Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
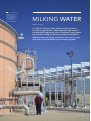
Inlet and outlet structures, piping and control valves for 19000m3 biogas reactor at Hilmar Cheese. John Campbell, who designed the reactor is in the foreground. Photo: John Campbell. MILKING WATER Writer John Spavin In California’s Central Valley, where scorching summers last nearly eight months, a New Zealander who learnt his environmental engineering skills in Southland’s cool climate has found his calling. His American employers backed his innovative ideas to recycle and reclaim water and 11 years later, they are still developing and inventing together. November/December 2013 22 Below: Floating membrane cover to capture biogas from the 19000m3 anaerobic reactor. Photo: John Campbell. John Campbell’s skills and work range from biological engineering, to waste water treatment engineering to food process engineering at the world’s largest cheese factory where there is no rainfall: not one drop, from March to November and temperatures hover around 3540 degrees Celsius. Mr Campbell’s an expert at reclaiming water and recycling it after removing its pollutants to turn them into biogas to power factories. His process includes a series of biological and physicochemical treatments followed by ultra-filtration to remove tiny particulates and bacteria. The Hilmar Cheese company is around a two-hour drive southeast of San Francisco. It produces cheddar and American cheeses for both retail and wholesale markets at home and abroad. Formed in the 1980s when some local dairy farmers combined to maximise their return on the rich milk yielded by their Jersey herds, they set out to use science and size to win markets. More than 230 dairy farms supply six million litres of milk daily to the factory. It all emerges as cheese or whey protein and lactose products. Producing its 1.1 million pounds (500,000 kilogrammes) of cheese each day promotes Hilmar to the largest dedicated cheese factory anywhere. It seems unusual that a water recycling engineer could learn anything relevant in Southland’s temperate climate that might fit in an arid American valley but Mr Campbell says it’s not where he learned his skill that counts; it’s the combination of his skills – and the fact that New Zealand 23 “IF WE PULL 1.6 MILLION GALLONS OF WATER A DAY FROM WHEY, THAT’S 1.6 MILLION GALLONS OF WATER THAT WE DON’T NEED TO DRAW FROM THE GROUND.” engineers’ skills are honed by the need to invent and innovate while working within comparatively tiny budgets. In the 1970s to early 1980s, Mr Campbell worked at Invermay’s MAFtech on a project he says was unusual, and at the Alliance Group in Southland. He bred cultures of bacteria to generate biogas from what would otherwise have been pollutants that would have required large amounts of energy to dispose of properly. The pay-back doubled, in that sense – the wastewater treatment produced energy, and saved the energy that would otherwise have been required to clean it up. Two politicians changed his life: Roger Douglas and, eight years later, Simon Upton. The reorganisations wrought by both after MAFTech was dismembered left Mr Campbell as Managing Director in a management buyout of his unit at Invermay. He spent up to six months a year overseas chasing work of the required scale. Eventually he saw “overseas was where the opportunities lay” and left. Eleven years ago, he had the chance to combine his skills to apply his water recycling and energy production knowledge at Hilmar Cheese – and he hasn’t looked back. Water science is vital to the application of successful food production on California’s dry soil. Irrigation water evaporates quickly, leaving behind dissolved salts. There is insufficient rainfall to flush the salts from the soil and the resulting salinity inhibits plant growth and kills crops if left unchecked. That’s a completely different set of circumstance to ours in New Zealand, even Canterbury in a dry year. Mr Campbell works in a team reclaiming every drop of water from Hilmar’s production, waste and by-products. Milk’s water content is around 87 per cent. As Hilmar doesn’t bottle milk, the team grabs back as much of the water as it can. When cheese is produced, the leftover whey yields proteins and sugars that make food supplements and edible lactose products. The remaining liquid – in effect, diluted milk – undergoes straining, equalization, and dissolved air flotation. It sits in anaerobic digestion reactors before undergoing more filtration processes, reverse-osmosis, evaporation and