Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
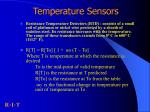
RIGOL Application Notes Temperature Measurement Techniques Apr. 2014 RIGOL Technologies, Inc. Note: this application notes is for RIGOL M300 Series Data Acquisition/Switch System and DM3068/DM3058/DM3058E Series Digital Multimeter. Wherein, DM3058/DM3058E Series Digital Multimeter only supports TC. RIGOL Contents Temperature Measurement Overview ...................................................... 1 Thermocouple .......................................................................................... 1 Thermocouple Overview............................................................................ 1 Voltage-Temperature Conversion ................................................................ 5 Noise Rejection during Thermocouple Measurements ................................... 7 Common Mode Noise Generated by Ground Loops ................................ 7 Common Mode Noise Generated by Power Lines ................................... 8 Normal Mode Noise ............................................................................ 8 Electrostatic Noise.............................................................................. 9 Sources of Error in Thermocouple Measurements ........................................ 9 Reference Junction Error .................................................................... 9 Decalibration Error ............................................................................10 Shunt Impedance .............................................................................10 Galvanic action .................................................................................11 Thermal shunting..............................................................................11 Calculation Error ...............................................................................11 RTD ........................................................................................................ 12 RTD Overview .........................................................................................12 Relationship between Temperature and Resistance .....................................13 To Measure the Resistance of the RTD.......................................................14 Thermistor ............................................................................................. 16 Thermistor Overview ...............................................................................16 Relationship between Temperature and Resistance .....................................16 Advantage and Disadvantage....................................................................17 Summary ............................................................................................... 18 Temperature Measurement Techniques Application Notes I RIGOL Temperature Measurement Overview A temperature is a numerical measure of hot or cold. The basic unit of temperature in the International System of Units (SI) is the kelvin. It has the symbol K. For everyday applications, it is often convenient to use the Celsius scale, in which 0℃ corresponds very closely to the freezing point of water and 100℃ is its boiling point at sea level. Because liquid droplets commonly exist in clouds at sub-zero temperatures, 0℃ is better defined as the melting point of ice. In this scale a temperature difference of 1 degree Celsius is the same as a 1 kelvin increment, but the scale is offset by the temperature at which ice melts (273.15 K). In the United States, the Fahrenheit scale is widely used. On this scale the freezing point of water corresponds to 32℉ and the boiling point to 212℉. The Rankine scale ( ° R ), still used in fields of chemical engineering in the U.S., is an absolute scale based on the Fahrenheit increment. We can denote the relationship among the four units using the following equations. °C= 5 / 9(° F − 32) ° F= 9 / 5°C + 32 K =°C + 273.15 ° R =°F + 459.67 Usually, a temperature transducer, either resistance or voltage measurement converted to an equivalent temperature by software conversion routines, may be used to measure the temperature. The most common temperature transducers are the thermocouple, the RTD and the thermistor. This document is intended to explain the fundamentals of the common temperature measurement transducers. Thermocouple Thermocouple Overview A thermocouple is a temperature-measuring device made by two different wires. It converts temperature to voltage. In 1821, Thomas Seebeck discovered that when two wires composed of dissimilar metals are joined, a voltage is generated. The voltage is a function of the junction temperature and the types of metals in the thermocouple wire. Since the temperature characteristics of many