Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
NUEVA METODOLOGÍA PARA EL DISEÑO DE CIRCUITOS DE
FLOTACIÓN
Felipe David Sepúlveda Unda
Tesis presentada en concordancia a los requerimientos para optar al grado de
Doctor en Ingeniería de Procesos de Minerales
Supervisores
Luis A. Cisternas
Edelmira D. Gálvez
Laboratorio de Optimización y Modelación
Departamento de Ingeniería Química y Procesos de Minerales
Universidad de Antofagasta
Antofagasta
Mayo, 2014
NEW METHODOLOGY FOR DESIGN OF FLOTATION CIRCUITS
Felipe David Sepúlveda Unda
Thesis presented in accordance to the requirements to obtain the degree of
Ph.D. in Mineral Process Engineering
Supervisors
Luis A. Cisternas
Edelmira D. Gálvez
Laboratory of Optimization and Modelling
Department of Chemical and Mineral Process Engineering
Universidad de Antofagasta
Antofagasta
May, 2014
RESUMEN
La industria minera enfrenta continuamente desafíos para mantener a nivel competitivo
sus unidades de producción, debido a las menores leyes de los yacimientos, minerales
cada vez más complejos, regulaciones ambientales cada vez más exigentes e
incertidumbre en los mercados mundiales. Por lo tanto, se requiere el uso de todas las
herramientas posibles para mejorar el diseño y operación de estos procesos. Una decisión
fundamental en la industria minera es la elección y diseño del diagrama de flujo, siendo
tradicionalmente realizada por medio de pruebas de laboratorio o por simulación
matemática y antecedentes históricos, pero es impracticable cuando se quieren evaluar
una cantidad importante de posibles configuraciones, debido al tiempo y a los costos
asociados a la evaluación. Además, cuando ya se ha seleccionado un diagrama de flujo, el
siguiente inconveniente, es la gran cantidad de parámetros o factores que intervienen en el
diagrama de flujo, siendo una tarea difícil poder determinar cuáles son los parámetros
más relevantes del diagrama de flujo, y así tomar la mejor decisión para el diseño y
operación.
Este tema de investigación, tiene por objetivo el desarrollar un marco para la innovación
de los diagramas de flujo en la fase del diseño conceptual, para el procesamiento de
minerales mediante una estrategia sistemática para el Diseño de Diagramas de Flujos de
Concentración de Minerales Asistida por Computador (DDFCMAC). Existen varios
métodos que puede ser utilizado para esta tarea, pero los que son eficientes, se aplican
solamente a problemas muy específicos, mientras que otros son demasiado complejos, ya
que requieren métodos avanzados de optimización (que puede ser difícil de formular y
resolver) o porque requieren modelos rigurosos. Además, estos métodos no suelen
utilizarse en plantas industriales, porque requieren una formación avanzada de los
usuarios o porque los modelos disponibles no son capaces de representar adecuadamente
el comportamiento de una planta industrial.
Las características del procedimiento DDFCMAC es que debe ser: a) un método aplicable
a todos los tipos de procesamiento de minerales, que se pueda aplicar a procesos
complejos que implican unidades de diversas operaciones y productos, b) un método que
no es necesario emplear modelos rigurosos sin sacrificar la precisión de los cálculos, c)
un método que incluya la mejora de los procesos existentes, d) un método que tiene la
capacidad de crear y reutilizar el conocimiento, y e) método que puede ser fácil de
configurar y usar. Siendo este procedimiento inspirada por el trabajo de d'Anterroches
and Gani (2005) and Douglas (1985) para procesos químicos.
Para lograr su aplicación, el procedimiento DDFCMAC, considera tres niveles de
decisión: 1) definición y análisis del problema, en este nivel el problema es definido,
incluyendo la caracterización de la alimentación, se definen los objetivos del diseño,
objetivo de operación y sus restricciones. 2) síntesis y selección de las alternativas, en
este nivel, se generan las alternativas y se evalúan usando el método de contribución de
grupos y un conjunto promisorio de circuito es validado por balance de masa. 3) diseño
final, es donde se definen las condiciones operacionales y las condiciones en el diseño de
los equipos. En este nivel de decisión dos herramientas son utilizadas: Análisis de
sensibilidad y simulación reversa. Este procedimiento considera la experiencia y criterios
del diseñador en todos los niveles, y se utilizan métodos rigurosos y aproximaciones,
razón por lo cual, esta metodología es considerada como hibrida.
Cómo se indicó, el procedimiento DDFCMAC es una nueva propuesta para diseñar los
circuitos de flotación, y se encuentra basada en tres métodos principales: El método de
contribución de grupos, análisis de sensibilidad y simulación reversa, pero esta
investigación se focaliza en los dos primeros métodos. El método de contribución de
grupos se basa en el concepto de que cada etapa de un circuito de flotación, contribuye a
las propiedad final del circuito, por lo tanto, los circuitos de flotación pueden ser
sintetizadas, modeladas y evaluadas considerando el “aporte” de cada unidad de
procesamiento. Esto es de la misma forma que las moléculas químicas son sintetizadas,
modeladas y evaluadas para obtener sus propiedades, donde un átomo o un grupo de
átomos representan una fracción de la molécula. La gran ventaja de este procedimiento es
que permite una evaluación rápida y sencilla. El método de contribución de grupo
desarrollado permite una evaluación de 1,492 circuitos basado en 35 grupos. Cada grupo
es definido considerando que la etapa posee una dirección de corriente para el
concentrado y otra para la cola. Es decir, cada grupo incluye aportes estructurales. Para
lograr el ajuste de los modelos del método de contribución se grupos, se utilizaron 46
circuitos con 69,000 datos generados por simulación, lográndose una desviación estándar
promedio de 1,5%. El análisis de sensibilidad, es un grupo de técnicas que nos permite
determinar cuáles son las incertezas de los factores de entrada que más afectan a la
incerteza de los factores de salida de un modelo. En este trabajo, se utilizan el método de
Sobol, método de Morris y el método E-fast para determinar que etapas del circuito de
flotación afectan más al comportamiento de una o más especies en el circuito. En ese
sentido la aplicación del análisis de sensibilidad permiten orientar el diseño final una vez
seleccionado el circuito. Además se realizó una comparación de los resultados por cada
técnica, cuando existía variación de la incertidumbre de los factores de entrada y el tipo
de distribución de los factores de entrada. La simulación reversa nos permite determinar
4
el valor los parámetros de interés, considerando las condiciones o restricciones que
requiere el diseñador.
Los resultados generales muestran que el procedimiento DDFCMAC logra determinar un
conjunto con los posibles mejores circuitos, proponiendo valores para las condiciones de
diseño (número de celdas) y las condiciones operacionales (tiempo de residencia),
pudiendo incluirse distintas objetivos en la evaluación. El método de contribución de
grupo logra entregar al diseñador, un grupo de los circuitos más prometedores para su
evaluación, teniendo un bajo error en la estimación de la recuperación global en
comparación con los resultados del balance de masa, esto es debido a que el método de
contribución de grupos posee una baja desviación estándar. El análisis de sensibilidad
entrega la información de cuáles son los parámetros operacionales y los parámetros de
diseño más importante de los circuitos analizados, y con esa información, fue posible
guiar el cálculo de la simulación reversa. También se comparó las tres técnicas más
utilizadas del análisis de sensibilidad global, que son el método de Sobol, método de
Morris y método E-fast. Esta comparación incluyó varios casos de estudio, incluyendo
casos con diferentes niveles y tipos de incerteza. Los resultados obtenidos fueron muy
similares entre las técnicas, siendo su mayor diferencia, el costo computacional. La
simulación reversa, es una técnica que permite la determinación de las posibles mejores
combinaciones para cumplir los objetivos fijados por el diseñador, en esta investigación
se utilizó la técnica más sencilla entre todas las opciones, existiendo la posibilidad de
mejorar el diseño de los circuito, con el uso de técnicas más sofisticadas (optimización
matemática).
Como conclusión general, el procedimiento DDFCMAC es una alternativa efectiva para
el diseño conceptual de los circuitos de flotación, pudiendo compatibilizarse con análisis
empíricos. Las conclusiones del método de contribución de grupos, es que logra
determinar las recuperaciones globales de un número importante de circuitos, siendo una
herramienta viable para la evaluación de circuitos de concentración de minerales. El
análisis de sensibilidad es una herramienta que nos ayuda a analizar, diseñar y mejorar los
procesos, pudiendo evaluar modelos simples como complejos, si son modelos simples, no
existe una diferencia importante en los resultados entre los métodos usados, pero si el
modelo es complejo, es posible recomendar el uso del método de Morris por su menor
costo computacional. Y la simulación reversa permite diseñar el circuito final con las
restricciones operacionales y de diseño que fueron consideradas por el diseñador.
5
6
ABSTRACT
The metallurgical processes, continually confronts challenges to stay competitive in the
production units, due to lower grades of the deposits, increasingly complex minerals,
increasingly demanding environmental regulations and uncertainty in global markets.
Therefore, is required the use of all the tools to improve the design and operation of the
processes.
In this project the goal is to develop a framework for innovation of the innovation of
mineral processing flow sheets at the stage of conceptual design, using a systematic
strategy for Design Flow Computer Aided Mineral Flow-sheet Design (CAMFD). In
general, there are several methods that can be used for this task, but those they are
efficient, only apply to very specific problems, while others are too are complex, and
requiring advanced optimization methods (which may be difficult to formulate and
resolver) or because require rigorous models. Furthermore, these methods are not
commonly used in industrial plants, because they require advanced user training or
because the available models are not able to adequately represent the behavior of an
industrial plant.
The characteristics of this mineral processing CAMFD must be: a) a method applicable to
all types of mineral processing, so it can be applied to complex processes involving
various unit-operations and multiple metal products, b) a method that does not need to
employ rigorous models without sacrificing the precision of the calculations, c) a method
that supports the retrofit of existing processes, d) a method that has the ability to build
and reuse knowledge over time, and e) a method that can be easy to setup and use. This
procedure is inspired in the work of d'Anterroches and Gani (2005) and Douglas (1985)
for the chemical processes.
For its implementation, the procedure CAMFD includes three decision levels: 1)
definition and analysis of the problem, in this level, the problem is defined, including the
characterization of the feed, the design goals and design and operation restrictions; 2)
synthesis and screening of alternatives, in this level, circuit alternatives are generated and
evaluated using a group contribution model, and the most promising circuits are validated
by mass balance; and 3) final design, the final design is performed by defining the
operational and equipment design associated variables. At this level of decision two tools
are used: sensitivity analysis and reverse simulation. This procedure considers the
experience and criteria of the designer in all its levels, and rigorous and approximate
methods are used, this is why this methodology is considered a hybrid method.
