equating pressures in the XY plane:
Pabs = 0 + ρhg
∴Pabs = ρhg
Zero level
Y
Figure 2-3 (b)
∴Pgauge = ρhg
Absolute pressure.
In order to measure absolute pressure, it is
necessary to compare the unknown pressure
with zero pascal, as shown in Figure 2-3 (c).
For that purpose, all the air must be removed
from one leg, to form a perfect vacuum.
That leg is then sealed. The two mercury
levels will take on their zero line position,
only if zero pascal is applied to the open leg.
Zero level
Vacuum
(0 Pa)
Pabs
h
X
Zero level
Y
Figure 2-3 (c)
EIPINI Chapter 2: Pressure Measurement Page 2-6
P1
Example 2-3
A u-tube manometer is filled with two liquids, one
liquid with a relative density of 1 and the other with a
relative density of 13.6. Calculate the pressure
difference, P1 – P2 , applied across the manometer.
δ=1
0.5 m
1m
Comparing pressures on the XY line:
P1+1000×1×9.81=P2+1000×0.5×9.81+13600×0.5×9.81
∴P1 + 9810 = P2 + 4905 + 66708
∴P1 – P2 = 61.803×103 = 61.80 kPa.
Example 2-4
You are requested to design a scale plate for a U-tube
manometer that uses zeal oil, with relative density of
0.88, as manometer liquid. You are told that the
maximum differential pressure to be measured, will be
10 kPa. From the zero line upward, the following
values must be marked off on the scale plate: 2.5 kPa, 5
kPa, 7.5 kPa and 10 kPa. Calculate the distances
between the markings, and sketch the designed plate.
P2
X
Y
δ=13.6
579mm
10 kPa
434.25mm
7.5 kPa
289.5mm
5 kPa
144.75mm
2.5 kPa
P1 – P2 = ρhg, so for P1-P2=10 kPa:
Zero line
0 kPa
10×103=880×h×9.81 ⇒ h = 1158 mm.
∴Distance from zero line to 10 kPa marking=579 mm. Intervals=144.75 mm.
Example 2-5
The distance from the zero level to the top of a
mercury manometer is 1 meter, when both tubes
are open to an atmospheric pressure of 100 kPa.
The right hand tube is now sealed off and a
pressure of 200 kPa is applied to the left hand
tube. Calculate the manometer reading h.
100 kPa
1m
200 kPa
Px
1-(h/2)
h
h/2
X
Y
When 200 kPa is applied to the left hand tube,
the pressure in the sealed tube, will rise to a
new, higher than 100 kPa, pressure which we
will call Px. If the cross sectional area of the
tube is A, we may use Boyle’s law to obtain an expression for Px. The volume of
the air in the right hand tube is 1×A when open to 100 kPa and sealed, with 200
kPa applied to the left hand tube, it is (1-h/2)×A. Using Boyle’s law, P1V1=P2V2:
∴Px = 100×103/[1-h/2] …………. (1)
100×103×[1×A] = Px×[(1-h/2)×A]
Comparing pressures on the XY line:
200×103 = Px + 13600×h×9.81 ……. (2)
(1) in (2): 200×103 = 100×103/[1-h/2] + 13.6×103×h×9.81
∴200 = 100/[1-h/2] + 13.6×9.81×h ⇒ 200 = 100/[1-h/2] + 133.4h
∴200×(1-h/2) = 100 + 133.4h×(1-h/2) ⇒ 200-100h=100+133.4h – 66.71h2
{ax2+bx+c=0 ⇒ x=[-b±√(b2-4ac)]/2a}
∴66.71h2 –233.4h + 100 = 0
∴h = [233.4±√(233.42-4×66.71×100)]/2×66.71 = 0.5 m or h=3m (unacceptable)
EIPINI Chapter 2: Pressure Measurement Page 2-7
2.3.3 The well type manometer (cistern type manometer)
The well type manometer, is essentially a manometer with one of the limbs (the well
or reservoir) having a large cross sectional area of A1, and the second limb, a glass
tube, with much smaller cross sectional area, of A2.
P2
Low
Cross sectional
Area of tube = A2
P1
High
h
Zero level
X
d
Y
A2
A1
Manometer liquid
density = ρ
Cross sectional
Area of well = A1
Figure 2-4 (a)
Figure 2-4 (b)
When the two limbs are open, as shown in Figure 2-4 (a), the manometer liquid
meniscuses will fall on the zero line. If a pressure differential, P1 - P2 (P1 > P2), is
applied to the instrument, in Figure 2-4 (b), the rise and fall of the manometer liquid in
the two limbs will be different (h > d). The level h, in the glass tube, to which the
manometer liquid rises above the zero line, can be measured, while the fall in the
liquid level d, in the well, can not be observed, and as such, will be eliminated from
our equations below.
Comparing the pressures in the two limbs, on level XY, in figure 2-4 (b):
P1 = P2 + ρ(h+d)g …………………………………………… (1)
Also, the volume of manometer liquid, leaving the well, is
equal to the volume of manometer liquid, entering the tube:
A1d = A2h
∴d =
(2) in (1):
A
2 h ………………………………………………….. (2)
A
1
⎛
⎞
A
P1 = P2 + ρ ⎜⎜ h + 2 h ⎟⎟ g
A
⎝
⎛
A ⎞⎟
⎜
∴P1 – P2 = ρhg ⎜1 + 2 ⎟
⎜
A ⎟
1⎠
⎝
1
⎠
Equation 2-5
EIPINI Chapter 2: Pressure Measurement Page 2-8
2.3.4 The inclined limb manometer
The inclined manometer is a variation of the well type in that the tube is not vertical,
but leaning to one side. Referring to Figure 2-5, the movement L, of the manometer
liquid along the tube, is amplified with respect to its vertical height h. This facilitates
the detection of small changes in applied differential pressure.
P2
Low
P1
L
High
α
Zero level
X
h
d
Y
Cross sectional
Area of well = A1
Cross sectional
Area of tube = A2
Figure 2-5
Deriving the relationship between the applied pressure differential P1-P2, and the
manometer reading L, is very similar to that of the well type. The only difference is
that the tube and horizontal does not form an angle of 90°, but an angle α.
Comparing the pressures on level XY, in figure 2-5:
P1 = P2 + ρ(h+d)g …………………………………………… (1)
Equating rise and fall of manometer liquid:
A1d = A2L
∴d =
A
2 L ………………………………………………….. (2)
A
1
And from figure 2-5:
h = Lsinα ……………………………………………………. (3)
(2) and (3) in (1):
⎞
⎛
A
⎟
⎜
2
L⎟ g
P1 = P2 + ρ ⎜ Lsinα +
⎟
⎜
A
1 ⎠
⎝
⎛
A ⎞⎟
⎜
∴P1 – P2 = ρLg ⎜ sinα + 2 ⎟
⎜
A ⎟
1⎠
⎝
Equation 2-6
EIPINI Chapter 2: Pressure Measurement Page 2-9
Example 2-6
An inclined limb manometer is used for the measurement of pressure. The inclined
limb forms an angle of 30 degrees with the horizontal plane. The relative density of
the manometer fluid is 0.8 . The internal diameter of the well is 3 cm and the internal
diameter of the inclined limb is 12 mm.
a) Calculate the maximum applied pressure (in pascal), for a maximum scale reading
(L) of 100 cm on the scale attached to the inclined limb.
b) The range of the above inclined manometer must be extended so that the
maximum pressure that can be applied to the manometer is increased by 1000
pascal, by using a different manometer fluid, without changing the construction
of the manometer. Calculate the relative density of the manometer fluid that is
required.
a)
b)
πD 2 π(3 × 10 − 2 ) 2
πD 2 π(12 × 10 − 3 ) 2
-6
1
A1=
=
=706.9×10 and A2= 2 =
=113.1×10-6
4
4
4
4
∴A2/A1 = 113.1×10-6/706.9×10-6 = 0.16 {or A2/A1=(D2/D1)2=(12/30)2 =0.16}
From equation 2-6:
P1 – P2 = ρLg(sinα+A2/A1) = 800×1×9.81×[sin30° + 0.16]
= 7848×(0.5 + 0.16) = 7848×0.66 = 5180 Pa.
(P1 – P2)new = 5180 + 1000 = 6180 Pa.
∴P1 – P2 = ρLg(sinα+A2/A1) ⇒ 6180 = ρ×1×9.81×0.66
∴ρ = 6180/6.475 = 954.4 kg/m3 ⇒ δnew = 0.9544
Example 2-7
The reading h on a well type mercury manometer, is 73 cm when measuring a pressure
of 100 kPa.
a) Calculate the ratio of well diameter to the diameter of the tube.
b) Determine the change in level that the well mercury experiences.
a) From equation 2-5:
⎛
A ⎞⎟
⎜
P1 – P2 = ρhg ⎜1 + 2 ⎟
⎜
A ⎟
1⎠
⎝
∴100×103 = 13600×(73×10-2)×9.81×[1 + (A2/A1)]
∴1 + (A2/A1) = 100×103/[13600×(73×10-2)×9.81] = 1.027
∴(A2/A1) = 0.027
∴(D2/D1)2 = 0.027
∴D2/D1 = 0.1643
∴D1/D2 = 6.086 (ratio of well to tube diameter)
b)
d=
A2
h
A1
∴d = 0.027×73×10-2
= 19.71 mm.