dissimilar metals are well known, a conversion from the voltage generated to the temperature of the junction can be made. The commonly used thermocouples are listed in the table below. Temperature Measurement Techniques Application Notes 1 RIGOL Table 1 Thermocouple Types Type B J K T E N R S Temperature Range Probe Accuracy 250℃-1820℃ ±0.5℃ -210℃-1200℃ -200℃-1370℃ -200℃-400℃ -200℃-1000℃ -200℃-1300℃ ±1.1℃-2.2℃ ±1.1℃-2.2℃ ±0.5℃-1℃ ±1℃-1.7℃ ±1.1℃-2.2℃ Rhodium -50℃-1760℃ ±0.6℃-1.5℃ Platinum -50℃-1760℃ ±0.6℃-1.5℃ Pos (+) Lead Neg (-) Lead Platinum30% Rhodium Iron Nickel-Chromium Copper Nickel-Chromium Nicrosil Platinum -13% Rhodium Platinum -10% Rhodium Platinum60% Rhodium Constantan Nickel-Aluminum Constantan Constantan Nisil Firstly, a set-up similar to that shown in Figure 1 is used to measure the unknown temperature. After making voltage measurements, they determine the unknown temperature using a thermocouple look-up table. Voltmeter Cu V Cu J2 J3 Alloy 1 Alloy 2 Alloy 2 J4 J1 Unknown Temperature Reference Temperature 0℃ Ice Bath Figure 1 A thermocouple consists of two wires of dissimilar metals joined at one end (named as “hot junction”). This "hot junction" is used to measure an unknown temperature, while the "reference (cold) junction" and measurement hardware comprise the rest of the system. Although many metal combinations exhibit the Seebeck effect, a limited number have been established as industry standards because of their predictable output characteristics over a wide temperature range. The measured EMF is related to the difference in temperature between the hot and cold junctions (J1 and J4), and the types of metals used to construct the thermocouple. The result can be expressed by the following equation: = V α (Tunknown − TREF ) 2 Temperature Measurement Techniques Application Notes RIGOL Wherein, α is the Seebeck coefficient. This coefficient in highly non-linear, and varies for different types of thermocouples. It can be found in thermocouple references (usually in a table of voltage versus temperature), but modern electronic instruments and software generally automate the conversion of voltage to temperature, so the user needn't bother with α . Modern thermocouple measurement instruments do not use the ice bath and corresponding reference thermocouple shown in Figure 1. This eliminates the need for a potentially large number of input channels for the references, not to mention the hassle of dealing with ice. Historically, the purpose of the ice bath was to force the reference junction to a known temperature (0℃), but any reference temperature can be compensated for, as long as we can measure it. In Figure 1, it is obvious that connecting the thermocouple to a voltmeter input introduces more metal junctions into the circuit (J2, J3), both of which can generate additional thermal EMFs. Ideally, these terminals will be at the same temperature to eliminate additional error voltages, but this can be assured by mounting them to an "isothermal block" as shown in Figure 2. The isothermal block offers sufficient mass to withstand minor fluctuations in ambient temperature and maintain the attached terminals at the same temperature. This block can be integrated directly into the measurement hardware. Cu J2 Alloy 2 + V - J1 Cu J3 Unknown Temperature Alloy 2 Alloy 1 Isothermal Block J4 Reference Temperature 0℃ Ice Bath Figure 2 Temperature Measurement Techniques Application Notes 3 RIGOL Cu Alloy 2 J2 + V - J1 Cu J3 Unknown Temperature Alloy 2 J4 Alloy 1 Reference Temperature Isothermal Block Figure 3 In Figure 3, the reference junction (J4) is moved into the isothermal block. At this point, the instrument terminals and the reference junction are now at the same temperature. This temperature can be read with a sensor that does not require a reference junction, such as a thermistor or semiconductor temperature sensor. Cu J2 Alloy 2 + V - J1 Cu Unknown Temperature J3 Alloy 1 Reference Temperature Isothermal Block Figure 4 Based on the Law of Intermediate Metals [1], we eliminate the wire between junctions J3 and J4. By removing this wire, we achieve the input circuit commonly used for modern thermocouple instrument inputs, as shown in Figure 4. Typically, multiple thermocouple inputs are populated on one isothermal block, and one temperature sensor is used as the reference for all measurements. This minimizes the cost of adding a reference sensor for every channel. Note [1]: According to the Thermocouple Law of Intermediate Metals, inserting any type of wire into a thermocouple circuit has no effect on the output as long as both ends of that wire are the same temperature, or isothermal. 