finally deep well injection and storage of reuse water for internal and agronomic reuse. When all food processes have extracted their bounty, reverse osmosis reclaims most of the remaining liquid and recycles up to 1.6 million gallons of usable water Engineering Insight » Volume 14/6 Photo: John Campbell. (4.56 million litres) daily to surrounding farms. What remains is not waste, but fuel – and Mr Campbell cooks up bacteria in bio-reactor tanks. They eat the organic solids and produce biogas to supply up to eight per cent of the company’s natural gas needs. When Mr Campbell started out on water reclamation in New Zealand, much of the excess whey was used in nutrients for farming. That practice had long gone from Hilmar, even before he arrived (although the whey was valuable as a fertiliser substitute). Dairy plants must be clean to avoid contaminating the product. Caustics, acids and detergents flushed through tanks and pipes and then expelled with wastewater can vary the pH from two to 13 in seconds. The chemical oxygen demand (COD), a measurement of the amount of the oxygen required to oxidize mainly organics in water, can swing from 2,000 parts per million (ppm) to 200,000ppm in a few minutes. Somehow, the recycler needs to smooth these peaks to treat the water but the returns are worth the effort. “If we pull 1.6 million gallons of water a day from whey, that’s 1.6 million gallons of water that we don’t need to draw from the ground,” Mr Campbell says. “It also means that we haven’t got 1.6 million gallons of reclaimed water to irrigate.” Processing reclamation plant feedwater organics to produce biogas operates on the same principle as at Southland’s Alliance Freezing Works. The difference is the Hilmar plant at 19,000 cubic metres (m3) is four times larger. “If the conventional activated sludge technology was used, a hyper-massive amount of electricity would be required and the renewable biogas would not be produced.” Mr Campbell is culturing a fourth 19,000m3 biogas reactor in which he brews his bacteria colonies. This is the highlight of his work to date. He says it’s “huge” and designed to handle the high fat, high suspended solids in the likes of dairy, wool scours, meat processing and other food processing wastewaters. This reactor is one that Mr Campbell has developed under his own company’s aegis rather than Hilmar’s. Cultivating bacteria is slow and methodical work that starts with individual, free-swimming bacteria, aggregating eventually into groups www.cadconcepts.co.nz November/December 2013 that measure up to three millimetres in diameter. They may have reached 100,000 kilogrammes dry weight by the time they’re ready to feast on the diluted milkfeed water. Three of his previous, similar size reactors have run flawlessly for seven years at a Hilmar site in Texas. “Working with the company has just been a blessing.” he says. “There are not many companies around the world large enough to try this out.” After 11 years in California Mr Campbell still misses friends and family back here in New Zealand. “It’s really, really hard to get a continuity of engineering research in New Zealand. There’s no R&D [research and development] breaks and no real tax incentives.” He meets each Thursday for “coffee” with a bunch of Kiwi “ex-pats”. The consensus of the reasons they left New Zealand to pursue their careers haven’t changed. “The US is swimming with good engineers but Americans have a fond regard for New Zealand scientists, technologists and engineers.” Mr Campbell wonders if, as Invermay, his old research institute faces closure, the next generation might soon be thinking of packing their bags to follow his trail. PathPlanner R4 CAD too Expensive? Discover the secret your competitors are using! BricsCAD® is the No 1 .dwg alternative. Individual bacterial cells less than a micron in size are cultivated to form flocs (left) and then grown into granules (right). The granules are aggregates of many strains of bacteria that are approximately 2–6mm in diameter. The granules have very high settling rates within a reactor which enables them to stay within it and not be washed out of the bioreactor. The outcomes are: these bacteria aggregates convert most of the other contaminants to renewable energy biogas, saving the electricity that would otherwise have been used to purify the industrial wastewater. Vehicle Turn Software at its Best Available for AutoCAD, Microstation, BricsCAD, and GstarCAD from $ 580.00 + GST CAD Management & Consulting www.simtra.com m [email protected] c 0800 003 470 N (027) 518 2045 24