EIPINI Chapter 2: Pressure Measurement Page 2-10
2.3.5
2.3.5.1
Liquids used in manometers
Transformer oil
Relative density:
Applications:
Advantages:
Disadvantages:
2.3.5.2
Aniline
Relative density:
Applications:
Advantages:
Disadvantages:
2.3.5.3
Advantages:
Disadvantages:
Advantages:
Disadvantages:
2.964
Useful when measuring higher pressure differences. Suitable for pressure
measurement in ammonia gas installations.
Evaporates slowly. High density.
Bromoform
Relative density:
Applications:
Advantages:
Disadvantages:
2.3.5.7
1.605
Useful when measuring higher pressure differences. Suitable for measuring
pressure in chlorine gas installations.
Not attacked by chlorine.
Not easily seen. Readily evaporates.
Tetrabromoethane
Relative density:
Applications:
2.3.5.6
1.047
Suitable for pressure measurement in ammonia gas installations.
Does not mix with water.
Carbon Tetrachloride
Relative density:
Applications:
2.3.5.5
1.025
Suitable for pressure measurement in low pressure gas or air installations,
with the exception of ammonia and chlorine.
Low density for measuring small pressure differences. Evaporates slowly.
Does not mix with water. Can be easily seen.
Attacks paint. Poisonous, penetrates the skin and causes blood poisoning.
Aniline darkens on contact with air.
Dibutylphathalate
Relative density:
Applications:
Advantages:
Disadvantages:
2.3.5.4
0.864
Useful when measuring small pressure differences. Suitable for pressure
measurement in ammonia gas installations.
Low density for measuring small pressure differences. Unaffected by
ammonia. Can be easily seen. Does not readily evaporate.
Tends to cling to inside of tubes. Density of transformer oil varies.
2.9
Useful where pressure measurement demands manometer liquid with density
between water and mercury.
Density that falls between water and mercury.
Density uncertain. Poisonous. Freezes easily. Subject to attack. Attacks rubber.
Mercury
Relative density:
Applications:
Advantages:
Disadvantages:
13.6
Pressure measurements in compressed gas, and in water and steam
applications.
High density. Can be easily seen. Mercury does not: i) evaporate, ii) mix
with other liquids, iii) wet sides of tubes.
Expensive. Mobility and density are affected by contamination.
EIPINI Chapter 2: Pressure Measurement Page 2-11
2.4 ELASTIC PRESSURE SENSORS
2.4.1
The C type bourdon tube gauge
Bourdon tube pressure gauges are usually used
where relatively large static pressures are to be
measured. A typical bourdon tube pressure gauge
is shown in Figure 2-6. The Bourdon tube
pressure gauge consists of a C-shaped tube with
one end sealed. The sealed end is connected by a
mechanical link to a pointer on the dial of the
gauge. The other end of the tube is fixed and
open to the pressure being measured. The inside
of the Bourdon tube experiences the measured
pressure, while the outside of the tube is exposed
to atmospheric pressure. Therefore, the tube
responds to changes in Pmeasured – Patm. Increasing
this pressure will tend to straighten out the tube
and move the pointer to a higher scale position.
15
10
5
20
25
0
30
Pointer and scale
Hairspring
Adjustable link
Bourdon tube
Range adjust
Pinion gear
Pivot point
Sector gear
Pressure connection
Tube cross section
Figure 2-6
EIPINI Chapter 2: Pressure Measurement Page 2-12
2.4.2
Bellows pressure sensor
The bellows element is basically a flexible metallic
cylinder with a ripple profile, which can expand when a
pressure differential exists between the interior pressure
of the bellows and the pressure surrounding the
bellows. In Figure 2-7(a), a bellows pressure sensor is
used to measure a differential pressure P1 – P2.
Bellows element
P2 Low pressure
Moving end
Spring
P1
High pressure
Pressure indication
Figure 2-7 (a)
Differential pressure
The bellows element may also be used to measure gauge pressure if P2 is equal to
atmospheric pressure, as depicted in Figure 2-7 (b). Absolute pressure may be
measured, see Figure 2-7 (c), if all air is removed from the bellows enclosure, so that
the pressure in the bellows, acts against a vacuum (0 Pa).
Atmospheric pressure
P1
Vacuum (0 Pa)
P1
Pressure indication
Figure 2-7 (b) Gauge pressure
Pressure indication
Figure 2-7 (c) Absolute pressure
EIPINI Chapter 2: Pressure Measurement Page 2-13
2.4.3
Diaphragm pressure sensors
Diaphragms are round flexible disks,
formed from thin metallic sheets with
concentric corrugations. Two diaphragms
may be used together to form a diaphragm
capsule. Figure 2-8 (a) shows the structure
of a single diaphragm while Figure 2-8 (b) and
Figure 2-8 (c), indicate the design of convex
and nested diaphragm capsules, respectively.
Figure 2-8 (a) (single)
Figure 2-8 (b) (Convex)
Figure 2-8 (c) (Nested)
Figure 2-9 (a), shows a diaphragm used to measure a pressure difference, P1 - P2,
while in Figure 2-8 (b), the same function is fulfilled with a diaphragm capsule.
Diaphragm
P2
P1
P2
Capsule
P1
Pressure indication
Figure 2-9 (a) (Diaphragm)
Capsules are sometimes
filled with silicone oil and a
solid plate mounted in the
Pressure
center of the capsule to
protect against over-pressure. indication
Pressure is then applied to
both side of the diaphragm
(Figure 2-10) and it will
P1
deflect towards the lower
pressure. Most pneumatic (High pressure)
differential pressure transmitters (discussed in section Backup plate
2.6) are built around the
pressure capsule concept.
Pressure indication
Figure 2-9 (b) (Capsule)
Force bar
Seal and pivot
Silicone oil
P2
(Low pressure)
Capsule
Figure 2-10
EIPINI Chapter 2: Pressure Measurement Page 2-14
2.5 FORCE-BALANCE GAUGE CALIBRATOR
This instrument is also known as the piston type gauge or the dead weight tester.
Its main purpose is to calibrate other pressure gauges.
The deadweight tester consists of a pumping piston that screws into the oil filled
reservoir, a primary piston that carries the dead weight, and the gauge under test
(Figure 2-11). The primary piston (of cross sectional area A), is loaded with the
amount of weight (W) that corresponds to the desired calibration pressure
(P = W/A). When the screw is rotated, the pumping piston pressurizes the whole
system by pressing more oil into the reservoir cylinder, until the dead weight lifts
off its support. The gauge under test is also exposed to the oil pressure that at this
stage is equal to the calibration pressure.
Mass pieces
Platform
Gauge under test
Primary piston
Secondary
(pumped)
piston
Screw
Oil
Figure 2-11
Example 2-8
A dead weight tester has a primary piston with a diameter of 1.5 cm. The mass of the
platform and primary piston together, is 300 gram. Calculate the mass m, of the mass
pieces, that must be placed on the platform to check a gauge at 150 kPa.
Weight of masspieces + weight of platform and primary piston
Area of primary piston
Pressure =
⎡m × 9.81 + (300 × 10 - 3 ) × 9.81⎤
⎢
⎥⎦
∴150×103 = ⎣
⎡ (1.5 × 10 - 2 ) 2 ⎤
⎢π
⎥
4
⎣
⎦
-6
∴(150×10 )×(176.7×10 ) = 9.81m + 2.943 ⇒ 9.81m = 26.51 – 2.943
∴9.81m = 23.57 ⇒ m = 2.403 kg.
The total mass of the mass pieces to be placed on the platform is therefore 2.403 kg.
3
EIPINI Chapter 2: Pressure Measurement Page 2-15
2.6 The pneumatic differential pressure transmitter (DP cell)
The purpose of this instrument is to measure a differential pressure Phigh – Plow, and
convert the measured value into a standard output pressure that varies between 20 kPa
and 100 kPa. The measured value may then be transmitted as a pressure variable, to a
station some distance away. A simplified schematic of a pneumatic pressure
transmitter is given in Figure 2-12.
Flapper
Restriction
Regulated
air supply
Nozzle
Pilot
relay
Cross flexure
A
Pivot point
(range wheel
adjust)
L1
Feedback
bellows
L2
Range bar
B
Output pressure
P0
Force bar
Pivot and seal
Zero adjustment
(20 kPa)
Capsule
flexure
Liquid filled
diaphragm
capsule
Low pressure (P2)
High pressure (P1)
Figure 2-12
The operation of the differential transmitter is governed by the flapper and
nozzle feedback mechanism, which keeps the range bar, pivoted by the range
wheel, in balance. The upper part of the range bar and force bar is connected by a
flexible plate. When the input pressure differential, P1-P2, increases, the force bar
will pivot in a clockwise direction, and that will in turn cause the range bar to
pivot clockwise. The flapper will therefore move towards the nozzle and airflow
from the supply, through the nozzle, will consequently be reduced (blocked by
flapper). This will result in a lower pressure drop across the restriction in the
supply line and thus a higher pressure will be presented to the feedback bellows
via the pilot relay that serves as a pneumatic buffer amplifier between the nozzle
and feedback bellows (for clarity, a direct connection via the pilot relay, is shown
in Figure. 2-12).
EIPINI Chapter 2: Pressure Measurement Page 2-16
The feedback bellows will now push the range bar in an anti-clockwise
direction, thereby restoring balance of both the range bar and the force bar, but at
a higher output pressure value of P0, indicative of an increased value of P1-P2.
Similarly, when P1-P2 decreases, the flapper will be pushed away from the
nozzle, thereby increasing the airflow through the nozzle resulting in a higher
pressure drop across the restriction and a lower pressure transmitted to the
feedback bellows. Balance will thus be restored, but at a lower value of P0.