4 Temperature Measurement Techniques Application Notes RIGOL Voltage-Temperature Conversion After acquiring the reference temperature ( TREF ), the following task is to read the digital voltmeter and convert the voltage reading ( V ) to a temperature. Because the temperature-versus-voltage relationship of a thermocouple is not linear, the Seebeck coefficient ( α ) is not a constant and varies with the temperature and the type of the thermocouple. For example, the Seebeck coefficient vs. temperature of the K type thermocouple is shown in the figure below. Figure 5 The NIST Thermocouple Tables list all the coefficients of the common types of thermocouples. We could store these look-up table values in a computer and then consulting the temperature corresponding to the voltmeter reading, but they would consume an inordinate amount of memory. A more viable approach is to approximate the table values using a power series polynomial. The general form for all except type K thermocouple is: n V = ∑ ci (t90 )i i =0 For type K thermocouples above 0℃, there is an additional term to account for a magnetic ordering effect: = V n ∑ c (t i =0 i 90 )i + a0 e a1 (t90 − a2 ) Wherein, V is the voltmeter reading in mV. t90 is the temperature in ℃. Temperature Measurement Techniques Application Notes 5 RIGOL ci are the polynomial coefficients unique to each thermocouple which has been given in the NIST ITS-90 Thermocouple Database (an example for type E is listed below). e is the natural logarithm constant. a0 is a constant and equal to 0.118597600000×100. a1 is a constant and equal to -0.118343200000×10-3. a2 is a constant and equal to 0.126968600000×103. Table 2 Type E Thermocouple Coefficients -270℃ to 0℃ Coefficient 0 0℃ to 1000℃ c0 0.000000000000x10 0.000000000000x100 c1 0.586655087080x10-1 0.586655087100x10-1 c2 0.454109771240x10-4 0.450322755820x10-4 c3 -0.779980486860x10-6 0.289084072120x10-7 c4 -0.258001608430x10-7 -0.330568966520x10-9 c5 -0.594525830570x10-9 0.650244032700x10-12 c6 -0.932140586670x10-11 -0.191974955040x10-15 c7 -0.102876055340x10-12 -0.125366004970x10-17 c8 -0.803701236210x10-15 0.214892175690x10-20 c9 -0.439794973910x10-17 -0.143880417820x10-23 c10 -0.164147763550x10-19 0.359608994810x10-27 c11 -0.396736195160x10-22 c12 -0.558273287210x10-25 c13 -0.346578420130x10-28 The following approximate inverse function is usually used in modern thermocouple measurement instruments. t90 = d 0 + d1V + d 2V 2 + ... + d nV n Wherein, t90 is the temperature in ℃. V is the voltmeter reading in mV. di are the inverse polynomial coefficients unique to each thermocouple which has been given in the NIST ITS-90 Thermocouple Database (an example for type E is listed below). 6 Temperature Measurement Techniques Application Notes RIGOL Table 3 Type E Thermocouple Inverse Coefficients -200℃ to 0℃ Voltage Range: -8.825 mV to 0 mV 0℃ to 1000℃ 0 mV to 76.373 mV d0 0.0000000x100 0.0000000x100 d1 1.6977288x101 1.7057035x101 d2 -4.3514970x10-1 -2.3301759x10-1 d3 -1.5859697x10-1 6.5435585x10-3 d4 -9.2502871x10-2 -7.3562749x10-5 d5 -2.6084314x10-2 -1.7896001x10-6 d6 -4.1360199x10-3 8.4036165x10-8 d7 -3.4034030x10-4 -1.3735879x10-9 d8 -1.1564890x10-5 1.0629823x10-11 -0.01℃ to 0.03℃ -3.2447087x10-14 -0.02℃ to 0.02℃ d9 Error Range: Noise Rejection during Thermocouple Measurements There are many sources of noise that can affect thermocouple measurements. The most common sources of noise are: 1. 2. 3. Ground loops, which generate common mode noise Electromagnetic fields, which generate normal mode noise Rotating equipment, which generate electrostatic noise Common Mode Noise Generated by Ground Loops Common mode noise creates an unwanted voltage that is present on both leads of the thermocouple. Typically, common mode noise is caused by a ground loop that is created when a system has a potential difference between two grounds. Because the tip of a thermocouple is a bare wire junction, it is at risk of creating a ground loop. If the tip is grounded at the point where it is measuring temperature, and that ground is at a different potential from the ground at the measuring end of the thermocouple, a ground loop is formed and current will flow. The best way to avoid a ground loop is to avoid grounding the tip of the thermocouple, and use isolated thermocouples when necessary. Common mode errors are also reduced by using a DMM with high impedance to ground. Temperature Measurement Techniques Application Notes 7 RIGOL Common Mode Noise Generated by Power Lines Common mode noise is also generated by sources such as power lines and electrical motors. The noise is coupled to the unshielded thermocouple wires through distributed capacitance. As the induced current flows to ground through the internal DMM, voltage errors are generated along the distributed resistance of the thermocouple wire. Adding a shield to the thermocouple wire will shunt the common mode noise to earth ground and preserve the