7
The procedure CAMFD is a new approach to design for flotation circuits, and is based on
three principal methods: The group contribution method, sensitivity analysis and reverse
simulation, but this research focuses on the first two methods. The group contribution
method is based on the concept that each of the stages of a flotation circuit contributes to
the final property of the circuit; therefore, the flotation circuits can be synthesized,
modeled and evaluated considering the "contributions "of each processing unit. This is in
the same way that chemical molecules are synthesized, modeled and evaluated to obtain
its properties, where an atom or group of atoms represent a fraction of the molecule. The
great advantage of this procedure is that it allows quick and easy evaluation. The group
contribution method developed enables the evaluation of 1,492 circuits that is based on 35
groups. Each group is defined by considering that each stage has a direction for the
concentrate and tail streams. That is, each group includes structural contributions. To
achieve adjustment of the models in the group contribution method, 46 circuits with
69,000 data generated by simulating were used, achieving an average standard deviation
of 1.5%. Sensitivity analysis is a set of techniques that allows us to determine which
uncertainty of input factors are most affecting the uncertainty of output factors for a
model. In this paper, the Sobol’, Morris and E-fast methods were used for evaluated and
for determine which stages of the flotation circuit most affect the performance of one or
more species in the circuit. In this sense, the application of sensitivity analysis helps to
guide the final design after selecting the circuit. The reverse simulation allows us to
determine the value of the parameters of interest, considering the conditions or
restrictions required by the designer.
The overall results show that the CAMFD methodology is effective in the conceptual
design of flotation circuits with the use of different methodologies that were mentioned
above.
8
SUPERVISORS
Luis A. Cisternas,
Laboratory of Optimization and Modelling
Department of Chemical and Mineral Process Engineering
Universidad de Antofagasta, Antofagasta, Chile
Edelmira D. Galvéz
Department of Metallurgical & Mining Engineering
Universidad Católica del Norte, Antofagasta, Chile.
LIST OF PAPERS
This thesis is based on the following papers that were published in ISI journals:
I.
Sepúlveda F.D., Cisternas L.A., Elorza M.A., 2014, Gálvez E.D., A Methodology
for the conceptual design of concentration circuits: Group Contribution Method.,
Computer & Chemical Engineering, 63, 173 – 183.
II.
Sepúlveda F.D., Cisternas L.A., González J.F., Gálvez E.D., 2014, A
Methodology for the Conceptual Design of Concentration Circuits: Final Design.
Submitted.
III.
Sepúlveda F.D., Cisternas L.A., Gálvez E.D., 2014, Global Sensitivity Analysis of
a Mineral Processing, Computer & Chemical Engineering, In Press.
Additionally, results were reported in events, through publications in proceeding books.
IV.
Sepúlveda F.D., Cisternas L.A., Gálvez E.D., 2014, A Global Sensitivity Analysis
for Multiple Products in Mineral Processing Flowsheet. International Mineral
Processing Congress, 2014
V.
Sepúlveda F.D., Cisternas L.A., Gálvez E.D., 2013, Global Sensitivity Analysis of
a Mineral Processing Flowsheet, Proceedings of the 23nd European Symposium
on Computer Aided Process Engineering, 2013, Elsevier B.V.
9
VI.
Sepúlveda F.D., Cisternas L.A., Gálvez E.D., 2013, Flotation process analysis
with global sensitivity analysis, International Mineral Processing Conference
2013.
VII.
Sepúlveda F.D., Cisternas L.A., Gálvez E.D., 2012, A Novel Method for
Designing Flotation Circuits, Ian David Lockhart Bogle and Michael Fairweather
(Editors), Proceedings of the 22nd European Symposium on Computer Aided
Process Engineering, 2012, Elsevier B.V.
VIII.
Sepúlveda F.D., Elorza M.A., Cisternas L.A., Gálvez E.D., A Hybrid Method for
Design of Flotation Circuits, International Mineral Processing Conference 2012.
IX.
Montenegro M.R., Sepúlveda F.D., Gálvez E.D., Cisternas L.A., 2013,
Methodology for Process Analysis and Design With Multiple Objectives Under
Uncertainty: Application to Flotation Circuits, International Journal of Minerals
Processing, 118, 15-27.
X.
Montenegro M.R., Sepúlveda F.D., Gálvez E.D., Cisternas L.A., 2009, Analysis,
Evaluation And Selection Of Flotation Circuits Using Multiple Goals And Monte
Carlo Simulation., International Mineral Processing Conference.
XI.
Gálvez E., Sepúlveda F., Cisternas L., Montenegro M., 2009, Sensitivity
Assessment of Flotation Circuit to Uncertainty Using Monte Carlo Simulation, In
Design for Energy and the Environment, pages 679-688, CRC Press.
10
CONTENT
RESUMEN ........................................................................................................................................................ 3
ABSTRACT ........................................................................................................................................................ 7
SUPERVISORS .................................................................................................................................................. 9
LIST OF PAPERS................................................................................................................................................ 9
CONTENT ....................................................................................................................................................... 11
LIST OF TABLE ................................................................................................................................................ 13
LIST OF FIGURE .............................................................................................................................................. 14
CHAPTER 1. A METHODOLOGY FOR THE CONCEPTUAL DESIGN OF CONCENTRATION CIRCUITS: GROUP
CONTRIBUTION METHOD ............................................................................................................................. 15
1.1. INTRODUCTION .......................................................................................................................................16
1.2. METHODOLOGY ......................................................................................................................................18
1.2.1. Level I: Definition and analysis of the problem ..........................................................................19
1.2.2. Level II: Synthesis and screening of alternatives ........................................................................20
1.2.3. Level III: Final design ..................................................................................................................20
1.3. JUSTIFICATION OF THE ASSUMPTION ............................................................................................................21
1.1. GROUP CONTRIBUTION METHOD ...............................................................................................................24
1.1.1. Generation of alternatives .........................................................................................................26
1.1.2. Process groups ...........................................................................................................................28
1.1.3. Recovery Models ........................................................................................................................29
1.1.1. Adjustment Method ...................................................................................................................30
1.1.2. Example and Validation .............................................................................................................33
1.2. CASE STUDY ...........................................................................................................................................36
1.2.1. Level I. Definition and analysis ...................................................................................................36
1.2.2. Level II. Synthesis and screening of alternatives ........................................................................37
1.2.3. Level III. Final design ..................................................................................................................39
1.3. CONCLUSIONS AND FUTURE WORK .............................................................................................................39
1.4. ACKNOWLEDGMENTS ...............................................................................................................................40
1.5. REFERENCES ...........................................................................................................................................40
CHAPTER 2.
DESIGN.
A METHODOLOGY FOR THE CONCEPTUAL DESIGN OF CONCENTRATION CIRCUITS: FINAL
45
2.1. INTRODUCTION .......................................................................................................................................46
2.2. A BRIEF DESCRIPTION OF THE METHODOLOGY ..............................................................................................47
2.3. DATABASE..............................................................................................................................................48
2.4. FINAL DESIGN .........................................................................................................................................49
2.4.1. Identification of gaps and opportunities for improvements. .....................................................50
2.4.2. Differential sensitivity analysis (DSA) .........................................................................................50
2.4.3. Identification of key stages using sensitivity analysis ................................................................51
2.4.4. Definition of the design and operating variables based on reverse simulation .........................53
2.1. CASE STUDY............................................................................................................................................54
2.1.1. Identification of gaps and opportunities for improvements ......................................................56
11
2.1.2. Identification of the key stages using sensitivity analysis ..........................................................58
2.1.3. Definition of the design and operating variables based on reverse simulation. ........................61
2.2. SUMMARY AND DISCUSSION ......................................................................................................................63
2.3. ACKNOWLEDGEMENT ...............................................................................................................................64
2.4. REFERENCES ...........................................................................................................................................64
CHAPTER 3. THE USE OF GLOBAL SENSITIVITY ANALYSIS FOR IMPROVING PROCESSES: APPLICATIONS
TO MINERAL PROCESSING ............................................................................................................................ 67
3.1. INTRODUCTION .......................................................................................................................................68
3.2. GLOBAL SENSITIVITY ANALYSIS ...................................................................................................................69
3.2.1. FAST and Sobol’ Method. ...........................................................................................................71
3.2.2. Morris Method ...........................................................................................................................73
3.2.3. Local Sensitivity Analysis ............................................................................................................74
3.3. APPLICATIONS .........................................................................................................................................75
3.3.1. Process Identification and Sobol’ Method ..................................................................................75
3.3.1. Process retrofit and comparison between Sobol´ and Morris methods .....................................77
3.3.2. Comparison of sensitivity analysis methods...............................................................................82
3.3.3. Retrofit of a copper concentration plant ....................................................................................87
3.4. CONCLUSIONS .........................................................................................................................................92
3.1. ACKNOWLEDGMENTS ...............................................................................................................................93
3.2. REFERENCES ...........................................................................................................................................93
12
LIST OF TABLE
Table 1.1. Steps of the hierarchical decision. ........................................................ 19
Table 1.2. Process groups. ..................................................................................... 29
Table 1.3. Concentration circuits used to fit the group contribution model. .......... 31
Table 1.4. Constants i and i for the process group contribution defined in
equation (1.3) for high, medium and low recoveries. ............................................ 32
Table 1.5. Constants for equations 1.1 and 1.2. .................................................... 33
Table 1.6. Mean absolute error for each circuit of table 1.3 for high, medium, and
low recoveries. ........................................................................................................ 34
Table 1.7. Parameters values for the case study. ................................................. 36
Table 1.8. Set of alternatives selected for mass balance validation. .................... 38
Table 1.9. Concentrate grade and overall recovery for the top ten circuits .......... 39
Table 2.1. Levels of the hierarchical decision. ....................................................... 48
Table 2.2. Examples of heuristics for reverse experimentation. ........................... 55
Table 2.3. Parameter values for the case study. ................................................... 57
Table 2.4. Gaps between the goals and the values obtained in selected circuits.