The zero adjustment represents a pressure of 20 kPa in opposition to P0, so that when
the pressure differential, P1 – P2, is zero, the output must still be 20 kPa. To simplify
the discussion, let us assume that the effective clockwise moment at point A is
(P1 - P2)L1 while the anti-clockwise moment at point B is (P0 – 20)L2. Equating these
moments around the range wheel:
(P1 – P2)L1 = (P0 - 20)L2
∴P0 =
L
1
L
2
(P1 – P2) + 20 kilopascal ….……..….(1)
The ratio L1/L2 is adjusted during calibration, by changing the position of the range
wheel, to ensure that P0 equals 100 kPa when (P1-P2) reaches it’s maximum value.
Setting this ratio equal to m, we can rewrite equation (1) as:
P0 = m×(P1 – P2) + 20 kilopascal
Equation 2-7
In Equation 2-7, the variables P0, P1 and P2, must be expressed in kilopascal. A
graphical representation of Equation 2-7 is given in Figure 2-13
Output P0
[kPa]
P0 = m×(P1 – P2) + 20
where m = 80/(P1-P2)MAX
100
80
Figure 2-13
20
(P1-P2)MAX
0
(P1-P2)MAX
Input (P1-P2)
[kPa]
Example 2-9
A differential pressure transmitter is correctly calibrated for a process variable that
varies from 0 kPa to 170 kPa. Determine the output of the DP transmitter when the
process variable reaches 90 kPa.
EIPINI Chapter 2: Pressure Measurement Page 2-17
From Equation 2-7, the output of the transmitter is given by: P0 = m×(P1 – P2) + 20
When (P1-P2) = 170 kPa, the output is P0 = 100. ∴100 = m×170 + 20 ⇒ m = 0.4706
∴P0 = 0.4706(P1 – P2) + 20 kilopascal
If (P1-P2) = 90 kPa.: P0 = 0.4706×90 + 20 = 62.35 kPa.
The Pilot Relay
In Figure 2-12, the pressure developed by the
nozzle, is enhanced by a pilot relay.
Theoretically, without a pilot relay, as shown
in Figure 2-14, the restriction, flapper, nozzle
and feedback bellows mechanism, would still
function properly and respond to the force
applied to the flapper, with an output pressure
related to the force. The practical problem
however, is that an increase in output
pressure, must be accompanied by an increase
in air flow through the very narrow
restriction, while a decrease in pressure, must
be accompanied by air bleeding away through
the small nozzle opening. The response of the
output pressure to changes in flapper
movement, will inevitably be slow.
Air
supply
Restriction
Flapper and
nozzle
F
Pivot
Output
Feedback
bellows
Figure 2-14
The pilot relay alleviates Air
Flapper and
this problem by allowing supply
Restriction
nozzle
the nozzle pressure to
operate a small diaphragm
Vent
which in turn controls
F
the output pressure of the
pilot relay in such a way,
that it will follow the
nozzle pressure, but this
Pivot
time, the output pressure
Diaphragm
Spring
is derived directly from
the more powerful air
Feedback
supply. In Figure 2-15, the
bellows
arrangement of the flapper
Output
and nozzle, assisted by a
pilot relay, is shown.
Supply valve Valve Exhaust valve
Figure 2-15
(ball)
stem
(cone)
When the force F moves the flapper towards the nozzle, the airflow through the
nozzle will be reduced, thereby causing a smaller pressure drop across the
restriction, so that more of the supply pressure will arrive at the diaphragm
EIPINI Chapter 2: Pressure Measurement Page 2-18
chamber of the pilot relay, pushing the valve stem to the left. Moving the valve
stem to the left, will have a dual effect. Firstly the supply valve will allow more of
the air supply to reach the output (increasing the output pressure), and secondly,
the exhaust valve will close a bit more, making it more difficult for the newly
established higher output pressure, to relax itself through the vent. Balance will
again be restored by the higher pressure in the feedback bellows, that opposes the
disturbing force.
Similarly, when the external force pulls the flapper away from the nozzle, the air
flow through the nozzle will increase. The increased air flow will cause more of
the available supply pressure to fall across the restriction, making less pressure
available on the nozzle side of the restriction. The diaphragm will slacken, as it is
now exposed to a lower pressure and the valve stem will move to the right. The
supply valve will begin to close, thereby restricting the flow of air from the supply
to the output (thereby decreasing the output pressure) and at the same time, the
exhaust valve will open more, thus providing a wider escape route for the original
high output pressure, facilitating in this way with the rapid change in output
pressure from a higher value to a lower value. As always, the feedback bellows,
now receiving a lower pressure, will oppose the external force and bring the
flapper back into balance.
The flapper/nozzle, pilot relay arrangement, is an important pneumatic mechanism
and is also used in other instruments, such as the pneumatic control valve discussed in
Chapter 6, in addition to the differential pressure transmitter.
2.7 Strain gauges
Many pressure instruments such as an electronic differential pressure transmitter,
may need to develop a standard electrical signal of 4 to 20 mA or 1 to 5 V,
instead of the standard 20 to 100 kPa pressure signal. The strain gauge is one of
the devices used to convert a pressure or force into an electrical signal. The
majority of strain gauges are foil types, shown in Figure 2-16. They consist of a
pattern of resistive foil which is mounted on a backing material and operate on
the principle that as the foil is subjected to stress, the resistance of the foil
changes in a defined way.
Alignment marks
Backing material
Grid
Figure 2-16
Solder tabs
EIPINI Chapter 2: Pressure Measurement Page 2-19
For a metal wire, the electrical resistance is given by:
R = ρ l , where R is the resistance of the wire (Ω), ρ is the metal’s resistivity
a
(Ω-m), ℓ the length of the wire (m) and a the cross sectional area of
the wire (m2).
The resistance will increase with increasing length of the wire or as the cross sectional
area decreases. When force is applied, as indicated in Figure 2-17, the overall length
of the wire tends to increase while the cross-sectional area decreases. This increase in
resistance is proportional to the force that produced the change in length and area. The
gauge factor (GF) of the strain gauge is defined as:
GF = ΔR/R ,
Δl/l
where ΔR is the change in resistance, corresponding to a change in length, Δℓ.
Wire without tension
Force
Cross sectional
area decreases
Force
Length increases
Wire under tension (stress)
Figure 2-17
The fractional change in length Δℓ/ℓ is called the strain ε, so that the gauge factor
may be expressed as:
where
GF = ΔR/R ,
ε
Equation 2-8
ε = Δl .
l
Equation 2-9
The value of GF for a metallic strain gauge is 2.
The strain gauge pattern can be bonded to the surface of a pressure capsule or
embedded inside the capsule. The change in the process pressure will cause a resistive
change in the strain gauge, which can be used to produce a 4 to 20 mA or 1 to 5 V
signal.
To facilitate with converting a change in resistance to a corresponding voltage
change, a Wheatstone bridge, shown in Figure 2-18, is used. The Wheatstone bridge is
excited with a stabilised DC supply and the bridge can be zeroed at the null point of
measurement. As stress is applied to the bonded strain gauge, a resistive change takes
place and unbalances the Wheatstone bridge. This results in a signal output, related to
the stress value.
EIPINI Chapter 2: Pressure Measurement Page 2-20
Gauge in
tension
(R + ΔR)
F
R2
R1
E
–
V0
R3
+
R4
Strain gauge
Figure 2-18
Using the voltage division rule, the output voltage of the bridge is easily obtained as:
R3 ⎞
R4
⎟ E.
−
⎟
R
R
R
R
+
+
4
1
3⎠
⎝ 2
⎛
V0 = ⎜⎜
From this equation it is apparent that when
R
R
3
4
=
(which implies
R + R
R + R
2
4
1
3
R
R
4 = 2 ), the voltage output V0 will be zero. Under these
R
R
1
3
conditions, the bridge is said to be balanced. Any change in resistance in any arm of
the bridge will now result in a nonzero output voltage. Therefore, if we replace R4 in
Figure 2-16 with an active strain gauge, any change in the strain gauge resistance will
unbalance the bridge and produce a nonzero output voltage, related to the stress. Let us
assume that when the bridge is in balance, the nominal values of the bridge arms are
R1 = R, R2 = R, R3 = R and R4 = R. Now if R4 is put under tension (stress), R4 will
change its value to R + ΔR and the bridge output will become:
that R1R4 = R2R3 or
(R + ΔR)
⎞
− R ⎟⎟ E = ⎛⎜ R + ΔR − 1 ⎞⎟ E
⎝ 2R + ΔR 2 ⎠
⎝ R + (R + ΔR) R + R ⎠
⎛
V0 = ⎜⎜
⎛ 2(R + ΔR) − (2R + ΔR) ⎞
⎟⎟ E
2(2R + ΔR)
⎝
⎠
∴V0 = ⎜⎜
∴V0 =
ΔR
E
4R + 2ΔR
From Equation 2-8:
ΔR = (GF)Rε.
Using this expression for ΔR in the expression for V0 above:
(GF)Rε
R(GF)ε
V0 =
E=
E
4R + 2(GF)Rε
4R[1 + (GF)ε/2]
EIPINI Chapter 2: Pressure Measurement Page 2-21
∴V0 =
(GF)ε
4⎡⎢1 + (GF) ε ⎤⎥
2⎦
⎣
E
Equation 2-10
Equation 2-10 is the bridge equation for one strain gauge in the bridge or what is
known as a quarter bridge. Other structures are possible, such as one active and one
dummy strain gauge or two active strain gauges (half-bridge) or four active strain
gauges (full bridge).