measurement, as shown in Figure 6. Power Line Distributed Capacitance HI J1 Distributed Resistance WITHOUT SHIELD LO DVM Power Line HI J1 LO WITH SHIELD DVM Figure 6 Normal Mode Noise Normal mode noise creates a current that flows in the same direction as the measurement current. This type of noise is typically caused by large AC current sources, such as AC power lines, that create a magnetic field. In turn, the magnetic field creates a current in the measurement path. High-current devices include motors, lights, and power mains. Normal mode noise is typically at line frequency of 50/60 Hz. The normal mode error current is proportional to the strength of the field, the size of the loop, and the orientation of the loop to the field. To reduce the field strength interfering with the measurement, it is better to run 8 Temperature Measurement Techniques Application Notes RIGOL more wire and avoid the field than run the thermocouple wire through the field. Minimize the size of the measurement loop. Use twisted-pair cabling, which leaves little room between the cables. It’s like making a smaller receiving antenna. Run the measurement wires perpendicular to high-current wires, and change the orientation to the field. Never run thermocouples in parallel with power lines or other noisy signals. Reduce normal mode currents with a filter. A relatively simple filter can reduce the normal mode noise on a DC signal by several orders of magnitude. Use an integrating A/D. Normal mode noise is typically the same frequency as the line frequency, which is also described as a power line cycle or PLC. An integrating A/D will return the average voltage during the integration period. If you integrate over the same period as the line frequency or PLC, the average value of the normal mode noise will be zero. Electrostatic Noise Electrostatic noise is coupled into the measurement path via stray capacitance. Electrostatic noise is caused by rotating equipment; it generates an AC current that is capacitance-coupled into the measurement path. Stray capacitance can couple electrostatic noise through the tip of a thermocouple. To combat electrostatic noise, use shielded wiring. Also, using a DMM with high impedance to ground will help. When using a shield to prevent electrostatic noise coupling, only ground one end of the shield to avoid creating a ground loop. Sources of Error in Thermocouple Measurements Reference Junction Error 1. Soldering Introduces a Third Metal into the Junction A thermocouple is typically formed by welding or soldering two wires together to make the junction. Soldering introduces a third metal into the junction. Provided that both sides of the thermocouple are at the same temperature, the third metal has little effect. Commercial thermocouples are welded using a capacitive-discharge technique. This technique is used to prevent overheating of the thermocouple wire near the junction and to prevent the diffusion of the welding gas and atmosphere into the thermocouple wire. 2. Poor junction connection A poor weld or bad solder connection can also cause errors in a thermocouple measurement. Temperature Measurement Techniques Application Notes 9 RIGOL Open thermocouple junctions can be detected by checking the resistance of the thermocouple. A resistance measurement of more than 5 kΩ typically indicates a defective thermocouple. The modern measurement instrument may contain a built-in, automatic thermocouple check feature. If you enable this feature, the instrument measures the channel resistance after each thermocouple measurement to ensure a proper connection. Decalibration Error Decalibration refers to that the thermocouple wire no longer conforms to the NIST polynomial within specified limits due to some reasons. Those reasons may include: A bad thermocouple whose quality is not guaranteed or an incorrect type of thermocouple is used. Atmospheric particles can actually diffuse into the metal. These changes in the wire alloy introduce small voltage changes in the measurement. Diffusion is caused by exposure to high temperatures along the wire or by physical stress to the wire such as stretching or vibration. Temperature errors due to diffusion are hard to detect since the thermocouple will still respond to temperature changes and give nearly correct results. The diffusion effects are usually detected as a drift in the temperature measurements. Replacing a thermocouple which exhibits a diffusion error may not correct the problem. The extension wire and connections are all subject to diffusion. Examine the entire measurement path for signs of temperature extremes or physical stress. If possible, keep the temperature gradient across the extension wire to a minimum. Shunt Impedance The insulation used for thermocouple wire and extension