................................................................................................................................. 57
Table 2.5. Local sensitivity index for the objective function. ................................. 58
Table 2.6. Residence times and numbers of cells (original values). ..................... 63
Table 2.7. Stage and global recoveries for circuits 1 and 2. ................................. 63
Table 3.1. Distribution functions for factors in case study 4.2. .............................. 80
Table 3.2. Sobol’ and E-fast indexes. (Values x 102). .......................................... 84
Table 3.3. Sobol’ Indices for different distribution functions (values x 102). ........ 85
Table 3.4. Mass flow rates of the flotation circuit of Figure 3.8 (Hay and Martin,
2004). ...................................................................................................................... 88
Table 3.5. Stage’s recoveries for the flotation circuit of Figure 3.8. ...................... 89
13
LIST OF FIGURE
Figure 1.1. Interconnected components and parameters in froth flotation
circuits......................................................................................................................17
Figure 1.2. Comparison of five circuits of three flotation stages. Circuit 1
[(RC)(CP)(SC)][(RS)(CR)(SW)], circuit 2 [(RC)(CP)(SR)][(RS)(CR)(SW)], circuit
3 [(RC)(CP)(SR)][(RS)(CS)(SW)], circuit 4 [(RC)(CP)(SC)][(RS)(CS)(SW)],
circuit 5 [(RC)(CP)(SC)][(RW)(CR)(SW)]. The nomenclature used is explained
below. ......................................................................................................................25
Figure 1.3. Concentrate and tail origin-destination matrixes for a three-stage
concentration circuit. ...............................................................................................27
Figure 1.4. Concentration circuit with four stages, represented by the CTP
string [(RC 1)(C1C 2)(C2P)(S1C 2)] [(RS1)(C1R)(C 2C1)(S1W)]. ...................................28
Figure 1.5. Mineral recovery. Mass balance versus group contribution model
results for a concentration circuit that exhibited a) good fit, b) poor fit..................35
Figure 2.1. Circuit [(RC1)(C 1C2)(C 2P)(S 1C2)] [(RS1)(C1R)(C2C 1)(S1W)]. ...............49
Figure 2.2. Difference between direct and reverse simulation. .............................56
Figure 2.3. Circuits chosen for the final design: a) circuit 1 and b) circuit 2. ........59
Figure 2.4. Sobol total index for each stage and for each species for a) circuit 1
and b) circuit 2. ........................................................................................................60
Figure 2.5. Sobol total index for the copper grade in the concentrates. ...............61
Figure 3.1. Concentration circuits used in case 1. .................................................76
Figure 3.2. Sobol’ total index versus stage’s recoveries for a) circuit a, b) circuit
b, c) circuit c and d) circuit d. ..................................................................................78
Figure 3.3. Relation between Sobol’ total index and Morris method µ for circuit
a (Figure 3.1a) for the a) high recovery specie and b) medium recovery specie. 81
Figure 3.4. Evolution of the overall recovery rates by a) modifying cell number
cleaner and b) modifying cell number rougher.......................................................81
Figure 3.5. Yianatos’ model for a flotation column.................................................82
Figure 3.6. Comparison of sensitivity analysis using dispersions of a) 10% and
b) ±0.1......................................................................................................................84
Figure 3.7. Comparison of sensitivity analysis using a a) uniform distribution, b)
beta distribution with α and β = 2, c) beta distribution with α = 2 and β = 7, and
d) a beta distribution with α=7 and β = 2. ...............................................................86
Figure 3.8. Flotation circuit (copper concentrator; Hay and Martin, 2004)............88
Figure 3.9. Morris versus diagram for a) the copper overall recovery rate, b)
gangue overall recovery rate, and c) the copper concentrate grade. ...................91
Figure 3.10. Recovery rate and copper grade as a function of cell number and
residence time: a) Cl-Sc recovery rate as a function of Cl-Sc cell number and
residence time, (b) overall recovery rate as a function of Cl-Sc cell number and
residence time and (c) overall copper grade as a function of Cl 2 cell number
and residence time. ................................................................................................ 92
14
CHAPTER 1.
A METHODOLOGY FOR THE CONCEPTUAL
DESIGN OF CONCENTRATION CIRCUITS: GROUP
CONTRIBUTION METHOD
Felipe D. Sepúlveda, Luis A. Cisternas, Maritza A. Elorza,
Universidad de Antofagasta, Chile
And
Edelmira D. Gálvez
Universidad Católica del Norte, Chile.
ABSTRACT
This paper presents a new methodology for the conceptual design of concentration
circuits based on the group contribution method. The methodology includes three
decision levels: 1) definition and analysis of the problem, 2) synthesis and screening of
alternatives, and 3) final design. In this manuscript, the emphasis is on the description of
the methodology, justification of the assumptions, and group contribution method. The
group contribution models were developed to estimate the global recovery in
concentration circuits. The procedure is general and can be applied to any circuit
consisting of stages that generate two product streams: concentrate and tail. The
developed models can be applied to estimate the recoveries in concentration circuits with
a maximum of six stages. The models were fitted using mass balance data from 46
circuits, generating 35 process groups. Case studies were used to illustrate the
methodology.
Keywords: process design, group contribution, concentration circuit, flotation.
15
1.1.
Introductıon
Flotation circuits are a common procedure for the concentration of a broad range of
minerals and are also a common technology used in wastewater treatment. Froth flotation
is based on differences in the ability of air bubbles to adhere selectively to specific
mineral surfaces in a solid/water slurry. Particles with (without) attached air bubbles are
(are not) carried to the surface and removed (stay in the liquid phase). The current
practice for the design of these circuits is based on seven steps (Harris et al., 2002): 1)
mineralogical examination in conjunction with a range of grinding tests, 2) a range of
laboratory scale batch tests and locked cycle tests, 3) a circuit design based on scale-up of
laboratory kinetics, 4) preliminary economic evaluation of the ore body, 5) pilot-plant test
of the circuit design, 6) economic evaluation, 7) full-scale plant design. This procedure
presents several problems, including 1) the design of the circuit in step three is based on a
rule-ofthumb scale-up from laboratory data that depends heavily on the designer's
experience, 2) the laboratory and pilot plant are costly and take significant time, and the
designed circuit analysis is therefore not performed in depth, 3) other aspects, such as
system dynamics, are not considered in the design process.
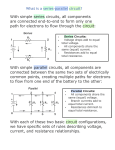
Froth flotation design and operation is a complex task because several important
parameters are interconnected (Barbery, 1983, Gupta and Yan, 2006). The parameters can
be classified into four types of components, as shown in Figure 1.1. If any of these factors
is changed, it causes or demands changes in other parts. It is impossible to study all of the
parameters at the same time; for example, if six parameters are selected for study in four
stage circuits, over 8 million tests are needed for a two-level fractional experimental
design. In addition, for a given number of stages, there are several circuit configurations.
If five flotation stages are considered, there are over one million potential circuits. For
reasons of cost and time, only a fraction of the alternatives are analyzed, and only a small
number of experiments are performed. In other words, the design analysis is not
performed in depth.
In the literature, various methodologies for the design of flotation circuits have been
proposed, with most using optimization techniques. In these methodologies, the
alternatives are presented through a superstructure, a mathematical model is developed,
and an algorithm is used to find the best option based on an objective function. There are
at least three reviews of studies concerning the optimal design of a flotation circuit
including that of Mehrotra (1988), Yingling (1993a) and Méndez et al. (2009a). Some
examples that use this strategy are Yingling (1993b), Hulbert (1995, 2001), Schena et al.
(1996, 1997), Cisternas et al. (2004, 2006a), Guria et al. (2005a, b), and Ghobadi et al.
(2011). The differences between these studies depend on the superstructure used, the
16
mathematical representation of the problem, and the optimization algorithm used.
However, one problem with these methods is that the recovery of each stage must be
modeled, and because the recovery of each stage is a function of many variables,
modeling is not the most appropriate method. Moreover, the number of alternatives is
large; a survey of approximately 400 flotation circuits available in books, manuscripts
and industrial process descriptions, gives the number of flotation stages as between 1 and
9, with the most common being 3 to 5 stages. Considering that each stage is typically
composed of 4 to 8 cells, the number of alternatives is tremendous, and a simple stage
model to achieve adequate convergence in mathematical programming problems is
essential. If metaheuristic-based algorithms are 3 used, it is possible to use more
sophisticated stage models or cell models, but with problems of eight or more cells, it will
be difficult to achieve convergence in a reasonable time. In summary, several methods for
designing flotation plants have been proposed in the literature, but these are not applied in
practice.
Chemical
Operation
•Collectors.
•Frothers.
•pH.
•Activators.
•Depressants.
•Particle size.
•Pulp density.
•Temperature.
•Feed rate.
•Pulp potential.
Flotation
Variables.
Equipment
Circuit
•Cell design.
•Agitation.
•Air flow.
•Number of stages.
•Configuration.
Figure 1.1. Interconnected components and parameters in froth flotation circuits.
The flotation circuit synthesis problem determines the type of flotation stage and their
sequence needed to achieve the concentration of the ore to some specified set of
characteristics. The flotation design problem determines the optimal values for the
conditions of operation and equipment related variables for the synthesized flotation
circuit. The flow sheet modeling, synthesis and design problems are related since for
generation and screening of alternatives, some forms of flow sheet models are needed. In
addition, flow sheet models are needed for verification of the solutions of the
synthesis/design problem. In contrast, a group-contribution based property estimation of a
flow sheet requires knowledge of the process structure and the groups needed to uniquely
represent it.
17
An example of such a method is the d'Anterroches and Gani (2005) method for fractional
distillation based process. The needed property is estimated from a set of a priori
regressed contributions for the groups representing the process. Having the groups and
their contributions together with a set of rules to combine the groups to represent any
process therefore provides the possibility to "model" the process. This also means that the
reverse problem of property estimation, that is, the synthesis/design of process having
desired properties can be solved by generating feasible process structures and testing for
their properties.
In this work, a new methodology is presented that integrates the first five design steps
given by Harris et al. (2002) with the objectives of 1) better orienting the goals of the
laboratory tests, 2) reducing laboratory and pilot plant testing, thereby achieving lower
cost and execution times, 3) designing the flotation circuit based on a systematic
procedure, and 4) speeding up the design procedure. The proposed methodology uses a
completely different approach based on finding good designs (not necessarily optimal)
between a more limited set of alternatives (eliminating unlikely alternatives) and
evaluating the performance of each design using an approximate but simple model. The
methodology, inspired by the work of d'Anterroches and Gani (2005) and Douglas
(1985), considers three design decision levels 1) definition and analysis of the problem, 2)
synthesis and screening of alternatives and 3) final design. This manuscript focuses on the
description of the methodology, justification of the assumptions, and group contribution.
This work is divided into six sections, of which this introduction is the first. The second
section describes the methodology, including the decision levels (see Table 1.1). In the
third section, the justification of the assumptions is presented. The fourth section presents
the group contribution method. Case studies, focusing on the first and second decision
levels, are presented in the fifth section, and finally, the sixth section presents the
conclusions and proposes future work.
1.2.
Methodology
The methodology proposed is composed of three hierarchical levels: definition and
analysis, synthesis and screening of alternatives, and final design (see table 1.1). In the
first level, the ore characteristics to be separated and the characteristics of the separation
circuit are defined. Then, alternatives are generated and evaluated to select a few
separation circuits for the final level. In the final level, the selected designs are improved
by defining the characteristics of each separation stage, without modifying the circuit
structure.
18
1.2.1. Level I: Definition and analysis of the problem
In this level, the problem is defined, including the characterization of the feed, the design
goals and design and operation restrictions.
The material to be fed to the process must be characterized. There are several ways to
perform this characterization, including mineralogical examination, grinding tests,
laboratory-scale batch test, and flotation kinetics tests. The decision of which test is most
relevant to the project is made by the designer’s experience. However, the components
that will be fed to the circuit must be defined. These components may be different
mineralogical compositions, different sizes or both. The feed mass flow rate and the stage
recovery for each component must be known.
Table 1.1. Steps of the hierarchical decision.
Level I:
Level name
Definition & analysis of the
problem.
Level II:
Synthesis and screening of
alternatives.
Level III:
Final design.
Design activities
Feed Characterization.
Design goals.
Estimated stage recovery values.
Number of stages.
Generation of feasible circuits
alternatives.
Circuit modeling with group
contribution models.
Validation based on material balance.
Operational conditions.
Equipment design.
Only an approximate recovery value is needed for each component and each stage in the
circuit, e.g., rougher, cleaner and scavenger stage. The determination of these values can
be achieved with models, laboratory or plant data, and/or by the experience of the
designer. For example, the criteria defined by Agar et al. (1980) can be used to define the
stage recovery. These values are considered constant for the objective of selecting circuits
in the second level. This assumption is important and will therefore be discussed in the
next section.
Additionally, the general criteria for classifying and determining which are the most
promising circuits to process the feed material are defined. There are several possible
factors to consider for this decision including: product quality (grade and impurities
concentrations), plant capacity (concentrate production), and economic (income, profit,
19
cost). The decision as to which are the most important criteria for evaluating the
alternatives for the project is determined by the designer’s experience.
Finally, the maximum number of stages to be considered in the circuit design is defined.