The bridge output voltage is typically very small and additional electronic circuitry is
needed to amplify the signal and condition it for a 4 to 20 mA or a 1 to 5 V signal.
Example 2-10
A strain gauge, imbedded in a silicone filled pressure capsule, is used to measure a
differential pressure P1 – P2. The strain gauge is connected to a quarter Wheatstone
bridge arrangement shown in the figure below. Each of the resistors in the three fixed
arms, has a resistance of 120 Ω. The strain gauge has a nominal resistance of 120 Ω
and the bridge is therefore in balance if the capsule experiences no stress. The gauge
factor of the strain gauge is two (GF = 2). The pressure cell is put under stress by
applying a differential pressure P1 – P2 = 100 kPa which results in a strain of ε = 0.005
in the strain gauge. Calculate the amplifier gain required to produce an output of 1 volt
from the Wheatstone output voltage V0, when P1 - P2 = 100 kPa.
120 Ω
10 V
120 Ω
–
V0
+
Strain
gauge
120 Ω
P2
A
Pressure
capsule
P1
Output
From Equation 2-10,
(GF)ε
2 × 0.005
E=
×10 = 24.88×10-3 V (= 24.88 mV)
V0 =
4⎡⎢1 + (GF) ε ⎤⎥
4 × ⎡⎢1 + 2 × 0.005 ⎤⎥
2⎦
⎣
2 ⎦
⎣
The amplifier gain A must therefore be 1/(24.88×10-3) = 40.19
EIPINI Chapter 3: Flow Measurement Page 3-1
3. FLOW MEASUREMENT
The purpose of this chapter is to introduce students to the definitions and units of flow
related quantities and to discuss typical methods to measure volumetric flow and
flowrate.
3.1 VOLUMETRIC FLOW AND FLOWRATE
Volumetric flow
Volumetric flow is the total volume of a liquid or gas passing a given point over a
certain period of time, and is measured in cubic meter (m3).
Note: An example of volumetric flow measurement is municipal water meters that
measures the total volume of water used by the customer over a month period. Another
example is measuring the total volume of petrol at a gas station, when filling up a car’s
tank.
Flowrate
Flowrate is the volume of a liquid or gas passing a given point per unit time, and is
measured in cubic meter per second (m3/s).
Note: The flowrate (q) may also be expressed as the product of the velocity (v) of the
flow and the cross sectional area (A) of the pipe through which the flow occurs:
q = Av
Equation 3-1
v
Total volume transported
in 1 second = q = Av
A
v
Distance cylinder travels in 1 second
3.2 VISCOSITY
Viscosity is a measure of a fluid's resistance to flow and is measured in
poiseuille (PI).
Note: Not all liquids are the same. Some are thin and flow easily. Others are thick and
sticky. Honey or syrup will pour more slowly than water. A liquid's resistance to flow
is called its viscosity. Imagine two layers of a liquid at a distance y from each other
and with layer area A, as shown in Figure 3-1. If we assume that the bottom plate is
the layer of stationary liquid molecules, clinging to the wall of the pipeline, then the
force F that we must apply to move the top plate at a constant velocity v relative to the
bottom plate, will be indicative of the fluid’s flow resistance.
EIPINI Chapter 3: Flow Measurement Page 3-2
v
F
v
y
Figure 3-1
The quantity
v
F
, is called the shear stress in the fluid and the ratio
is called the
y
A
velocity gradient (or shear rate). For typical liquids (Newtonian liquids), the shear
stress is proportional to the velocity gradient and the constant of proportionality is
called the viscosity η of the liquid.
η=
F/A
v/y
Equation 3-2
The SI units for viscosity are the poiseuille (PI) or pascal-second (Pa-s) or newtonsecond per square meter (N-s/m2). Another common (cgs) unit used to express
viscosity is the poise (1 poise = 0.1 PI).
Some examples of viscosity of liquids (at 20 ºC):
ηwater = 0.001 PI
ηair = 0.00002 PI
ηhoney = 100 PI
ηoil = 1 PI (typical)
ηmercury = 0.0015 PI
ηpeanut butter = 2500 PI
Notes: i) Pressure has very little effect on viscosity.
ii) Viscosity is not related to density.
iii) The viscosity of liquids decrease while the viscosity of gasses increase
with increasing temperature.
iv) The viscosity of a liquid divided by the density of the liquid is called the
kinematic viscosity of the liquid.
3.3 STREAMLINED FLOW AND TURBULENT FLOW
Streamlined flow
In a streamlined flow (also called laminar flow),
all the particles in the liquid, flow in the same
direction and parallel to the walls of the pipe, and
the streamlines are smooth (Fig 3-2a).
Turbulent flow
In a turbulent flow, the particles in the stream,
flow axially as well as radially, and the
streamlines are in a chaotic pattern of ever
changing swirls and eddies (Fig 3-2b).
Figure 3-2 (a) Laminar flow
Figure 3-2 (b) Turbulent flow
EIPINI Chapter 3: Flow Measurement Page 3-3
The Reynolds number
The Reynolds number for a flowstream is given by:
Re =
Dvρ
η
Equation 3-3
where D is the pipe diameter (m), v is the flow speed of the fluid (m/s), ρ is the
density of the fluid (kg/m3) and η is the viscosity of the fluid (PI).
At low Reynolds numbers (generally below Re = 2000) the flow is streamlined while
at high Reynolds numbers (above Re =3000) the flow becomes fully turbulent.
Flow straighteners (straightening vanes)
When flow is measured and the flow is not streamlined, errors may arise in the
readings obtained. This problem can be prevented by installing flow straighteners
or straightening vanes, inside the pipe as shown in Figure 3-3.
Flow
Flow
Figure 3-3
Example 3-1
The average velocity of water at room temperature in a tube of radius 0.1 m is
0.2 ms-1. Is the flow laminar or turbulent?
Re = (0.2×0.2×1000)/0.001 = 40000 > 3000 hence turbulent.
3.4 POISEUILLE’S LAW
The flowrate of a streamlined liquid in a horizontal pipe is given by:
q=
πR 4
(p − p 2 )
8ηL 1
Equation 3-4
where q is the liquid’s flowrate (m3/s), R is the radius of the pipe (m), η is the
viscosity of the fluid (PI), L is the length of the pipe (m) and p1–p2 is the pressure
differential across the pipe (Pa).
The variables used in Equation 3-4, are
illustrated in Figure 3-4, and the typical
parabolic velocity profile associated with
laminar flow in a pipe, is also shown.
p1
R
q
L
p2
Figure 3-4
EIPINI Chapter 3: Flow Measurement Page 3-4
Example 3-2:
Calculate the flowrate of water in a pipe with diameter of 0.15 m and length 100 m
that discharges into air (p2=100 kPa) while the pump at the other end maintains a
pressure of 102 kPa. Ans: q =
π(0.075) 4
3
(102 × 103 − 100 × 103 ) = 0.2485 m /s.
8 × (0.001) × 100
3.5 ENERGY OF A LIQUID IN MOTION
Pressure energy
Pressure energy is the energy which a liquid has by virtue of its internal pressure.
A body of liquid with volume V meter3 under pressure p newton/meter2, possesses
pressure energy equal to pV joule. Pressure energy per unit volume (when V equals
1 cubic meter), equals p joule.
Kinetic energy
Kinetic energy is the energy a liquid has by virtue of its motion. A body of liquid
with mass m kilogram, moving at velocity v meter/second, possesses kinetic energy
equal to ½mv2 joule. If the density of the liquid is ρ kilogram/meter3, then the
kinetic energy per unit volume (m = ρV; if V = 1, then m = ρ), equals ½ρv2 joule.
Potential energy
Potential energy is the energy that a liquid has by virtue of its height above a given
plane. A body of liquid with mass m kilogram and a height h meter above a
reference plane, possesses potential energy equal to mgh, where g is the
gravitational acceleration constant. If the density of the liquid is ρ kilogram/meter3,
then the potential energy per unit volume, equals ρgh joule.
3.6 BERNOULLI’S LAW
If an incompressible fluid is in a streamlined flow with no friction, the sum of the
pressure energy, the kinetic energy and potential energy per unit volume, is
constant at every point in the flow.
p + 1 ρv 2 + ρgh = constant.
2
Equation 3-5 (a)
Or alternatively, at point 1 and 2 in the stream:
p1 + 1 ρv 2 + ρgh1 = p 2 + 1 ρv 2 + ρgh 2 .
2 1
2 2
Equation 3-5 (b)
EIPINI Chapter 3: Flow Measurement Page 3-5
Static pressure
Static pressure is the pressure that would be measured by a pressure gauge moving
with the flow.
Dynamic pressure
Dynamic pressure is the pressure exerted by a flow because of the flow velocity.
Stagnation pressure
Stagnation pressure is the sum of the static and dynamic pressure in a flow.
Note: Referring to equation 3-5a, the energy per unit volume, p, is the static pressure
and the kinetic energy per unit volume ½ρv2, is the dynamic pressure (energy per unit
volume may be associate with pressure as [Joule/meter3] is equivalent to [Pascal] and
interested students are encouraged to verify this dimensional equivalence). The static
and dynamic pressures taken together, is called the stagnation pressure (or impact
pressure), which is the pressure realized when a flowing fluid is brought to rest.
pstag = p + ½ρv2
∴pstag = pstat + pdyn ……………………………………..……… Equation 3-6
3.7 THE PITOT TUBE
One of the earliest flow meters , operation based on Equation 3-6, is the Pitot tube.