wire can be degraded by high temperatures or corrosive atmospheres. These breakdowns appear as a resistance in parallel with the thermocouple junction. This is especially apparent in systems using a small gauge wire where the series resistance of the wire is high. Open HI J1 LO DVM Figure 7 10 Temperature Measurement Techniques Application Notes RIGOL Galvanic action The dyes used in some thermocouple insulation will form an electrolyte in the presence of water. This creates a galvanic action, with a resultant output hundreds of times greater than the Seebeck effect. Precautions should be taken to shield the thermocouple wires from all harsh atmospheres and liquids. Thermal shunting No thermocouple can be made without mass. Since it takes energy to heat any mass, the thermocouple will slightly alter the temperature it was meant to measure. If the mass to be measured is small, the thermocouple must naturally be small. But a thermocouple made with small wire is far more susceptible to the problems of contamination, annealing, strain, and shunt impedance. To minimize these effects, thermocouple extension wire can be used. Extension wire is commercially available wire primarily intended to cover long distances between the measuring thermocouple and the voltmeter. Extension wire is made of metals having Seebeck coefficients very similar to a particular thermocouple type. It is generally larger in size so that its series resistance does not become a factor when traversing long distances. It can also be pulled more readily through conduit than very small thermocouple wire. It generally is specified over a much lower temperature range than premium-grade thermocouple wire. In addition to offering a practical size advantage, extension wire is less expensive than standard thermocouple wire. This is especially true in the case of platinum-based thermocouples. Calculation Error An error is inherent in the way a thermocouple voltage is converted to a temperature. These calculation errors are typically very small compared to the errors of the thermocouple, wiring connections, and reference junction. Temperature Measurement Techniques Application Notes 11 RIGOL RTD RTD Overview An RTD (Resistance Temperature Detector) is a resistance thermometer, whose electrical resistance varies according to its temperature in a precisely known way. We usually measure the resistance of the RTD and then calculate the equivalent temperature using multimeter. The common RTD is made of platinum, nickel or nickel alloys. The economical nickel derivative wires are used over a limited temperature range. They are quite non-linear and tend to drift with time. For measurement integrity, platinum is the obvious choice. PT100, PT500 and PT1000 are the common platinum RTDs. The most common platinum RTD is designed by the following three methods, see the figure below. Thin film RTD Wire Wound RTD Helical RTD Figure 8 1. Thin film RTD This design have a sensing element that is formed by depositing a very thin layer of resistive material, normally platinum, on a ceramic substrate; This layer is usually just 10 to 100 angstroms (1 to 10 nanometers) thick. This film is then coated with an epoxy or glass that helps protect the deposited film and also acts as a strain relief for the external lead-wires. Disadvantages of this type are that they are not as stable as their wire wound or coiled counterparts. They can only be used over a limited temperature range due to the different expansion rates of the substrate and resistive deposited giving a "strain gauge" effect that can be seen in the resistive temperature coefficient. These elements work with temperatures to 300℃ without further packaging but can operate up to 500℃ when suitably encapsulated in glass or ceramic. 2. Wire Wound RTD This design can have greater accuracy, especially for wide temperature ranges. 12 Temperature Measurement Techniques Application Notes RIGOL The coil diameter provides a compromise between mechanical stability and allowing expansion of the wire to minimize strain and consequential drift. The sensing wire is wrapped around an insulating mandrel or core. The winding core can be round or flat, but must be an electrical insulator. The coefficient of thermal expansion of the winding core material is matched to the sensing wire to minimize any mechanical strain. This strain on the element wire will result in a thermal measurement error. The sensing wire is connected to a larger wire, usually referred to as the element lead or wire. This wire is selected to be compatible with the sensing wire so that the combination does not generate an emf that would distort the thermal measurement. These elements work with temperatures to 660℃. 