This definition must be completed for the cleaner and scavenger stages. This decision can
be based on various criteria such as: mathematical models, statistical and historical
background, or the designer’s experience. The method proposed by Gálvez (1998) can be
used to define the number of cleaner and scavenger stages and is based on the recovery
values of each stage and the technical goals (global recovery and grade desired).
1.2.2. Level II: Synthesis and screening of alternatives
In this level, circuit alternatives are generated and evaluated using a group contribution
model, and the most promising circuits are validated by mass balance. Alternatives are
generated using origin-destination matrices for the concentrate and tail streams. The
alternatives are evaluated using a group contribution method, which estimates the global
recovery of each component. The group contribution method allows fast and simple
calculation of the global recovery. The current group contribution model includes the
rougher, cleaner 1, cleaner 2, cleaner 3, scavenger 1, and scavenger 2 stages. With these
separation stages, 1,492 circuits can be generated. The group contribution model is
described at length in the fourth section of this paper.
The generated circuits are ordered based on the criteria specified in level I. A set of best
alternatives is selected for validation. The designer can include other additional criteria
for selection, such as: process control and dynamics or processing plants that are or were
in operation.
The set of alternatives is validated using mass balance or simulation, and the set is
reclassified either under the same criteria used previously or new criteria. The designer
can analyze each of the selected circuits, including control problems or previous
experience in mineral processing in the selected circuit. The experience of the designer is
added to the results of the simulations. Based on the results, a new set of circuits is
selected for the final design.
1.2.3. Level III: Final design
The final design is performed by defining the operational and equipment design
associated variables. Up to this point, only approximated values were used for the
recoveries of each stage. As shown in figure 1.1, these recoveries are functions of several
parameters that are chemical, operational and equipment dependent (the circuit design is
already complete). This problem is complex because there is not a model that can handle
all the parameters simultaneously. Laboratory tests are necessary to identify operational
20
conditions and generate appropriate models to represent each flotation stage. Sensitivity
analysis can be used to guide experimentation for each species by identifying the flotation
stage or stages that affect the recovery of the species (Sepúlveda et al., 2013). These
results allow to define operational conditions (e.g., particle size and pH) most suitable for
the operation of each stage. After the experiment and generation of appropriate kinetic
models it is necessary to define aspects such as residence time, size and number of
equipment. This is usually done by performing circuit simulation using commercial
software, i.e. sensitivity analysis based on scenarios. With the objective of reducing the
complexity or scenarios , sensitivity analysis is conducted on the global recovery to
identify the key variables to improve the design. Local (Lucay et al., 2011) and / or global
(Hamby, 1994; Sepulveda et al., 2013) sensitivity analysis can be used. The result from
this analysis is the identification of variables where the efforts must be focused to
improve the behavior of each species in the process. Alternatively, optimization can be
used to determine residence times and / or particle size and / or number of equipment
given the structure of the flotation circuit.
1.3.
Justification of the assumption
In this work, it is assumed that the stage recovery can be considered constant for design
purposes, i.e., it is independent of the concentration circuit. Assuming constant recoveries
for each stage may be questionable because they depend on the feed characteristics
(values of other parameters), and these characteristics are different for each alternative
circuit. This assumption will be analyzed from two points of view. First, the literature will
be discussed, and new evidence will subsequently be shown. This new evidence indicates
that this assumption is a valid approach as a first approximation.
The process design based on optimization using superstructures has shown that there are
cases in which the best structure is not highly sensitive to the operational values. For
example, Cisternas and colleagues studied optimal structures for separation based on
fractional crystallization (Cisternas, 1999) and found that in many cases, the best structure
was independent of changes in operating conditions. Furthermore, Cisternas and
coworkers (Cisternas and Rudd, 1993; Cisternas et al., 2006b) found that there are areas
within a design region where a design is always superior to another, regardless of the
operating conditions. Although this is not transferable to flotation circuit design, it sets a
precedent for efforts to study whether this assumption is valid in the design of flotation
circuits.
Cisternas et al. (2004) developed a procedure for the design of flotation circuits based on
mathematical programming using two-level hierarchized superstructures. The procedure
21
considered that the flotation can be modeled using a first-order kinetic model. The
method was applied to a copper flotation plant. The first case studied considered that all
banks use 15 cells, and a second case was studied allowing using 10, 15 or 20 cells per
bank. The optimal flotation circuit obtained was the same, but with different values of
recovery in each flotation stage. This means the same optimal structure results from
different operational conditions and number of cells in each bank. Other cases were
studied, including more complex structures, and similar results were obtained. Later,
Méndez et al. (2009b) used different grinding circuits (grinding, grinding-classification,
classification-grinding, and classification-grinding-classification) in the design of
flotation circuits. The application to a copper flotation plant indicates that the same
flotation structure was obtained using different grinding circuits. These studies show that
the optimal flotation circuit depends strongly on the feed composition and metal price but
has a low dependence on stage recovery. Jamett et al. (2012) presented a model for the
design of flotation circuits under uncertainty using stochastic programming. Uncertainty
was represented by several scenarios, including changes in the feed grade and metal price.
The model allows for changing the operating conditions (residence time) and flow sheet
structure for each scenario whilst maintaining fixed equipment design (number of cells in
each bank of flotation) for all scenarios. The results showed that the optimal flow sheet
structure did not change for 8 of the 9 scenarios studied, but the recoveries of each stage
changed for each scenario. Additionally, Montenegro et al. (2009), Montenegro et al.
(2010) and Montenegro et al. (2013a) studied the effect of the uncertainty in the
recoveries of the rougher, cleaner, re-cleaner and scavenger stages on the global
recoveries and final concentrate grade, among other indicators, for 12 flotation circuits.
The uncertainties in the recoveries of each stage were represented by normal, triangular
and uniform distribution functions with variations between 1% and 10%. In other words,
the recoveries at each stage were not modeled with any kinetic model but were
represented by distribution functions. Uncertainties were studied by considering the
variation in each stage as well as in several stages simultaneously; 84 cases were
considered. Monte Carlo simulation was used in the study, adding up to more than 6
million simulations. The results showed that the best flotation circuits were not a function
of the stage recoveries, that is, for different values of stage recoveries there is a set of
flotation circuits that perform best.
Later, Montenegro et al. (2013b) applied a shortcut computational method to analyze and
compare alternative flotation circuits to treat high-arsenic copper ores. Twenty-seven
circuits were evaluated based on the metric indices of efficiency, capacity, quality,
economics and environmental impact. The simulations were performed for an Australian
22
sulfide ore containing chalcopyrite, tennantite, quartz, and pyrite. In the simulation,
constant stage recovery was assumed. To validate this assumption, the normalized
indicators were calculated for several values of stage recoveries for each mineral; three
levels were selected with ±5, ±10, and ±20%, which can be considered as moderate,
intermediate and high variation in stage recoveries. Random sampling of the case studies
was selected to reduce the sampling error. The size of the sample was estimated in 28
combinations, which gives a 0.95 confidence level. Twenty-eight combinations were
studied for twenty-seven circuits; therefore, 2,268 simulations were performed. The
results of the simulations for moderate, intermediate and high variations were normalized
for each combination of stage recovery values. The average and standard deviation values
for the 28 normalized values for a specific circuit and a specific indicator were calculated.
The standard deviations were usually small, indicating that the indicators do not undergo
large variations despite changes in the stage recovery values. Usually, the circuit with the
best results has a low standard deviation, i.e., these circuits give the best results
independent of the value of stage recovery. Circuits with moderate results sometimes
have significant variation, i.e., the position within the set of alternatives has greater
variability. Despite the variation, the value never exceeds the values of the best circuits;
therefore, these circuits will be never selected based on this indicator.
All of these previous works do not demonstrate that constant recovery can be assumed for
each stage of flotation but provide evidence that the result can be extrapolated to other
flotation systems. It should be emphasized that these results are significant, because there
are not few cases, but a large number of simulations and a lot optimization works,
including a significant number of circuits under different stage recoveries.
Figure 1.2a shows the overall recovery for five flotation circuits, each composed of three
stages. These calculations considered that recoveries are the same for all stages. The
global recovery of circuit 1 is greater than all other circuits. This behavior is independent
of the stage recovery values. This means that if, for a particular process that is dominated
by the recovery of the value species (e.g., a value species with high floatability and high
price, and gangue with low floatability and low charge for their presence in the
concentrate), circuit 1 is always better than the other circuits. Comparing circuit 2 to
circuit 4, it can be observed that the curves cross around recovery stage 0.5. This finding
means that although the recovery stage of the value species is greater than 0.5, and the
stage recovery of the gangue is less than 0.5, circuit 2 is better than circuit 4. There are
regions of stage recoveries where a circuit (or a set of circuits) is better than another
circuit (or a set of circuits). This means that approximate stage recovery values can be
used for purposes of selecting a set of circuits that have better potential to give good
23
results. This selection will be correct when the approximate values are within the region
of stage recovery values where these circuits give the best results.
Figure 1.2b shows the profit of those five circuits when used to process a copper sulfide
ore using flotation banks. The profits are compared for different residence times in the
flotation cells. Circuit 1 provides the greatest profit independent of the residence time
(and hence, the values of the stage recoveries). These calculations were performed for
different numbers of cells per bank with similar results. These results confirm that
constant stage recovery can be assumed for circuit selection as an initial approximation.
1.1.
Group Contribution Method
Group contribution models are popular for estimating the properties of pure and mixed
chemicals. These models have been shown to be useful for designing chemical products
for specific applications. The basis of each model is that the property value of a chemical
can be estimated by adding the contributions of the constituent groups of the chemical. In
developing a group contribution model for a specific chemical property, experimental or
simulated data from a set of chemicals are used to calculate the value contributed by each
constituent group. These constituent values are then used to estimate either property
values for chemicals that have not yet been measured or the property values of
hypothetical chemicals. The principal application of group contribution models is the
design of chemical products. Group contribution models have been used to design
promising candidates for a variety of applications such as polymers, extractants, solvents,
refrigerants, and catalysts (Karunanithi et al., 2006). Additionally, group contribution
models have been used for developing thermodynamic models for process design
(Gmehling, 2003).
Because of the successful application of group contribution models to the design of
chemical products, d’Anterroches and Gani (2005) developed a group contribution model
for the design of a separation process based on fractional distillation. They developed the
concept of a process group that was analogous to a chemical group. In their work, a
framework for the process design was presented. More recently, a process group
contribution methodology was integrated with a controller design methodology to
simultaneously design and control a bioethanol production process (Alvarado-Morales et
al., 2010).
The purpose of this section is to develop a group contribution model to estimate the
recovery in concentration circuits. The procedure is general and can be applied to any
circuit consisting of units that generate two product streams: concentrate and tail. This
section is organized as follows: first, a procedure is developed to generate all of the
24
feasible circuits, given the concentration stages. In addition, a string is generated to
represent each circuit, which can be used to store a circuit in a database. Next, the group
contribution model is described.
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
Global Recovery
Circuit 1
Circuit 2
Circuit 3
Circuit 4
Circuit 5
0
0.2
0.4
0.6
0.8
1
Stage Recovery
(a)
Profit ( M US$ /day)
60
50
40
30
Circuit 1
Circuit 2
Circuit 3
Circuit 4
Circuit 5
20
10
0
0.02
0.04
0.06
0.08
0.10
Time ( h )
(b)
Figure 1.2. Comparison of five circuits of three flotation stages.