Stagnation (impact)
The L shaped tube, has the
Static pressure pstat
pressure pstag
pitot
opening
directly
facing the oncoming flow
stream, as shown in
Figure 3-5. At the Pitot
v
opening, the stream is
brought to rest, and the
Impact hole
impact
or
stagnation
pressure is measured. The
Figure 3-5
static pressure is measured
at right angles to the flow direction. The flow velocity and therefore the flowrate
q = Av, may be determined from the difference between the stagnation pressure and
the static pressure:
v=
2(p
−p
)
stag
stat
.
ρ
Equation 3-7
A disadvantage of the Pitot tube is that it measures the flowrate only at one point.
An annubar flowmeter overcomes this problem by positioning several Pitot tubes
across the pipe diameter, providing a better average.
Note: The Pitot tube measures flowrate, by making direct use of Equation 3-6,
pdyn = pstag – pstat ⇒ ½ρv2 = pstag – pstat ⇒ v = √[2(pstag – pstat)/ρ].
EIPINI Chapter 3: Flow Measurement Page 3-6
3.8 THE FLOW EQUATION
In this section, we will derive the flow equation for a horizontal flow stream. Given
that the flow stream is horizontal, gravitational forces and potential energy of the flow,
will be neglected. A flow restriction will be formed by allowing a section of the pipe
to become narrower than the rest of the pipe. We will then show that the flowrate q,
may be determined from the square root of the pressure difference across the
restriction.
Figure 3-6
h
h1
Flowdirection
A1
p1
ρ
v1
A2
p2
ρ
v2
Flowrate = q
X
Y
Referring to Figure 3-6, consider a unit volume in the flow stream with mass ρ
(given that the density of the stream is ρ). Let us now follow this unit volume in the
flow stream, as it passes the point X (flow area A1), travelling with velocity v1 and
under pressure p1, and then later passing the point Y (with smaller flow area A2) at a
higher velocity v2 and under the influence of a smaller pressure p2.
According to Bernoulli’s theorem for a steady stream, the total energy content
(pressure energy plus kinetic energy) of the unit volume should stay constant.
1 2
1
ρv + p = ρv 2 + p ………………………………….. Equation 3-8 (a)
1
1
2
2
2 2
And flow continuity demands that the flow rate q must be the same at X and Y:
q = A1v1 = A2v2, therefore v1 =
A
2 v ……….…………… Equation 3-8 (b)
A 2
1
Using Equation 3-8 (b), v1 can be eliminated from Equation 3-8 (a), which will allow
us to obtain an expression for v2 and to determine the flowrate from q = A2v2.
1
1
ρ[(A /A )v ]2 + p = ρv 2 + p ⇒ ρ(A 2 / A1) 2 v 2 + 2p1 = ρv 2 + 2p 2
2 1 2
1 2 2
2
2
2
2
2(p1 − p 2 )
∴ ρv 2 ⎡⎢1 − (A 2 / A1) 2 ⎤⎥ = 2(p1 − p 2 ) ⇒ v 2 =
2
2⎣
⎦
ρ ⎡⎢1 - (A 2 /A1) 2 ⎤⎥
⎣
⎦
EIPINI Chapter 3: Flow Measurement Page 3-7
2(p1 − p2 )
∴v2 =
⎡
⎤
ρ⎢1 − (A 2/A1)2 ⎥
⎢⎣
………….………...…… Equation 3-8 (c)
⎥⎦
The flow rate q is given by:
q = A2v2 …………………………….…………..…………... Equation 3-8 (d)
From Equations 3-8 (c) and 3-8 (d) it then follows that,
2(p1 − p2 )
q = A2 ⎡
⎤
ρ⎢1 − (A 2/A1)2 ⎥
⎢⎣
……...……...……… Equation 3-8 (e)
⎥⎦
Equation 3-8 (e), expresses essentially what we wanted to show, namely, the flow
rate q varies with the square root of the pressure difference across the restriction.
Equation 3-8 (e) may be simplified further, if we choose to specifically measure the
pressure difference p1 – p2 by allowing the liquid in the stream to rise up in the two
vertical tubes, as shown in Figure 3-6, and then take the reading h.
p1 = Patm + ρ(h1 + h)g and
p2 = Patm + ρh1g.
∴p1 – p2 = ρhg ………………………….……….…….……. Equation 3-8 (f)
Using p1 – p2 from Equation 3-8 (f) in Equation 3-8 (e):
q = A2
2ρhg
2hg
= A2
…….…… Equation 3-8 (g)
2
2
⎡
⎤
1 − (A 2 /A1)
ρ ⎢1 − (A 2 /A1) ⎥
⎣
⎦
We now define a calibration constant:
k = A2 2g/[1− (A 2 / A1) 2 ] ………………...………. Equation 3-8 (h)
From Equations 3-8 (f) and 3-8 (g), we may conclude that,
q=k h
Equation 3-9
Note: Although we assumed a horizontal flow stream, it can be shown that Equation
3-9 is equally valid for inclined flow streams or even vertical flow streams. Please
remember that h in Eq. 3-9 still implies the pressure difference p1 – p2 (pascal).
EIPINI Chapter 3: Flow Measurement Page 3-8
Example 3-3
A flow rate meter, uses a restriction in the flow stream, to measure the flow rate of a
liquid in a horizontal pipe. The pressure difference across the restriction is determined
by allowing the liquid into two vertical tubes installed on top of the pipe and on both
sides of the restriction. When the flow rate is 0.1 cubic meter per second, the level
difference of the liquid in the tubes is 0.3 meter. Calculate the flow rate when the level
difference of the liquid in the two tubes is 0.6 meter.
Answer: Using Equation 3-9: q1 = k h ⇒ 0.1 = k 0.3 ⇒ k = 0.1/ 0.3 = 0.1826
1
∴q2 = k h = 0.1826 0.6 = 0.1414 m3/s
2
Example 3-4
A cylindrical object with volume Vf = 100×10-6 m3,
density ρf = 2000 kg/m3 and cross sectional area
Af = 4×10-3 m2, is suspended in the centre of a vertical
tapered tube by water with density ρℓ = 1000 kg/m3,
rushing upwards with a velocity v1 meter/sec. driven
forward by pressure p1 pascal when the tube’s crosssectional area is A1 = 5×10-3 m2 and speeding up to a
velocity v2 meter/sec. when it reaches the restricted crosssectional area A2 = 1×10-3 m2, around the object, where
the pressure has diminished to p2 pascal. Calculate the
flow rate of the water.
v2
v2
p2
A2
v1
p1
q
q
p1
0.005m2
A1
p2
0.004m2
0.001m2
Answer: There are two forces operating on the object, a gravitational force Fw pulling
it downwards and a drag force Fd caused by the water stream, pulling it upwards.
Fw = Weight of the object – Weight loss of the object in the water
= ρfVfg – ρℓVfg (Weight loss, according to Archimedes’s law,
equals weight of water displaced by object)
-6
= 2000×(100×10 )×9.81 – 1000×(100×10-6)×9.81 = 0.981 N
Fd
Fw
Fd = Force caused by pressure p1 (up) – Force caused by pressure p2 (down)
= p1×Cross-sectional area of object – p2×Cross-sectional area of object
= p1×Af – p2×Af = p1×(4×10-3) – p2×(4×10-3)
= 4×10-3(p1 – p2) newton
For this object to be stationary and stay suspended at one position in the water, the
water drag force acting on the object, must equal the gravitational force.
∴Fd = Fw ⇒ 4×10-3(p1-p2) = 0.981
∴p1 – p2 = 245.3 Pa
From Equation 3-8 (e):
q = A2√{2(p1-p2)/ρℓ[1-(A2/A1)2]}
= (1×10-3)×√{[2×245.3]/[1000×(1 – (1×10-3/5×10-3)2)]}
= (1×10-3)×√{(490.6)/[1000×(1-0.04)]}=(1×10-3)√(490.6/960)
= 1×10-3×√0.511 = 714.8×10-6 m3/sec.
EIPINI Chapter 3: Flow Measurement Page 3-9
Example 3-5 A flow rate meter, uses a restriction in the flow stream, to measure the
flow rate of a liquid in a horizontal pipe. When the flow rate of the stream reaches its
maximum value (100%), the differential pressure meter also registers its maximum
reading (100%). Assuming that the pressure meter will show a zero reading when the
flow rate is zero, calculate the flow rate when the pressure meter indicates 20%, 40%,
60% and 80% of its full scale reading. Draw a graph of percentage flow rate versus
percentage differential pressure.
It is given that the flow rate q is 100% when the differential pressure h is 100%.
Using Equation 3-9, q = k h , 100 = k 100 ⇒ k = 10
For h = 20%, q = 10 20 = 44.72%. For h = 40%, q = 10 40 = 63.25%
For h = 60%, q = 10 60 = 77.46%. For h = 80%, q = 10 80 = 89.44%
Flowrate q
(percent of full scale)
100
80
q = 10 h
or
h = 0.001q2
(y = ax2)
60
40
20
Differential pressure h
(percent of full scale)
0
20
kPa
20
40
60
36
kPa
52
kPa
68
kPa
80
84
kPa
100
100
kPa
If we did use a differential pressure transmitter to measure the pressure difference,
then 0% input pressure would correspond to 20 kPa, 20% input pressure to 36 kPa,
40% input pressure to 52 kPa, 60% input pressure to 68 kPa, 80% input pressure to 84
kPa and 100% input pressure to 100 kPa. These values are also shown on the
differential pressure axis of the graph.