3. Helical RTD This design has largely replaced wire-wound elements in industry. This design has a wire coil which can expand freely over temperature, held in place by some mechanical support which lets the coil keep its shape. This “strain free” design allows the sensing wire to expand and contract free of influence from other materials; in this respect it is similar to the SPRT, the primary standard upon which ITS-90 is based, while providing the durability necessary for industrial use. The basis of the sensing element is a small coil of platinum sensing wire. This coil resembles a filament in an incandescent light bulb. The housing or mandrel is a hard fired ceramic oxide tube with equally spaced bores that run transverse to the axes. The coil is inserted in the bores of the mandrel and then packed with a very finely ground ceramic powder. This permits the sensing wire to move while still remaining in good thermal contact with the process. These Elements works with temperatures to 850℃. Relationship between Temperature and Resistance The relationship between the temperature and the electrical resistance is usually non-linear and described by a higher order polynomial: R(t ) = R0 (1 + At + Bt 2 + Ct 3 + ...) Wherein, R0 is the nominal resistance at a specified temperature. The number of higher order terms considered is a function of the required accuracy of measurement. The coefficients A, B and C etc. depend on the conductor material and basically define the temperature-resistance relationship. Platinum RTDs are available with alternative R0 values, for example 10, 25 and 100 Ohms. A working form of resistance thermometer sensor is defined in IEC and DIN specifications and this forms the basis of most industrial and laboratory electrical thermometers. The platinum sensing resistor, PT100 to IEC 751 is dominant in Temperature Measurement Techniques Application Notes 13 RIGOL Europe and in many other parts of the world. Its advantages include chemical stability, relative ease of manufacture, the availability of wire in a highly pure form and excellent reproducibility of its electrical characteristic. The result is a truly interchangeable sensing resistor which is widely commercially available at a reasonable cost. This specification includes the standard variation of resistance with temperature, the nominal value with the corresponding reference temperature, and the permitted tolerances. The specified temperature range extends from –200℃ to 961.78℃. The series of reference values is split into two parts: -200℃ to 0 and 0 to 961.78℃. The first temperature range is covered by a third-order polynomial: R(t ) = R0 [1 + At + Bt 2 + C (t − 100 oC )t 3 ] For the range from 0℃ to 850℃, there is a second-order polynomial: R(t ) = R0 (1 + At + Bt 2 ) The coefficients are as follows: = A 3.9083 ×10−3 (o C −1 ) B= −5.7750 ×10−7 (o C −2 ) C= −4.1830 ×10−12 (o C −4 ) The value R0 is referred to as nominal value or nominal resistance and is the resistance at 0℃. According to IEC 751 the nominal value is defined as 100.00Ω, and this is referred to as a PT100 resistor. An additional parameter defined by the standard specification is the mean temperature coefficient between 0℃ and 100℃ and the typical values may be 0.00385, 0.00389, 0.00391 or 0.00392. It represents the mean resistance change referred to the nominal resistance at 0℃: Alpha = R100 − R0 R0 ×100 oC Wherein, R100 is the resistance when the temperature is 100℃. To Measure the Resistance of the RTD An RTD is a passive measurement device; therefore, you must supply it with an excitation current and then read the voltage across its terminals. You can then easily 14 Temperature Measurement Techniques Application Notes RIGOL transform this reading to temperature with a simple algorithm. To avoid self-heating, which is caused by current flowing through the RTD, minimize this excitation current as much as possible. The easiest way to take a temperature reading with an RTD is using the 2-wire method, see the figure below. →i + R V RTD R - R=Lead Resistance Figure 9 Using the 2-wire method, the two wires that provide the RTD with its excitation current and the two wires across which the RTD voltage is measured are the same. The inaccuracy using this method is that if the lead resistance in the wires is high, the voltage measured V, is significantly higher than the voltage that is present across the RTD itself. To get a more accurate measurement, use the 4-wire method, see the figure below. RTD + →i=0 V →i=0 - Figure 10 The 4-wire method has the advantage of not being affected by the lead resistances because they are on a high impedance path going through the device that is performing the voltage measurement; therefore, you get a much more accurate measurement of the voltage across the RTD. Temperature Measurement Techniques Application Notes 15 RIGOL