[(RC)(CP)(SC)][(RS)(CR)(SW)], circuit 2 [(RC)(CP)(SR)][(RS)(CR)(SW)],
[(RC)(CP)(SR)][(RS)(CS)(SW)], circuit 4 [(RC)(CP)(SC)][(RS)(CS)(SW)],
[(RC)(CP)(SC)][(RW)(CR)(SW)]. The nomenclature used is explained below.
25
Circuit
circuit
circuit
1
3
5
1.1.1. Generation of alternatives
In this sub-section, a procedure is proposed to generate feasible concentration circuits. It
is assumed that each concentration stage has two output streams: a concentrate and a tail.
The following definition is used: the rougher stage (R) is a stage that processes a circuit
feed, the cleaner stage (C) is a stage that processes a concentrate stream, and the
scavenger stage (S) is a stage that processes a tail stream. These definitions are important
because they significantly reduce the number of alternatives, as will be shown later.
The procedure will be illustrated with an example. Let us assume that the generation of
feasible circuits that consist of rougher, cleaner, and scavenger stages is desired. Feasible
paths for the concentrate and tail streams using two origin-destination matrixes will be
identified. Figure 1.3 shows these matrixes, where R, C, S, P, and W represent rougher,
cleaner, scavenger, final concentrate, and final tail, respectively. The concentrate origindestination matrix shows that the rougher concentrate must be sent to the cleaner stage
(we will represent this by the string RC), the cleaner concentrate must be a final
concentrate (CP), and the scavenger concentrate can be sent to either the rougher stage
(SR) or the cleaner stage (SC). Thus, we can identify two paths for the concentrate
streams: [(RC)(CP)(SR)] and [(RC)(CP)(SC)]. Similarly, the tail origin-destination matrix
shows that the rougher tail must be sent to the scavenger stage (RS), the cleaner tail can
be sent to either the rougher stage (CR) or the scavenger stage (CS), and the scavenger
tail must be the final tail (SW). Thus, we can identify two paths for the tail streams:
[(RS)(CR)(SW)] and [(RS)(CS)(SW)].
The feasible concentration circuits are the combinations of the concentrate and tail paths.
Thus, there are four feasible concentration circuits: [(RC)(CP)(SR)] [(RS)(CR)(SW)],
[(RC)(CP)(SR)] [(RS)(CS)(SW)], [(RC)(CP)(SC)] [(RS)(CR)(SW)], and [(RC)(CP)(SC)]
[(RS)(CS)(SW)]. The feasible concentrate circuits and a method to represent the
concentration circuits by a string that shows the concentrate and tail paths were identified.
The notation is called Concentrate and Tail Paths String (CTP string). The CTP string
facilitates the storage of concentration circuits in a database. The procedure can be
extended to circuits with two or more cleaner and scavenger units. For example, the
circuit in Figure 1.4a can be represented by the CTP string [(RC 1)(C1C 2 )(C2P)(S1C2)]
[(RS1)(C1R)(C2 C1)(S1W)], where the string within the first set of square brackets
corresponds to the concentrate paths, and the string within the second set of square
brackets corresponds to the tail paths. For clarity in Figure 1.4a the concentrate path is
represented by solid lines and the tail path with dashed lines. In addition, from the
combination of both paths, we can identify each concentration stage. For example, the
26
combination (RC1) in the concentrate path with (RS1) in the tail path indicates that the
rougher stage sends its concentrate to cleaner 1 and its tail to scavenger 1 (RC1S1).
Some circuit design procedures based on superstructures allow sending concentrate and
tail streams between all stages, excluding recirculation at the same stage. This not only
produces illogical circuits, e.g., sending rougher concentrate to the scavenger stage, but
significantly increases the number of alternatives. For example, when considering the R,
C, and S stages, the number of alternatives is 729 compared with the four alternatives
identified above. This condition worsens as we increase the number of stages. For
example, in the case of considering R, C1, C2, and S stages, the number of feasible and
logical alternatives is 24 (identified using the origin-destination matrix) versus 65,536 if
all stream recycle is allowed.
Destination
Destination
Tail
R
Origin
R
C
P
R
x
C
S
S
R
Origin
Concentrate
X
x
x
C
S
C
S
W
x
x
x
x
Figure 1.3. Concentrate and tail origin-destination matrixes for a three-stage concentration circuit.
Using origin-destination matrices for the concentrates and tails, the total number of
feasible and logic circuits can be determined. A database was constructed for all feasible
and logical circuits that included a rougher, cleaner 1, cleaner 2, cleaner 3, scavenger 1,
and scavenger 2 stage. For circuits with two stages, there are two feasible circuits. For
circuits with three stages, there are eight feasible circuits (four with R, C 1, S1; two with R,
C1, C2; and two with R, S1 , S2). For circuits with four stages, there are 42 circuits. For
circuits with five stages, there are 240 circuits. For circuits with six stages, there are 1,200
circuits. In total, there are 1,492 circuits.
If a concentration stage is defined based on the type of stage (rougher, cleaner 1, cleaner
2, cleaner 3, scavenger 1, and scavenger 2) and the destinations of the concentrate and
tail, then there are 35 types of concentration stages. These concentration stages will be
called process groups in the contribution model.
27
1.1.2. Process groups
In the proposed group contribution model, the behavior of the process is predicted from
the behavior (contribution) of the constituent parts of the process (group). Specifically, in
the case of the concentration circuit, the behavior of the circuit is predicted based on the
contribution of each concentration or process group. These process groups are a function
of the concentration stages (rougher, cleaner 1, cleaner 2, cleaner 3, scavenger 1, and
scavenger 2) and the destinations of their products (concentrates and tails).
(a)
(b)
Figure 1.4. Concentration circuit with four stages, represented by the CTP string
[(RC1)(C1C2)(C2P)(S1C2)] [(RS1)(C1R)(C2C1)(S1W)].
For example, for the circuit in Figure 1.4a, [(RC1)(C1C 2 )(C2P)(S1C2)]
[(RS1)(C1R)(C2 C1)(S1W)], the process groups are RC1S1, C1C2R, C2 PC 1 and S1C2 W
(Figure 1.4b). In Figure 1.4b, for clarity, the groups are represented by different colors
(digital version only) to emphasize that each group includes the flotation stage and the
destination of its concentrate and tail. These groups are easily identified by combining the
concentration and tail paths. The group RC1S1 corresponds to a rougher stage where the
concentrate and tail are sent to C1 and S1, respectively. Similarly, group S1C2 W
corresponds to a scavenger 1 stage, where the concentrate is sent to C2, and the tail is the
final circuit tail. Because each group not only includes the flotation stage but also the
destination of its concentrate and tail, each group carries topological information with it.
This means for example that the group C 1C2R represents a cleaner 1 stage wherein the
concentrate is sent to the cleaner 2 stage and the tail to the rougher stage.
28
Table 1.2 shows thirty-five process groups that are distributed as follows: three groups
with the rougher stage, six groups with the cleaner 1 stage, eight groups with the cleaner 2
stage, five groups with the cleaner 3 stage, eight groups with the scavenger 1 stage and
five groups with the scavenger 2 stage. In table 2 , groups 1 to 3 represent the rougher
stage but differ in their concentrate and tail destinations. In group RC 1 S1, the rougher
concentrate and tail are processed in the cleaner 1 and scavenger 1 stages, respectively. In
contrast, in process groups RC 1W and RPS1 , only the concentrate and tail are processed,
that is, the tail in group RC1 W and the concentrate in group RPS1 are the final products.
Table 1.2. Process groups.
Type
Process Groups
Rougher
Cleaner 1
RC1 W, RPS1, RC1S1
C1 PR, C1 PS1 , C1 PS2, C1C2R, C1C 2S1, C1 C2S2
Cleaner 2
C2 PC1, C2 PR, C2 PS1, C2 PS2, C2C3 C1, C2C3R, C2 C3S1, C2C3S2
Cleaner 3
C3 PC2, C3 PC1, C3 PR, C3 PS 1, C3 PS2
Scavenger 1
S1RW, S1C1 W, S1C2 W, S1C3 W, S1RS2, S1C1S2, S1C2S2 , S1C3S2
Scavenger 2
S2S1W, S2RW, S2C1 W, S2C2 W, S2C3 W
1.1.3. Recovery Models
For predicting the circuit recovery, two models are proposed that depend on the recovery
values of the rougher stage. For high rougher recoveries (0.63 to 0.9) and medium
rougher recoveries (0.38 to 0.62) the following model is used:
∑
(
)
(
)
(
)
(1.1)
where Rc is the circuit recovery; is the contribution of process group i;
is the
number of i process groups in the circuit;
is the total number of process groups in the
circuit;
is the total number of cleaner stages in the circuit;
is the total number of
scavenger stages; and a , b , and c are constants.
For low rougher recoveries (0 to 0.37), the following model is used:
∑
(
(
)
(1.2)
)
29
where the process group contribution, i , depends on the stage recovery, Ti , as follows:
i i Ti
i
(1.3)
where i and i are constant for each group i. The values of a , b, c , i and i must be
fitted based on global recovery values of circuits.
For the generation of global recovery values, forty-six circuits were selected, and a mass
balance was performed for 500 random rougher recoveries for each range and for the
forty-six circuits. In total, there are 23,000 experimental values for each rougher recovery
range.
The cleaner and scavenger recoveries were selected as random numbers within 10% of
the rougher recovery. The forty-six circuits are shown in Table 1.3. Note that two, four,
twentyfive, ten, and five circuits with two, three, four, five, and six stages were utilized,
respectively. Each process group appears in at least two concentration circuits used in the
fitting process. On average, each group is present in 5.7 circuits in the fitting process.
1.1.1. Adjustment Method
The group contribution models were fitted using BARON-GAMS (Sahinidis and
Tawarmalani, 2011). The results are shown in tables 1.4 and 1.5. Table 1.4 shows the
constants of equation (1.3) that are a function of each group and recovery range. Table 1.5
shows the constants a, b, and c of equations (1.1) and (1.2).
The mean absolute error (MAE) was used to quantify the difference between the
predicted and actual recoveries. The MAE was calculated using the following equation:
∑
|
|
(1.4)
Where
is the predicted global circuit recovery of data k (from the group
contribution),
is the global circuit recovery of data k (from the mass balance), and N
is the total number of data points.
is the global circuit recovery of data k (from a mass balance), and N is the total
number of data points.
30
Table 1.3. Concentration circuits used to fit the group contribution model.