Example 3-6: Use Equation 3-8 (c) to derive the simplified Bernoulli’s equation,
p1 – p2 ≈ 4v22, that medical doctors use when they examine a patient’s blood
circulation. Assume δblood = 1, p1 – p2 is measured in mm. Hg and (A2/A1)2 << 1.
v2 = √{[2(p1-p2)pascal]/[ρblood(1-(A2/A1)2]} ≈ √[2(p1-p2)pascal/1000] because A22 << A12
and ρblood ≈ 1000 kg/m3. Also (p1-p2)pascal = [13600×(p1-p2)mmHg×9.81]/1000
∴v2 = √[2×13600(p1-p2)mmHg×9.81/10002] = √0.27(p1-p2) ⇒ p1-p2 ≈ 4v22
EIPINI Chapter 3: Flow Measurement Page 3-10
Allowing a pressure differential to develop across a restriction in a flow stream, is a
popular method to measure the flowrate in a liquid as well as a gaseous flow. Two
important meters that utilise this method are the venturi tube and the orifice plate.
3.9 THE VENTURI TUBE
3.9.1
Operation and construction
The venturi tube, illustrated in
Figure 3-7, has a converging conical
inlet, a cylindrical throat, and a
diverging conical outlet cone. It has
no projections into the fluid, no
sharp corners, and no sudden changes in contour. The inlet section decreases the
area of the fluid stream causing the velocity to increase and the pressure to
decrease. The low pressure is measured in the centre of the cylindrical throat since
the pressure will be at its lowest value, and neither the pressure nor the velocity is
changing. The outlet or recovery cone allows for the recovery of pressure such that
total pressure loss is only 10% to 25%. The high pressure is measured upstream of
the entrance cone.
High pressure tap
(upstream tap)
Low pressure tap
(downstream tap)
d
Flow
Inlet cone
(19º – 23º)
D
d Throat
d/2
D/2
Figure 3-7
3.9.2 Advantages and disadvantages of the venturi tube
Advantages
• Pressure loss is small
• Operation is simple and reliable
Disadvantages
• Highly expensive
• Occupies considerable space.
Outlet cone
(5º – 15º)
EIPINI Chapter 3: Flow Measurement Page 3-11
3.9.3 Pressure profile across the venturi tube
In Figure 3-8 an experimental setup is shown to measure the pressure near the venturi
tube wall, and thereby obtaining some feeling about the way the pressure varies with
the flow along the venturi tube. The pressure in the flow experiences a dramatic drop
in value at the entrance of the throat, accompanied by two pressure spikes and then
remains essentially constant in the throat. As the flow enters the output cone, the
pressure slowly recovers but never reaches the original pressure. For a venturi tube
however, the total pressure loss is only 10% to 25%.
Non-recoverable pressure loss
Flow
Figure 3-8
3.10 THE ORIFICE PLATE
3.10.1 Positioning of an orifice plate between pipe flanges
The orifice meter, is a common and simple method to measure flow
rate. It consists of a thin steel plate with a hole, through which the
flow passes. The plate is held between two flanges as shown in
Figure 3-9. Some orifice plates have a tag with identification
information that is still visible after the orifice plate has been
clamped between the two pipe flanges.
Figure 3-9
Tag
Flow
Pipe flange Packing
Orifice plate
Orifice
Packing
Pipe flange
EIPINI Chapter 3: Flow Measurement Page 3-12
3.10.2 Drain and vent holes
Drain holes:
Drain holes (Figure 3-10a) are provided
to prevent solid particles in liquids and
condensate in gasses to accumulate at
the bottom of the pipe on the upstream
side of the orifice plate. Drain holes
provide a path for the particles and
condensate to be transported further
down the pipe with the flow.
Orifice plate
Flow
Drain hole
Figure 3-10 (a)
Vent holes:
Vent holes (Figure 3-10b) are provided
to prevent gasses to accumulate at the
top the pipe on the upstream side of the
orifice plate, when transporting liquids.
Vent holes provide a path for the
trapped
gasses
to
be
carried
downstream with the flow.
Vent hole
Flow
Orifice plate
Figure 3-10 (b)
3.10.3 Concentric, eccentric and segmental orifice plates
Concentric orifice plate
The concentric orifice plate (Figure 3-11a)
has its opening located exactly in the
centre of the plate. This plate is used for
gasses and clean liquids. It is unsuitable
for liquids with poor flow characteristics.
Figure 3-11 (a)
Eccentric orifice plate
The eccentric orifice plate (Figure 3-11b)
is used in gaseous installations in which
condensates are present or where solid
particles are present in liquid mediums.
Figure 3-11 (b)
Segmental orifice plate
The segmental orifice plate (Figure 3-11c)
is used in systems where solid particles are
present in the liquid medium or if the
medium is in pulpy form.
Figure 3-11 (c)
EIPINI Chapter 3: Flow Measurement Page 3-13
3.10.4 Advantages and disadvantages of orifice plates
Advantages
• Orifice plates are cheap and easy to install. (A home made orifice is often
entirely satisfactory, whereas a venturi meter is practically always purchased
from an instrument dealer.)
• Orifice plates are reliable and require a minimum amount of maintenance.
• The orifice plate can easily be changed to accommodate widely different flow
rates, whereas the throat diameter of a venturi is fixed.
Disadvantages
• The orifice meter has a large permanent loss of pressure because of the presence
of eddies on the downstream side of the orifice-plate; the shape of the venturi
meter, however, prevents the formation of these eddies and greatly reduces the
permanent pressure loss.
• The higher pressure loss may be associated with higher cost and when an orifice
is inserted in a line carrying fluid continuously over long periods of time, the
cost of the power loss may be out of all proportion to the saving in first cost.
3.10.5 The vena contracta position in a flow stream
The point where the stream is at its smallest cross-sectional area is called the vena
contracta. At this point, flow velocity is a maximum and pressure is a minimum.
Flow
Figure 3-12
Vena contracta
The position of the vena contracta point, indicated in Figure 3-12, is of course not
stationary but varies with flow velocity. (It is useful here to think about a hosepipe
nozzle.)
3.10.6 Positions of the various orifice plate tap points.
Depending on the application to which the orifice plate is put, tap points can be
located at various positions. The following tap points are usually used:
Corner taps
Corner taps are mounted directly against the sides of the orifice plate, as shown in
Figure 3-13a. Corner taps are very sensitive and calibration is very easily affected
if the d/D ratio changes as a result of wear. These tap points are therefore not
recommended for liquids which contain solid particles.
EIPINI Chapter 3: Flow Measurement Page 3-14
High pressure tap
Low pressure tap
Flow
D
d
Figure 3-13 (a)
Flange taps
Flange taps are mounted directly in the pipe flange 25 mm. upstream and 25 mm.
downstream, as shown in Figure 3-13b. They are usually accurately built into the
flange by the manufacturer.
25 25
mm mm
High pressure tap
Low pressure tap
Flow
D
d
Figure 3-13 (b)
Radius taps
Radius taps are the most common type in use and are usually called D and D/2 taps
or throat taps. The high pressure tap is mounted one pipe diameter upstream and
the low pressure tap, one half pipe diameter downstream. These taps give a very
high differential pressure.
High pressure
tap
D
½D
Low pressure tap
Flow
D
d
Figure 3-13 (c)
EIPINI Chapter 3: Flow Measurement Page 3-15
Vena contracta taps
These taps, shown in Figure 3-13d, are much like radius taps. The high pressure
tap is also situated one pipe diameter upstream and the low pressure tap is situated
at the vena contracta point. A disadvantage of this system is that the vena contracta
point does not stay static at one point, its position varies with flow velocity. This
system does however provide the highest differential pressure of all other tap
positions. It is not recommended for conditions where there is a large variation in
flow rate.
D
High pressure
tap
Low pressure tap
Flow
D
d
Vena contracta
Figure 3-13 (c)
Pipe taps
Pipe taps are mounted two and a half pipe diameters upstream and eight pipe
diameters downstream, as shown in Figure 3-13e. The differential pressure
developed is not very high however, but it is not affected very much by the rate of
flow or wear of the pipe walls or the orifice hole.
2½D
8D
High pressure tap
Low pressure tap
Flow
D
d
Figure 3-13 (e)
Other flow meters
The remaining flow meters that we will discuss are not specifically based on the flow
equation although the next two, the target meter and rotameter may still be considered
to be similar to the orifice plate in the sense that they cause a flow restriction with
associated pressure difference, but in the case of the target meter, the pressure
difference translates into a force (Δp×area) that varies with the flow rate, while the
rotameter attempts to keep the pressure difference constant by varying its float
position with the flow rate.
EIPINI Chapter 3: Flow Measurement Page 3-16
3.11 TARGET METERS
Electronics
housing
The target meter (also called a drag
plate meter), uses a flat disk or
target positioned at right angle to
the fluid flow, as shown in Figure
3-14. The drag force exerted on the
Flow
target by the approaching stream, is
D
transmitted via a force bar to a
bonded strain gauge bridge (or
differential pressure arrangement
for pneumatic output). The strain
gauge converts the mechanical
stress caused by the target, into an electrical signal.
Strain gauge
Pivot and seal
d
Force bar
Target
Figure 3-14
In Appendix 3-1 at the end of Chapter 3, it is shown that the flow rate q may be
determined from the measured force F exerted on the target, with the expression:
q=
π(D 2 −d 2 ) 8F
4
ρπd 2
Equation 3-10
where D is the pipe diameter (meter), d the target diameter (meter), F the drag force on
the target (newton) and ρ the fluid density (kg/m3)
3.12 ROTAMETERS
The rotameter (also called a variable area flow
meter) consists of a gradually tapered transparent
Scale
Fd
tube, mounted vertically in a frame with the large
end up, as shown in Figure 3-15. The fluid flows
upward through the tube and a metal displacer or
float, is suspended in the fluid. The float is the
Float
indicating element and the reading is taken on the
scale in line with the top of the float. The position
Fw
in the tube where the float reaches equilibrium,
Tapered
depends on the flow rate of the fluid. The greater
tube
the flow rate, the further up the tube the float rises.
