Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
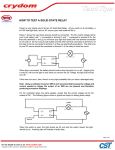
How Probrix Alarms and Holds Really Work And what about Alarm Delay and Hold Recovery Alarms (simple) Probrix alarms are a function of two solid-state relays on the options board in the probrix head. The relays are operated only by the CO2 or Brix/TA/Diet parameters exceeding a programmed specification for the monitored product. The alarm is integrated into the customers filler system via the terminal J8 on the 1126 connections board in the probrix head. A customer supplied voltage is supplied to terminal 3 (common) of J8. If the monitored product exceeds the programmed high or low alarm setting (a warning that parameters are approaching a limit) that supplied voltage will be connected to Terminal 1 of J8 by the first solid-state relay. A wire then connected to J1 could be connected to a visual warning light to provide indications in the filler room that the probrix was nearing alarm limits. This function isn’t often utilized. If the Monitored parameter continues to move beyond the High/High or Low/Low specification the second solid state relay will connect the supplied voltage at terminal 3 to terminal 2 and a wire connected to terminal 2 would then be used to activate the in-feed gate to stop production due to monitored product CO2 or Brix/diet out of specification. When the alarm shuts the gate the hold circuit should be activated. Note: due to power limitations of the solid state relays the loads connected to terminals 1 and/or 2 must not exceed 30 watts. Holds (not that complicated) The hold signal is a signal provided by the customer to the probrix to indicate that production is on hold (stopped) for any reason. When production stoppage is signaled to the probrix all data collected during the stoppage is Highlighted to show that the production was stopped during that time. Additionally all data during those stoppage times is excluded from the Statistics that the software will calculate for that production run. Unfortunately, capture of all possible reasons for production stoppage is difficult to gather. If the In-feed gate shuts production stops, if the filler stops turning production stops, if bottles or cans feeding to the filler jam up prior to reaching the in-feed gate production stops, and there are possibly many more reasons that I can’t think of. The goal of the plant should be to capture as many of these reasons as possible and arrange a parallel circuit so that if any one of them should occur the signal will be sent to the probrix. The customer’s signal is integrated to the probrix at terminal board J9 in the probrix head on the 1126 connections board. Two different versions of this board are currently in use, the newer version of this board is set up to integrate a 24VDC signal from the customer when production stops. Note: If using this arrangement, connections to J9 terminals 1 & 2 are polarity sensitive. The more positive signal hooks up at Terminal 1 and the more negative to Terminal 2. The table printed on the 1126 Board confirms this. If the customer doesn’t have a 24VDC signal capability, the newer version board can be modified to function exactly as the older version. Remove the 24VDC Relay from the 1126 Board and reposition jumpers J15 and J16 from the pin 1-2 position to the 2-3 position. Now the Hold terminal 1 will be energized with a 5VDC potential. This 5VDC potential can be wired to a normally open contact on a separately mounted relay in the probrix head that will work with the customers supplied signal. When the customer’s circuit is closed, (due to in-feed gate shutting, or filler stopping, or whatever other reason they can integrate into their circuit) the customer supplied voltage will then energize the separately mounted relay in the probrix head, the normally closed contact will shut and the 5VDC signal on J9 terminal 1 will be shorted to terminal 2 and the probrix will detect the stoppage. The activation of the Hold circuit will not trigger the Alarm circuit, However if the Monitored CO2 or Brix/diet parameter exceeds the programmed High/High or Low/Low setpoint during the Hold period Alarms will activate. Alarm Delay The Alarm Delay feature is accessed under the configuration button at the top of the PC Software. Is used to determine how long alarms will be OFF after startup of the monitoring of the selected flavor and if the alarms are manually turned OFF by the Lab tech in the lab how long they will stay OFF before automatically turning back ON. The setting is adjustable from 0 to 30 Minutes. A setting of 5 minutes is recommended. If the alarm is OFF and a High/High or Low/Low setting is exceeded the in-feed gate will not shut. Hold Recovery Hold Recovery is set in the options mode at the Probrix Head and is adjustable to settings of 1,2,3, or 4. It determines how many readings after the production restarts following a hold period until the PC in the lab clears the hold indication. Its purpose is designed to allow the indications which will drift higher during the hold period, due to warm up of the product, to return to near normal indications before the data will be included back into the statistics for the production run.