Key
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
CTP String
Two-stage circuits
[(RC1) (C1P)] [(C1R) (RW)]
[(RP) (S1R)] [(RS1) (S1W)]
Three-stage circuits
[(RC1) (C1P) (S1C1)] [(RS1) (C1R) (S1W)]
[(RC1) (C1P) (S1R)] [(RS1) (C1R) (S1W)]
[(RC1) (C1P) (S1C1)] [(RS1) (C1S1) (S1W)]
[(RP) (S1R) (S2S1)] [(RS1) (S1S2) (S2W)]
Four-stage circuits
[(RC1) (C1C2) (C2P) (S1R)] [(RS1) (C1R) (C2C1) (S1W)]
[(RC1) (C1C2) (C2P) (S1C1)] [(RS1) (C1R) (C2C1) (S1W)]
[(RC1) (C1C2) (C2P) (S1C2)] [(RS1) (C1R) (C2C1) (S1W)]
[(RC1) (C1C2) (C2P) (S1R)] [(RS1) (C1R) (C2R) (S1W)]
[(RC1) (C1C2) (C2P) (S1C1)] [(RS1) (C1R) (C2R) (S1W)]
[(RC1) (C1C2) (C2P) (S1C2)] [(RS1) (C1R) (C2R) (S1W)]
[(RC1) (C1C2) (C2P) (S1R)] [(RS1) (C1R) (C2S1) (S1W)]
[(RC1) (C1C2) (C2P) (S1C1)] [(RS1) (C1R) (C2S1) (S1W)]
[(RC1) (C1C2) (C2P) (S1C2)] [(RS1) (C1R) (C2S1) (S1W)]
[(RC1) (C1C2) (C2P) (S1R)] [(RS1) (C1S1) (C2R) (S1W)]
[(RC1) (C1C2) (C2P) (S1R)] [(RS1) (C1S1) (C2C1) (S1W)]
[(RC1) (C1C2) (C2P) (S1R)] [(RS1) (C1S1) (C2S1) (S1W)]
[(RC1) (C1C2) (C2P) (S1C1)] [(RS1) (C1S1) (C2R) (S1W)]
[(RC1) (C1C2) (C2P) (S1C1)] [(RS1) (C1S1) (C2C1) (S1W)]
[(RC1) (C1C2) (C2P) (S1C1)] [(RS1) (C1S1) (C2S1) (S1W)]
[(RC1) (C1C2) (C2P) (S1C2)] [(RS1) (C1S1) (C2R) (S1W)]
[(RC1) (C1C2) (C2P) (S1C2)] [(RS1) (C1S1) (C2C1) (S1W)]
[(RC1) (C1C2) (C2P) (S1C2)] [(RS1) (C1S1) (C2S1) (S1W)]
[(RC1) (C1P) (S1R) (S2S1)] [(RS1) (C1S1) (S1S2) (S2W)]
[(RC1) (C1P) (S1C1) (S2S1)] [(RS1) (C1R) (S1S2) (S2W)]
[(RC1) (C1P) (S1C1) (S2C1)] [(RS1) (C1R) (S1S2) (S2W)]
[(RC1) (C1P) (S1C1) (S2R)] [(RS1) (C1S2) (S1S2) (S2W)]
[(RC1) (C1P) (S1R) (S2C1)] [(RS1) (C1S2) (S1S2) (S2W)]
[(RC1) (C1C2) (C2C3) (C3P)] [(C1R) (C2C1) (C3C1) (RW)]
[(RC1) (C1C2) (C2C3) (C3P)] [(C1R) (C1R) (C3C1) (RW)]
Five-stage circuits
[(RC1) (C1C2) (C2C3) (C3P) (S1C1)] [(RS1) (C1R) (C2C1) (C3C2) (S1W)]
[(RC1) (C1C2) (C2C3) (C3P) (S1R)] [(RS1) (C1S1) (C2C1) (C3C2) (S1W)]
[(RC1) (C1C2) (C2C3) (C3P) (S1R)] [(RS1) (C1S1) (C2S1) (C3C2) (S1W)]
[(RC1) (C1C2) (C2C3) (C3P) (S1C3)] [(RS1) (C1R) (C2R) (C3R) (S1W)]
[(RC1) (C1C2) (C2C3) (C3P) (S1C3)] [(RS1) (C1S1) (C2R) (C3S1) (S1W)]
[(RC1) (C1C2) (C2P) (S1C2) (S2R)] [(RS1) (C1S2) (C2S2) (S1S2) (S2W)]
[(RC1) (C1C2) (C2P) (S1C2) (S2C2)] [(RS1) (C1S2) (C2S2) (S1S2) (S2W)]
[(RC1) (C1C2) (C2P) (C2C3) (S1C2)] [(RS1) (C1R) (C2C1) (C3C2) (S1W)]
[(RC1) (C1C2) (C2P) (S1R) (S2C1)] [(RS1) (C1R) (C2C1) (S1S2) (S2W)]
[(RC1) (C1C2) (C2P) (S1R) (S2S1)] [(RS1) (C1S1) (C2R) (S1S2) (S2W)]
Six-stage circuits
[(RC1) (C1C2) (C2C3) (C3P) (S1R) (S2C2)] [(RS1) (C1R) (C2S2) (C3S1) (S1S2) (S2W)]
[(RC1) (C1C2) (C2C3) (C3P) (S1C3) (S2C3)] [(RS1) (C1S1) (C2S1) (C3S2) (S1S2) (S2W)]
[(RC1) (C1C2) (C2C3) (C3P) (S1C3) (S2C3)] [(RS1) (C1S2) (C2S2) (C3R) (S1S2) (S2W)]
[(RC1) (C1C2) (C2C3) (C3P) (S1C3) (S2C1)] [(RS1) (C1S2) (C2R) (C3S2) (S1S2) (S2W)]
[(RC1) (C1C2) (C2C3) (C3P) (S1R) (S2C1)] [(RS1) (C1S1) (C2R) (C3C2) (S1S2) (S2W)]
31
Table 1.4. Constants i and i for the process group contribution defined in equation (1.3) for
high, medium and low recoveries.
Group
RC1W
RPS1
RC1S1
C1PR
C1PS1
C1PS2
C1C2R
C1C2S1
C1C2S2
C2PC1
C2PR
C2PS1
C2PS2
C2C3C1
C2C3R
C2C3S1
C2C3S2
C3PC2
C3PC1
C3PR
C3PS1
C3PS2
S1RW
S1C1W
S1C2W
S1C3W
S1RS2
S1C1 S2
S1C2 S2
S1C3 S2
S2S1 W
S2RW
S2C1W
S2C2W
S2C3W
High
-0.8096
1.6482
-0.0975
22.5778
22.5904
22.5855
-0.0904
-0.1094
-0.2209
34.8542
34.8748
34.8747
35.0091
43.5820
43.5389
43.5537
43.6818
-0.0412
-0.0433
0.1373
0.3073
0.1531
-0.1919
-0.1976
-0,1941
-0.3886
0.0967
0.0384
-0.0852
-0.0756
-0.0078
-0.0101
-0.0345
0.2358
-0.1089
i
Medium
4.1843
0.8343
0.4974
0.7966
0.7110
0.6484
0.5587
0.8440
0.3529
0.6036
0.4838
0.3440
0.5559
0.6750
0.3037
8.7125
-0.1845
0.2863
0.1597
0.5608
0.5075
0.3869
1.3625
0.7243
0.5460
0.1720
0.7862
0.2192
0.2358
0.1889
0.6262
0.3129
0.3804
0.2356
0.5975
Low
0.0813
1.5217
28.4560
8.0851
3.8272
2.5667
42.7709
4.0928
0.0194
8.9199
3.9322
2.6912
5.7776
-0.0010
-0.0024
-6.2597
-06366
27.1021
-0.0619
12.9763
2.1779
5.7664
-5.2716
10.7153
3.9735
0.0811
-0.2353
3.4184
3.5684
0.3804
-0.6491
-1.2823
5.3409
0.0144
10.3996
32
High
-0.9400
0.0301
-1.7500
0.0006
0.0097
0.0126
-1.1507
-1.7500
-0.7535
-0.0001
0.0039
0.00863
0.0093
0.0032
0.0051
0.0077
0.0227
-1.4345
-1.7500
-1.0586
2.2664
4.1785
-1.5612
-1.0913
-0.8529
-0.6019
4.7189
0.2011
16.0084
10.9217
-1.7500
-1.7500
27.2542
8.3795
11.1927
i
Medium
7.5618
1.0510
1.6714
1.0449
1.2054
1.5398
2.5373
5.2019
4.5312
0.9665
0.8841
0.6035
1.2429
3.4281
3.4152
11.7590
-0.0306
0.2172
0.2325
0.7774
0.5468
1.7273
5.0024
2.4400
1.2619
0.4562
4.4755
0.6843
0.6650
0.2100
3.1844
1.5192
0.7733
0.2555
0.5288
Low
0.1608
1.3301
4.4241
2.3818
1.8286
1.5256
4.8912
3.5483
0.2143
3.0169
2.6869
2.5104
1.9023
0.0450
0.3505
4.1003
0.8924
5.4712
0.0527
2.2243
1.3781
2.2493
3.9253
3.5657
1.8049
0.1659
1.2189
1.6847
1.7910
1.1409
2.0748
1.2664
2.3949
0.0450
1.7967
Table 1.5. Constants for equations 1.1 and 1.2.
Constant
High
Medium
Low
a
b
-0.02360
-30.0000
0.69253
-0.80551
-7.19419
10.30702
c
-0.58448
-0.44709
6.92905
The MAE values for all circuit used in the fitting are 0.018, 0.018, and 0.009 for the high,
medium, and low rougher recovery ranges, respectively. Table 1.6 shows the MAE for
each circuit used in the fitting process. The maximum MAE values are 0.075 (for circuit
35), 0.049 (for circuit 28) and 0.034 (for circuit 1) for the high, medium and low recovery
ranges, respectively. Circuit 35, [(RC1) (C1C2 ) (C2C3) (C3 P) (S1C3)] [(RS1 ) (C1R) (C2R)
(C3R) (S1 W)], has three cleaner stages and one scavenger stage; circuit 28, [(RC 1) (C1P)
(S1C1) (S2R)] [(RS1) (C 1S2) (S1S2) (S2 W)], has one cleaner stage and two scavenger
stages; and circuit 1, [(RC1) (C1P)] [(C 1R) (RW)], has one cleaner stage.
To illustrate the predictive capability of the group contribution model, Figure 1.5 shows
the recoveries calculated by mass balance versus the recoveries predicted by the group
contribution model for two examples. Figure 1.5a shows an example where the fit is
notably good, whereas figure 1.5b shows an example with a poor fit, even though the
results are good. Different symbols were used for high, medium and low recoveries.
1.1.2. Example and Validation
As an example, consider the circuit in Figure 1.3, which corresponds to circuit 9 in table
1.6, CTP string [(RC1) (C 1C2) (C2 P) (S1 C2)] [(RS1) (C1R) (C2C1) (S1W)]. Let us consider
that the recoveries in all stages are equal to 0.8. Then, by mass balance, it is
straightforward to demonstrate that the recovery is given by:
Rc (T )
T2
0.95012
2
(1 3 T 5 T 3 T 3 T 4 )
Where T is the stage recovery. The process groups are RC 1S1 , C1C2R, C2PC1, and S1 C2W.
Using equation 1.3 and the values in table 1.4 for a high rougher recovery, we obtain
RC1S1 =-0.14408, C1C2 R = -0.11686, C2 PC1 =34.85498, and S1C2W =-0.27188. Finally,
using equation 1.1, we obtain Rc =0.95020, which corresponds to an absolute error of
0.00008.
33
Table 1.6. Mean absolute error for each circuit of table 1.3 for high, medium, and low recoveries.