The tube is often made of high strength glass to
allow for direct observation of the float position,
Figure 3-15
Flow
but if greater strength is required or if the liquid is
very dark or dirty, a metal tube is used and the float position detected externally.
The operation of the rotameter is discussed in Appendix 3-2. With the rotameter the
flow rate q may be determined from:
q = k(At – Af).
Equation 3-11
where At is the tube area at the current float position (meter2), Af the float area
(meter2) and k a calibration constant (meter/second).
EIPINI Chapter 3: Flow Measurement Page 3-17
3.13 VORTEX FLOW METERS
Vortices
(swirls)
Flow
d
v
Vortex generator (bluff body)
Figure 3-16
Ultrasonic sensors
When an object (also called a bluff body or shredder bar) is located in a flow
stream, it causes an alternating series of vortices and whirls to be formed (or
shedded) downstream in the flow (called a von Karman vortex street), as shown in
Figure 3-16. The number of vortices passing downstream over a given interval of
time is proportional to the mean flow velocity. Vortex flow meters utilize this
phenomenon by counting the number of vortices, using different techniques such
as pressure sensors, capacitance sensors or thermistor temperature sensors built
into the bluff body. A popular technique is to use ultrasonic sensors placed outside
the pipe just after the shedder bar, which will send an ultrasonic beam across the
pipe. The vortices will modulate the frequency of the ultrasonic signal and the
vortices are then counted by electronic circuitry.
Note: A flag is a good example of vortex shedding. The flagpole
acts as the shredder bar that sheds the wind into vortices that makes
the flag wave. In spite of all the complex fluid dynamics involved
inside a flow stream, the formula for calculating the frequency of
the vortexes, is surprisingly simple and is given by, f = S t v , where v is the flow
d
velocity, d is the width of the vortex generator and St is a proportional constant called
the Strouhal number. The Strouhal number is a function of the shape of the vortex
generator but it is constant over a broad range of Reynolds numbers and flow
velocities. The measured vortex frequency may thus be utilised to calculate the flow
velocity v = fd/St, and from the flow velocity, the flow rate q = Av may be obtained.
The final expression for the flowrate q is:
q = A× fd
St
Equation 3-12
where A is the unblocked flow area (meter2), f is the measured vortex frequency
(hertz), d is the width of the bluff body (meter) and St the Strouhal number
(dimensionless).
EIPINI Chapter 3: Flow Measurement Page 3-18
3.14 MAGNETIC FLOW METERS
Flow
D
v
B
Magnet coils
Electrodes
Figure 3-17
Magnetic flow meters (magmeters) can measure the flow rate of any conductive
liquid while offering no obstructions to the flow stream. A simplified schematic
diagram of a magnetic flow meter is shown in Figure 3-17. Magnetic flow meters
are based on Faraday’s law of electromagnetic induction (e = Bℓv), which states
that when a conductor is moved through a magnetic field, an emf e (volt) will be
generated that is proportional to the velocity v (m/s) of the conductor, the length ℓ
(m) of the conductor, and the strength B (tesla) of the magnetic field. The section
of pipe that is part of the flow meter, contains the coils through which current is
passed to produce the magnetic field as well as the electrodes that produce the
voltage that is proportional to the flow rate. This section must be made of a
material that is non-magnetic so as not to distort the magnetic field and also a
material that is non-conductive so that the electrodes are not short circuited. To
ensure that the electrodes make contact with the liquid at all times, they should,
preferably lie in a horizontal plane.
Note: Faraday’s law can be applied to a flowmeter,
if one imagines the liquid to consist of a series of
v
liquid tubes moving through the magnetic field and
ℓ
cutting through the field lines. The velocity of the
conductor v, becomes the velocity of the fluid
B
e = Bℓv
flowing through the flow tube and the length of
the conductor ℓ, is now the distance D between the electrodes. The flux density B, is
the strength of the magnetic field generated by the coils and e is the voltage produced
between the electrodes. For a flowmeter, Faraday’s law reduces to e = k1BDv, where
k1 is a proportionality constant. From the expression for e, the flow velocity can be
calculated as v = e/k1BD. With the flow area given by A = πD2/4, the flow rate may
now be determined as q = Av = (πD2/4)×(e/k1BD) = (π/4k1)×(De/B) = kDe/B, where
k is a second constant, determined by calibration.
The expression for the flow rate q is therefore:
q = k D e.
B
Equation 3-13
where D is the distance between electrodes or pipe diameter (meter), B the magnetic
flux density (tesla), e the measured emf (volt) and k a calibration constant
(dimensionless).
EIPINI Chapter 3: Flow Measurement Page 3-19
Piezoelectric crystals
3.15 DOPPLER FLOWMETERS
Doppler flow meters use the
Receiver
Transmitter
well known Doppler frequency
shift effect, to determine the
flow velocity of a stream. In
v
θ
order to operate, the liquid
must contain some small
particles or bubbles. Ultrasonic
sound waves are transmitted at
Bubbles or solid particles
Figure 3-18
an angle into the flow, by an
ultrasonic transmitter, and reflected back by the moving bubbles or particles in the
stream, as shown in Figure 3-18. The receiver picks up the reflected waves at a
higher frequency than the transmission frequency and the flow velocity is a function
of the frequency difference between the received and transmitted frequencies.
The flow velocity v is given by:
f −f
v=c R T
Equation 3-14
2f T cos θ
The flow rate is then obtained from
q = Av, where A is the pipe area.
where c is the speed of sound in the liquid
(meter/sec.), fR is the received (echo)
frequency (hertz), fT is the transmitted
frequency (hertz) and θ is the incidence
angle.
(Refer also to Appendix 3-3)
3.16 TRANSIT TIME FLOWMETERS
Figure 3-19
The transit time flowmeter (also
Ultrasonic transceiver 1
called transmissivity, time of flight
(Piezoelectric crystals)
or time of travel flowmeter) uses
t12
two ultrasonic transducers to beam
Flow
a high frequency sound wave
θ
(ultrasonic wave), alternatively
t21
v
L
upstream and downstream at an
angle θ, across the flow, as shown
in Figure 3-19. The difference in
Ultrasonic transceiver 2
times required for the sound waves
(Piezoelectric crystals)
to travel upstream (t12) and
downstream (t21), can be used to calculate both the sound speed and the mean fluid
velocity along the path followed by the sound. This meter gives accurate results but
is only applicable to clean liquids and gasses. It is however not easy to accurately
measure the extremely short time intervals that are involved.
The flow velocity is given by:
L(t 12 - t 21 )
v=
Equation 3-15
2t 12 t 21cos θ
The flow rate is then obtained from
q = Av, where A is the pipe area.
where L is the distance between the
sensors (meter), t12 is the travel time from
sensor 1 to 2 (second), t21 is the travel
time from sensor 2 to 1 (second) and θ the
incidence angle.
(Refer also to Appendix 3-4)
EIPINI Chapter 3: Flow Measurement Page 3-20
3.17 CORIOLIS FLOW METERS
Mass flow meters can measure the mass flow (kg/s) of a flow stream. This is in
contrast with flow meters that measure volumetric flow rate (m3/s). Principle
examples of mass flow meters are thermal mass flow meters and Coriolis mass flow
meters. We will discuss the Coriolis flow meter.
Figure 3-20
Coriolis flow meters use the
Coriolis effect to measure the
mass flow rate through the
Flow
meter. The substance to be
measured runs through one or
two U-shaped tubes (or other
complex geometric shape that is
proprietary to the manufacturer)
U-tube
that is driven to vibrate back and
forth, perpendicular to the
direction of the flow. The fluid
Pickup
flowing through the tube causes
coil
the tube to twist in synchronism
Exciter
with the vibration. The angle of
twist is measured by a pick-up
coil and the greater the angle of the twist, the greater the flow. The density of the
fluid is proportional to the damping of the tube oscillations which is measured, so
that the volumetric flow rate of the fluid may also be made available. A schematic
diagram of the meter is shown in Figure 3-20.
The fascinating principle of operation of the extremely accurate Coriolis mass flow
meter, is discussed in Appendix 3-5 at the end of Chapter 3
VOLUMETRIC FLOW METERS
It is possible to use flow rate meters for the purpose of measuring the total volume of
a fluid passing a certain point, as it is only necessary to accumulate the flow rate over
the relevant time interval. The principal purpose, however, of volumetric flow meters
is to measure volume of flow and they are completely engineered towards this goal.
The next two meters that we will discuss; the turbine flow meter and reciprocating
piston flow meter, are examples of volumetric flow meters.
3.18 TURBINE FLOW METERS
When properly installed and calibrated, the modern axial turbine flow meter, shown
in Figure 3-21, is a reliable device capable of providing the highest accuracies
attainable by any currently available flow sensor for both liquid and gas volumetric
flow measurement. The meter consists of a turbine rotor mounted in-line with the
flow, by a shaft and bearings supported on the upstream and downstream side, by
aerodynamic structures called cones. The angular speed of the rotor, is determined
by the flow rate of the stream. Permanent magnets are embedded in the rotor blades
EIPINI Chapter 3: Flow Measurement Page 3-21
Magnetic pickup coil
Permanent magnet
Rotor blade
Flow
Bearing
Rotor shaft
Cone
Figure 3-21
Support and
flow straightener
and an alternating voltage is induced in the coil as the blades pass the coil. Each
voltage pulse represents a discrete volume of liquid that passed through the meter.