Thermistor Thermistor Overview A thermistor is a piece of semiconductor made from metal oxides, pressed into a small bead, disk, wafer, or other shape, heated at high temperatures, and coated with epoxy or glass. It is a type of resistor whose resistance varies significantly with temperature, more so than in standard resistors. It differs from the RTD in that the material used in a thermistor is generally semiconductor (ceramic or polymer), while the RTD uses pure metals. The temperature response is also different; the RTD is useful over larger temperature ranges, while thermistor typically achieves a higher precision within a limited temperature range, typically -90℃ to 130℃. Figure 11 Relationship between Temperature and Resistance Assuming, as a first-order approximation, that the relationship between resistance and temperature is linear, then: ∆R = k ∆T Wherein, ∆R denotes the change in resistance, ∆T denotes the change in temperature and k denotes the first-order temperature coefficient of resistance. Thermistors can be classified into two types, depending on the sign of k . If k is positive, the resistance increases with increasing temperature, and the device is called a positive temperature coefficient (PTC) thermistor, or posistor. If k is negative, the resistance decreases with increasing temperature, and the device is called a negative temperature coefficient (NTC) thermistor. Resistors that are not thermistors are designed to have a k as close to zero as possible, so that their resistance remains nearly constant over a wide temperature range. In practice, the linear approximation (above) works only over a small temperature 16 Temperature Measurement Techniques Application Notes RIGOL range. For accurate temperature measurements, the resistance/temperature curve of the device must be described in more detail. The Steinhart–Hart equation is a widely used third-order approximation: 1 = a + b ln( R) + c ln( R )3 T Wherein, a , b and c are called the Steinhart–Hart parameters, and must be specified for each device. T is the temperature in K and R is the resistance in Ω (the value of R of common thermistor may be 2.2kΩ, 3kΩ, 5kΩ, 10kΩ or 30kΩ). a , b and c are found by selecting three data points on the published data curve and solving the three simultaneous equations. When the data points are chosen to span no more than 100℃ within the nominal center of the thermistor’s temperature range, this equation approaches a rather remarkable ±0.02℃ curve fit. Advantage and Disadvantage The high resistivity of the thermistor affords it a distinct measurement advantage. The four-wire resistance measurement may not be required as it is with RTD’s. For example, a common thermistor value is 5000Ω at 25℃. With a typical TC of 4%/℃, a measurement lead resistance of 10Ω produces only 0.05℃ error. This error is a factor of 500 times less than the equivalent RTD error. Because they are semiconductors, thermistors are more susceptible to permanent decalibration at high temperatures than are RTD’s or thermocouples. The use of thermistors is generally limited to a few hundred degrees Celsius, and manufacturers warn that extended exposures even well below maximum operating limits will cause the thermistor to drift out of its specified tolerance. Thermistors can be made very small which means they will respond quickly to temperature changes. It also means that their small thermal mass makes them especially susceptible to self-heating errors. Thermistors are a good deal more fragile than RTD’s or thermocouples and they must be carefully mounted to avoid crushing or bond separation. Temperature Measurement Techniques Application Notes 17 RIGOL Summary If you want to make reliable temperature measurements, firstly, you need to carefully select the right temperature sensor for your application. Understanding the advantages and disadvantages of temperature sensors will help you take the proper precautions when you set up a test. Thermocouples, thermistors and resistance temperature detectors (RTDs) are the most common temperature sensors used in electronic test. This section gives a summary to compare the advantages and disadvantages for these popular temperature sensors. Table 4 Three common temperature transducers Advantages Thermocouple Self-powered Simple Rugged Inexpensive Wide variety of physical forms Wide temperature range RTD Most stable Most accurate More linear than thermocouple Thermistor 18 High output Fast Two-wire resistance measurement Disadvantages Non-linear Low voltage Reference required Least stable Least sensitive Expensive Slow Current source required Small resistance change Four-wire measurement Non-linear Limited temperature range Fragile Current source required Self-heating Temperature Measurement Techniques Application Notes