Circuit
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
MAE
High
Medium
Low
0.007
0.016
0.009
0.008
0.020
0.012
0.013
0.017
0.011
0.013
0.008
0.008
0.016
0.011
0.012
0.010
0.009
0.010
0.011
0.015
0.012
0.022
0.028
0.028
0.018
0.007
0.017
0.024
0.027
0.019
0.013
0.010
0.014
0.009
0.009
0.030
0.008
0.015
0.009
0.010
0.019
0.009
0.016
0.017
0.016
0.035
0.034
0.010
0.009
0.015
0.002
0.007
0.030
0.002
0.004
0.018
0.002
0.004
0.014
0.002
0.004
0.002
0.003
0.004
0.004
0.018
0.025
0.015
0.002
Circuit
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
34
MAE
High
Medium
Low
0.010
0.014
0.024
0.009
0.010
0.011
0.011
0.017
0.013
0.025
0.022
0.075
0.037
0.017
0.014
0.024
0.054
0.033
0.039
0.015
0.024
0.014
0.030
0.010
0.009
0.017
0.039
0.049
0.008
0.013
0.038
0.008
0.007
0.018
0.019
0.013
0.012
0.007
0.015
0.011
0.009
0.019
0.046
0.043
0.016
0.010
0.001
0.001
0.006
0.006
0.015
0.002
0.013
0.020
0.008
0.005
0.006
0.003
0.007
0.007
0.001
0.011
0.007
0.003
0.030
0.016
0.009
0.007
0.002
Mass Balance
1
0.8
0.6
0.4
0.2
0
0
0.2
0.4
0.6
0.8
1
Group Contribution Model
(a)
Mass Balance
1
0.8
0.6
0.4
0.2
0
0
0.2
0.4
0.6
0.8
1
Group Contribution Model
(b)
Figure 1.5. Mineral recovery. Mass balance versus group contribution model results for a
concentration circuit that exhibited a) good fit, b) poor fit.
To validate the model, the procedure was applied to five circuits that were not included in
the fitting: four circuits with five stages (three with R, C 1, C 2, S1 , S2; one with R, C1, C2 ,
C3, S1) and one circuit with six stages (R, C1 , C2, C3, S1, S2 ). The MAE values were 0.031
for 7,500 data points. Therefore, the model showed predictive capabilities in these two
circuits. It should be emphasized that this means that the group contribution model
provides a valid estimate of the global recovery independent of the composition of each
stream in the circuit.
35
1.2.
Case Study
A short example is given in this section for the separation of a copper sulfide ore where
the value mineral is chalcopyrite (CuFeS2) and the gangue are pyrite (FeS2), arsenopyrite
(AsFeS) and silica (SiO2). The concentration technology is froth flotation, which is a
common technology for this type of ore. The case study will be presented for decision
levels I and II. Level III is not analyzed in this paper.
1.2.1. Level I. Definition and analysis
At this level, the decisions to be taken are the characterization of the feed, design
objectives, estimated recoveries by stage and number of stages in the flotation circuit.
Based on the ore characterization of the feed, four species were considered (Cp: 100%
CuFeS2; CpPy: 95% CuFeS2 and 5% FeS2 ; PyAs: 99% FeS2 and 1% AsFeS; Sc: 100%
SiO2). The feed mass flow rate and stage recoveries are given in Table 1.7. The recoveries
of each stage are approximate values and are assumed to be constant for the purposes of
selecting and evaluating alternatives. With the composition of the ore feed and the feed
flow rate given in table 1.7, the copper grade is 1.02% and the arsenic grade is 0.07%.
Table 1.7. Parameters values for the case study.
Estimated Stage recoveries
Species
Cp
CpPy
PyAs
Sc
Rougher
Cleaner
Scavenger
Feed
(ton /h)
0.82
0.53
0.3
0.12
0.87
0.54
0.28
0.11
0.77
0.58
0.32
0.13
10
20
150
800
Separation goals, %
>90
>60
<4
<1
Two types of design objectives were defined. First, the desired minimum/maximum
values of global recovery for each species were defined. These values are given in the last
column of Table 1.7. For example, recoveries of at least 90% of Cp and not exceeding 1%
of Sc are expected. For assessing alternatives, the revenues of each circuit will be
considered to be indicators. These revenues will be evaluated using equation 1.5 and
correspond to the net smelter return model (Cisternas et al., 2004).
[(∑
) (
)(
)
(∑
36
)(
)]
(1.5)
Where is the mass flow of species i in the concentrate, is the fraction of metal paid,
is the copper grade of the concentrate,
is the grade deduction,
is the
treatment charge,
is the refinery charge and
represents the arsenic charge.
is the number of hours per year of plant operation when the flows are in mass per hour.
This formula for the calculation of revenues incorporates the metallurgical efficiency of
the plant, that is, the recovery and mineral content are opposite functions. Recently it has
been shown that revenue is an adequate objective function to evaluate flotation circuits
(Cisternas et al., 2013). In this work, a copper price, , of US$ 4,000/ton of copper was
used.
To estimate the number of cleaner and scavenger stages, the procedure developed by
Galvez (1998) was used. In this procedure, based on the stage recoveries and knowing the
desired overall separation levels, the number of cleaner and scavenger stages needed to
separate two species are calculated. The Galvez procedure was then applied to each pair
of species using the stage recoveries given in table 1.7 and the minimum/maximum
values of global recovery of each species (last column of table 1.7). The maximum
number of stages obtained was selected as the number of stages required. The procedure
provides three cleaner stages and one scavenger stage.
1.2.2. Level II. Synthesis and screening of alternatives
In this level, feasible circuits are generated and modeled using the group contribution
model. The feasible circuit must be generated with one rougher stage (R), three cleaner
stages (C1, C2, and C3) and one scavenger stages (S1). Using the procedure described in
section 1.3.1, 128 circuits were obtained. These circuits are simulated using the following
procedure: 1) the group contribution of each stage is calculated (equation 1.3) using the
constants in table 1.4 and the stage recoveries in table 1.7; 2) global recoveries for Cp,
CpPy, PyAs and Sc are determined for each alternative circuit using equations 1.1 and
1.2; 3) the revenues are calculated using equation 1.6, and a ranking of the best
alternatives is generated based on this indicator. This procedure is simple and can be
performed easily in a spreadsheet.
In this work twenty circuits were selected for validation. These circuits are given in table
8; four of them have four stages, and sixteen have five stages. The first two columns of
Table 1.8 show the CTP strings. The third and fourth columns give the ranking based on
group contribution and mass balance, respectively. The last column shows the revenue
calculated using the mass balance results.
Six of the top ten selected circuit using group contribution are among the top ten based on
mass balance ranking. To check if there were better circuits, the top 35 group contribution
37
circuits were validated by mass balance. The top ten circuits based on group contribution
were among the top 16 using mass balance. However, the differences between the
revenue values is not large, as there is only an 11% difference between the top ten.
Therefore, the group contribution system selected a set of suitable circuits.
For the selection of circuits for the Level III final design, the designer can use variou s
criteria. First, previous experience can be used if some of the circuits have been used
previously. Second, new criteria may include the stability of the circuits or the number of
stages required. Finally, the results of the mass balance validations can be used; for
example, Table 1.9 shows details, concentrate grade and overall recovery for the top nine
circuits.
Table 1.8. Set of alternatives selected for mass balance validation.
String
Ranking
Tail
(RC1)(C1C2)(C2C3)(C3P)(S1C1)
(RS1)(S1W)(C1R)(C2C1)(C3C2)
1
1
145.5
(RC1)(C1C2)(C2C3)(C3P)(S1C2)
(RS1)(S1W)(C1R)(C2C1)(C3C2)
4
2
142.6
(RC1)(C1C2)(C2C3)(C3P)(S1C1)
(RS1)(S1W)(C1R)(C2C1)(C3C1)
18
3
139.8
(RC1)(C1C2)(C2C3)(C3P)(S1C2)
(RS1)(S1W)(C1R)(C2C1)(C3C1)
17
4
139.1
(RC1)(C1C2)(C2P)(S1C1)
(RS1)(S1W)(C1R)(C2C1)
3
5
134.6
(RC1)(C1C2)(C2C3)(C3P)(S1R)
(RS1)(S1W)(C1R)(C2C1)(C3C2)
7
6
134.0
(RC1)(C1C2)(C2C3)(C3P)(S1C1)
(RS1)(S1W)(C1R)(C2R)(C3C2)
10
7
132.7
(RC1)(C1C2)(C2C3)(C3P)(S1C1)
(RS1)(S1W)(C1R)(C2C1)(C3R)
13
8
132.7
(RC1)(C1C2)(C2P)(S1R)
(RS1)(S1W)(C1R)(C2C1)
9
9
131.0
(RC1)(C1C2)(C2P)(S1R)
(RS1)(S1W)(C1R)(C2R)
20
10
128.8
(RC1)(C1C2)(C2P)(S1C1)
(RS1)(S1W)(C1R)(C2R)
5
11
128.8
(RC1)(C1C2)(C2C3)(C3P)(S1C1)
(RS1)(S1W)(C1S1)(C2C1)(C3C2)
14
12
125.1
(RC1)(C1C2)(C2C3)(C3P)(S1C1)
(RS1)(S1W)(C1R)(C2C1)(C3S1)
2
13
124.4
(RC1)(C1C2)(C2C3)(C3P)(S1C2)
(RS1)(S1W)(C1R)(C2C1)(C3S1)
8
14
124.4
(RC1)(C1C2)(C2C3)(C3P)(S1C1)
(RS1)(S1W)(C1R)(C2S1)(C3C2)
16
15
119.9
(RC1)(C1C2)(C2C3)(C3P)(S1C1)
(RS1)(S1W)(C1R)(C2R)(C3S1)
6
16
116.9
(RC1)(C1C2)(C2C3)(C3P)(S1R)
(RS1)(S1W)(C1R)(C2C1)(C3S1)
11
17
112.6
(RC1)(C1C2)(C2C3)(C3P)(S1C1)
(RS1)(S1W)(C1S1)(C2C1)(C3S1)
15
18
108.6
(RC1)(C1C2)(C2C3)(C3P)(S1C1)
(RS1)(S1W)(C1R)(C2S1)(C3S1)
12
19
108.1
(RC1)(C1C2)(C2C3)(C3P)(S1C3)
(RS1)(S1W)(C1R)(C2C1)(C3S1)
19
20
96.6
38
Mass
Balance
Revenue
(MUS$/year)
Concentrate
Group
Contribution
1.2.3. Level III. Final design
As indicated in section 2.3 at this level it is defined operational conditions and design
variables. This level includes some experimental tests to determine operating conditions
(such as reagents, pH and particle size) and develop models that represent the behavior of
each stage. Several techniques such as sensitivity analysis, simulation and optimization
can be used as explained in section 2.3. As an example, the circuit that occupies the 5th
position in the ranking of Table 1.8 was selected because it is the best circuit with four
flotation stages. The recovery was modeled using the expression developed by Yianatos
and Henríquez (2006). Then based on the method developed by Cisternas et al. (2013) the
residence time and the number of cells per stage were determined. The objective function
used was Equation 1.8. The results consider 9, 2, 2 and 11 cells for rougher, cleaner 1,
cleaner 2 and scavenger stages respectively. Moreover residence times are 0.012, 0.028,
0.08 and 0.017 h for rougher, cleaner 1, cleaner 2 and scavenger stages respectively. With
these values the estimated revenue is 133.8 MUS $ / year , 0.6% below the initial value,
but with a copper grade in the concentrate 2.5% higher than the initial. These calculations
are shown as examples of the activities associated with level III, however further
development is required.