The total volume is obtained by counting the number of pulses generated.
POSITIVE DISPLACEMENT FLOW METERS
A positive displacement flow meter, commonly called a PD meter, measures the
volumetric flow rate of a continuous flow stream, by momentarily entrapping a
segment of the fluid into a chamber of known volume and releasing that fluid back
into the flow stream on the discharge side of the meter. The total volume is obtained
by counting the number of these quantities during a certain period of time.
3.19 RECIPROCATING PISTON PD METER
A reciprocating piston flow meter, fills one piston chamber with fluid, while the fluid
is discharged from the opposite piston chamber. In Figure 3-22(a), the piston is
shown as it is pushed upwards by the incoming fluid. When it reaches the top of its
stroke, a slide valve opens the top piston chamber to the inlet port while the outlet is
connected to the bottom chamber. The piston is now forced downwards, as shown in
Figure 3-22(b), and when it reaches the bottom of its stroke, the cycle repeats.
Pivot
Figure 3-22
Slide valve
Inlet
Outlet
(a)
Pivot
Slide valve
Inlet
Outlet
(b)
EIPINI Chapter 3: Flow Measurement Page 3-22
Appendix 3-1 (Target meter)
Referring to Figure 3-14, if the force F acting on the target
is measured, the pressure difference across the target may
be determined from p1 – p2 = 4F/πd2. The restricted flow
area A2 is given by A2 = π(D2/4) - π(d2/4) – that is the area
not blocked by the target. Assuming that (A2/A1)2 ≈ 0, we
can now use Equation 3-8 (e) to determine the flow rate q:
2(p - p )
1
2
q = A2
=
ρ[1-(A2/A1)2 ]
Target area=πd2/4
p1
p2
F1=p1×πd2/4
F2=p2×πd2/4
F
2
F = F1-F2 = p1×πd /4 – p2×πd2/4
∴p1 – p2 = F/(πd2/4) = 4F/πd2
π(D 2 −d 2 ) 8F
π(D 2 −d 2 ) 2×(4F/πd 2 )
=
4
4
ρ
ρπd 2
Appendix 3-2 (Rotameter)
Referring to Figure 3-15, the downward gravitational force Fw, acting on the float, is
the weight of the float minus its weight loss in the fluid. Therefore, for a given fluid
density, Fw is constant. The drag force Fd acting upwards on the float, is given by
(p1 – p2)Af where p1 is the pressure acting on the bottom of the float, p2 is the pressure
acting on the top of the float and Af is the effective cross sectional area of the float. It
is now clear that wherever the float finds itself in the tube, in order to be stationary, Fd
must be equal to Fw. This means that the drag force acting on the float, Fd, must be
constant and because the float area Af is fixed, the pressure differential p1 – p2 across
the float, must stay constant, independent of the flowrate. Careful inspection of
Equation 3-8(e), will reveal that if p1 - p2 is to remain constant, the value of q can only
increase if the restricted flow area A2 increases with respect to the unrestricted flow
area A1. For the rotameter this implies that the restricted flow area, At - Af, must
increase. The float can accomplish this by shifting its position to a higher level in the
tube where the tube area At is bigger and it can be shown that the flow rate is
proportional to the difference between the tube area and the float area, that is
q = k(At – Af).
Appendix 3-3 (Doppler meter)
λT
c I
c II
Consider a transmitter that beams high frequency sound
waves at an object. If the frequency of the sound waves is fT v Ic
hertz and the speed of sound is c meter per second, then the
0
wavelength (distance between two wave crests) is λT = c/fT
c II
c III
meter. If the object is stationary with respect to the
I
II
transmitter, it will reflect part of each wave back to the Object c
c
0
transmitter with the same wavelength and frequency as the
vΔt λR
transmitted signal. If, however, the object is moving straight
cΔt
towards the transmitter at a speed of v meter per second, the
cΔt
object will meet each wave crest sooner than it would have
if it had stayed motionless. Let us consider the moment when the first wave crest (I)
has just collided with the object and is echoed back, as depicted in the drawing to the
right. Let us further consider the moment, some time Δt later, when the object
encounter the second wave crest (II) and echoes it back. In the time interval Δt, wave
crest II must have moved a distance cΔt while the object has moved a distance vΔt.
EIPINI Chapter 3: Flow Measurement Page 3-23
The total distance the two have moved before they collided is clearly λT and therefore
vΔt + cΔt = λT or Δt = λT/(v+c). Furthermore, during the same time interval Δt, wave
crest I has already moved a distance cΔt from the origin where it was reflected,
towards the receiver. Wave crest II is now also on its way back to the receiver and it is
again clear from the sketch that the distance between I and II (which is the wavelength
λR, of the reflected sound wave with corresponding received frequency, fR = c/λR) is
given by: λR = cΔt - vΔt = (c – v)Δt = (c – v)λT/(v + c) ⇒ λR(c + v) = λT(c - v)
∴(c/fR)(c + v) = (c/fT)(c – v) ⇒ fT(c + v) = fR(c – v) ⇒ vfT + vfR = cfR –cfT
∴v = c(fR – fT)/(fT + fR).
Because fT ≈ fR, it follows that fT + fR ≈ 2fT, and we conclude that
θ
the speed of the object is given by, v = (fR - fT)c/2fT. When we refer
c
back to Figure 3-18, we see that the sound waves are transmitted at
an angle θ into the stream. This means that we are not measuring the vcosθ
flow velocity v, but rather the magnitude of the velocity vector,
θ
v
vcosθ, that is directly in line with the sound beam (see sketch). We
therefore replace v with its component vcosθ in v = (fR - fT)c/2fT, to obtain the flow
velocity v = c(fR – fT)/2fTcosθ.
Appendix 3-4 (Transit time meter)
Referring to Figure 3-19, if the flow velocity is v meter/second, then the component of
v that is parallel to the beam path is vcosθ. If the speed of sound is c meter/second, the
upstream speed of the sound beam is c-vcosθ, as it is opposed by the flow. The
downstream speed of the sound pulse is c+vcosθ as it is assisted by the flow. The time
it takes a sound pressure pulse to move upstream from transducer 1 to 2 is then
t12=L/(c-vcosθ), where L is the distance between the transceivers, and the time it takes
a sound pressure pulse to move downstream from transducer 2 to 1 is t21=L/(c+vcosθ).
The difference of the inverses of the times is then, 1/t21-1/t12=(c+vcosθ)/L-(c-vcosθ)/L
and it follows easily that the flow velocity v = L[(1/t21)-(1/t12)]/2cosθ, from which the
flowrate q = Av may be determined.
Appendix 3-5 (Coriolis meter)
It is easy to demonstrate the tube twisting phenomenon.
If water is flowing in an elastic hosepipe and a section of
the hosepipe, formed in a loop, is swung slowly forward
and backward, the twisting of the lower section of the
hosepipe will immediately be observed.
The Coriolis force was first described by the French civil engineer Gaspard Coriolis
in 1843, who observed that the wind, the ocean currents and even airborne artillery
shells will always drift sideways because of the earth’s rotation. If one could imagine
a person standing in the centre of a rotating disk revolving in a clockwise direction, as
depicted in Figure A3-1 (a), and he rolls a ball straight from A to B, he would observe
that as far as he and his rotating disk is concerned, the ball is not moving in a straight
line but rather it is curling to the left. This person would come to the conclusion that
there is apparently a force present that is pushing the ball away.
EIPINI Chapter 3: Flow Measurement Page 3-24
This apparent force is known
as the Coriolis force and is
given by Fc = 2mωv where m is
the mass of the body moving in
ω
ω
A
B
A
B
the rotational frame, ω is the
angular speed of rotational
frame and v is the outward
speed of the mass body. If the
(a)
(b)
Figure A3-1
person would repeat the
experiment but this time rolling
the ball through an elastic
rubber pipe fixed at A and B,
B
A
ω
ω
he would observe that the pipe
B
A
will be bent by the ball as it is
trying, but prevented by the
pipe, to follow its natural path
(a)
(b)
as
illustrated
in
Figure
Figure A3-2
A3-1 (b). Similarly, if the
person would stand on the edge of the disk and roll the ball from A to B towards the
centre of the disk, he would observe that the ball, because of the disk’s rotation, would
again be veered off the intended path, as shown in Figure A3-2 (a). If he would roll
the ball through a rubber pipe, fixed at A and B, the ball will bend the pipe once more,
but this time in the opposite direction, as illustrated in Figure A3-2 (b). With this in
mind, we can now turn our attention to the Coriolis flowmeter tubes, depicted in
Figure A3-3.
End view
of flow tube
showing twist
ω
Flow
Driver
Tube
Figure A3-3
The driver element (exciter) is at this moment rotating the tubes downward with an
angular velocity ω. The fluid moving into the entrance tube, now acts in the same way
as the ball rolling out from the centre of the disk and is bending the tube upwards. The
fluid moving in the exit tube behaves the same way as the ball rolling in from the edge
of the spinning disk and is bending the tube downwards. The total effect is a
clockwise twist of the tubes. When the driver element starts to push the tubes upwards
(the driver operates near the resonance frequency of the tubes), the whole scenario
changes around and the tubes will twist in an anti-clockwise direction.