Table 1.9. Concentrate grade and overall recovery for the top ten circuits
1.3.
Mass
Balance
Ranking
1
2
3
Cu
Fe
25.9
20.7
26.8
31.1
30.2
31.0
4
5
6
7
8
9
10
21.8
18.5
28.3
26.9
26.9
22.0
19.5
30.1
29.5
31.0
30.9
30.9
30.0
29.3
Grade, %
Global Recovery , %
PyAs
CpPy
Cp
0.10 0.05
0.15 0.25
0.09 0.05
3.89
7.83
3.15
55.99
62.13
50.90
95.17
95.27
95.08
0.14
0.17
0.07
0.09
0.09
0.13
0.16
6.40
9.76
2.27
2.94
2.94
5.83
7.94
57.21
61.20
45.66
46.00
46.00
51.02
54.25
95.18
95.18
94.40
94.50
94.50
94.41
94.60
As
Sc
0.23
0.41
0.03
0.05
0.05
0.21
0.37
Conclusions and Future Work
A novel methodology was presented for the design of concentration circuits. The
methodology uses three levels of decisions; the first two levels are presented in depth in
this manuscript, the third level is briefly discussed. The methodology uses group
39
contribution models for a quick estimate of the species recoveries for a significant
number of flotation circuits. Once the recoveries are estimated, the circuits are prioritized
based on a performance indicator. The prioritized circuits are validated by mass balance.
The primary advantages of the methodology are that it can reduce the number of
laboratory tests, speed up the design of these circuits, and reduce the design dependence
on designer experience.
A group contribution model was developed for estimating the recovery of concentration
circuits. The procedure is general and can be applied to any circuit consisting of units that
generate two product streams: concentrate and tail. In addition, a procedure for generating
all feasible circuits for a given number of stages was developed. This procedure generates
a string (CTP string) to represent a concentration circuit, which can be used to store the
concentration circuit in a database. The developed models can be applied to estimate the
recoveries of concentration circuits with a maximum of six stages, corresponding to 1,492
concentration circuits. The models were fitted to mass balance data from 46 circuits,
thereby generating 35 process groups. The average deviation was 1.5% for 69,000 data
points. The model was applied to five new circuits that were not used in the fitting
procedure, which yielded an average deviation of 3.1%. Therefore, the estimation of
concentrate grades was successful.
Future work considers incorporating new process groups such as milling and
cleaner/scavenger stages. These modifications are expected to significantly increase the
number of feasible circuits. In addition, the last level of the methodology, referred to as
final design requires the development of new methods and tools to ensure proper final
design of the flotation circuit.
1.4.
Acknowledgments
The financial support from CONICYT (Fondecyt 1120794 and CICITEM) and
Antofagasta Regional Government is gratefully acknowledged.
1.5.
References
Agar G.E., Stratton-Crawley R. and Bruce T.J.,1980, Optimizing the Design of Flotation
circuits, Mineral Processing, 73, 173 – 181.
Alvarado-Morales M., Hamid M.K.A., Sin G., Gernaey K.V., Woodley J.M., and Gani
R., 2010, A model-based methodology for simultaneous design and control of a
bioethanol production process, Computers and Chemical Engineering, 34, 2043 -2061.
40
Barbery G., 1983, Engineering Aspects of Flotation in the Minerals Industry: Flotation
Machines, Circuits and their Simulation, The Scientific basic of flotation. Edited KJ. Ives.
Publish Nato, 289-348.
Cisternas, L.A., and Rudd, D.F., 1993. Process Designs for Fractional Crystallization
from Solution, Industrial & Engineering Chemistry Research, 32, 1993-2005.
Cisternas, L.A., 1999. Optimal Design of Crystallization-Based Separation Schemes,
AIChE J., 45, 7, 1477-1487.
Cisternas, L.A., Gálvez, E.D., Zavala, and M.F., Magna, J., 2004. A MILP model for the
design of mineral flotation circuits. International Journal of Mineral Processing 74 (1–4),
21–131.
Cisternas L., Mendez D., Gálvez E., and Jorquera R., 2006a, A MILP model for design of
flotation circuits with bank/column and regrind/ no regrind selection, International
Journal of Mineral Processing, 79, 243-263.
Cisternas L.A., Vásquez, C.M. and Swaney, R.E., 2006b. On the Design of
Crystallization- Based Separation processes: Review and Extension, AIChE J., 52(5),
1754-1769.
Cisternas L.A., Lucay, F. and Gálvez, E.D., 2013, Effect of the objective function in the
design of concentration plants, Minerals Engineering, In Press.
d'Anterroches L., and Gani R., 2005, Group contribution based process flowsheet
synthesis, design and modeling, Fluid Phase Equilibria, 228, 141-146.
Douglas J.M., 1985, A Hierarchical Decision Procedure for Process Synthesis, AIChE J.
31, 353-362.
Gálvez E.D., 1998, A shortcut procedure for the design of mineral separation circuits,
Minerals Engineering, 11, 113- 123.
Ghobadi, P., M. Yahyaei, and S. Banisi. 2011, Optimization of the performance of
flotation circuits using a genetic algorithm oriented by process-based rules, International
Journal of Mineral Processing 98, 174–181.
Gmehling L., 2003, Potential of thermodynamic tools (group contribution methods,
factual data banks) for the development of chemical processes, Fluid Phase Equilibria,
210, 161 – 173.
Gupta A. and Yan D.S., 2006, Mineral Processing Design and Operations, First Edition.
Elsevier.
41
Guria, Ch., Verma, M., Mehrotra, S.P., and Gupta, S.K., 2005a. Multi-objective optimal
synthesis and design of froth flotation circuits for mineral processing, using the jumping
gene adaptation of genetic algorithm. Ind. Eng. Chem. Res. 44, 2621–2633.
Guria, Ch., Varma, M., Mehrotra, S.P., and Gupta, S.K., 2005b. Simultaneous
optimization of the performance of flotation circuits and their simplification using the
jumping gene adaptations of genetic algorithm. International Journal of Mineral
Processing 77 (3), 165– 185.
Hamby D.M., 1994, A review of techniques for parameter sensitivity analysis of
environmental models, Environmental Monitoring and Assessment, 32, 135-154.
Harris M.C., Runge K.C., Whiten W.J., and Morrison R.D., 2002, JKSimFloat as a
Practical Tool for Flotation Process Design and Optimization. In Mineral Processing
Plant Design.
Hulbert, D.G., 1995. Optimization of counter–current flotation circuits. The Chemical
Engineering Journal 59, 7–13.
Hulbert, D.G., 2001. The optimum distribution of cell capacities in flotation circuits.
Minerals Engineering 5, 473–486.
Jamett N.E., Vielma J.P., and Cisternas L.A., 2012. Design of Flotation Circuits Including
Uncertainty and Water Efficiency, Computer Aided Chemical Engineering, 30, 12771281.
Karunanithi A.T., Luke E.K., Achenie L.E.K., and Gani R., 2006, A computer-aided
molecular design framework for crystallization solvent design, Chemical Engineering
Science, 61, 1247 – 1260.
Lucay F., Mellado M.E., Cisternas L.A., and Gálvez E.D., 2011, Separation Circuits
Analysis and Design Using Sensitivity Analysis, Computer Aided Chemical Engineering,
29, 246-250.
Mehrotra, S.P., 1988. Design of optimal flotation circuits—a review. Miner. Metall.
Process. 5, 142–152.
Mendez D., Gálvez E., and Cisternas L., 2009a, State of the art in the conceptual design
of flotation circuits, International Journal of Mineral Processing, 90, 1-15.
Méndez, D.A., Gálvez, E.D., and Cisternas L.A., 2009b. Modelling of grinding and
classification circuits as applied to the design of flotation processes, Computers &
Chemical Engineering, 333(1), 97-111.
42
Montenegro, M.R., Sepúlveda, F.D., Galvez, E.D., and Cisternas, L.A., 2009. Analysis,
Evaluation and Selection of Flotation Circuits using Multiple Goals and Simulation
Monte Carlo, PROCEMIN 2009, 364-367.
Montenegro, M.R., Cisternas, L.A., and Gálvez, E.D., 2010. Effect of Type uncertainty in
the Analysis, Evaluation, Improvement and Selection of flotation circuits, PROCEMIN
2010, 153-164.
Montenegro, M.R., Bruckard, W.J., Gálvez, E.D., and Cisternas, L.A., 2013b.
Arsenicrejection flotation circuit design and selection based on a multiple-objective
evaluation, Minerals Engineering, 45, 22-31.
Montenegro, M.R., Sepulveda, F.D., Gálvez, E.D., and Cisternas, L.A., 2013a.
Methodology for process analysis and design with multiple objectives under uncertainty:
Application to flotation circuits, International Journal of Mineral Processing, 118, 15-27.
Sahinidis N., Tawarmalani M., 2011, BARON solve manual. GAMS.
Schena, G., Villeneuve, J., and Noël, Y., 1996. A method for a financially efficient design
of cell based flotation circuits. International Journal of Mineral Processing 46 (1–2), 1–
20.
Schena G., Zanin M., and Chiarandini A., 1997, Procedures for the automatic design of
flotation networks, International Journal of Mineral Processing, 52, 137 -160.
Sepúlveda F.D., Cisternas L.A., and Gálvez E.D., 2013, Global sensitivity analysis of a
mineral processing flowsheet, Computer Aided Chemical Engineering, 32, 913-918.
Yianatos, J.B., F.D. Henríquez, 2006. Short-cut method for flotation rates modelling of
industrial flotation banks, Minerals Engineering, 19, 1336–1340.
Yingling, J.C.,1993a. Parameter and configuration optimization of flotation circuits, part
I. A review of prior work. International Journal of Mineral Processing 38 (1–2), 21–40.
Yingling, J.C., 1993b. Parameter and configuration optimization of flotation circuits, part
II. A new approach. International Journal of Mineral Processing 38 (1–2), 41–66.
43
44
CHAPTER 2.
A METHODOLOGY FOR THE CONCEPTUAL
DESIGN OF CONCENTRATION CIRCUITS: FINAL DESIGN.
Felipe D. Sepúlveda and Luis A. Cisternas
Universidad de Antofagasta, Chile.
Jorge F. González and Edelmira D. Gálvez
Universidad Católica del Norte, Chile.
ABSTRACT
A methodology for the conceptual design of concentration circuits is presented. The
methodology considers three decision levels: level I – the definition and analysis of the
problem, level II – the synthesis and screening of alternatives, and level III – the final
design. Levels I and II were presented in a previously published article by us. In this
article, level II is complemented by a database that helps to select the most suitable
circuit, and level III is discussed in detail. After selecting a set of alternatives in level II,
which is based on a group-contribution method, the design of each process stage is
performed. This final design is performed with the help of sensitivity analysis and reverse
simulation. The method is illustrated with examples that demonstrate that the method is
suitable for these types of problems.
Keywords: process design, sensitivity sensitivity, reverse simulation, flotation circuits.
45
2.1.
Introduction
Mineral-concentration processes use various stages of concentration, forming a circuit,
because it is not possible to achieve the separation of the value species from the gangue in
a single stage. The current practice for the design of these circuits is based on seven steps
(Harris, Runge, Whiten and Morrison, 2002): (1) mineralogical examination in
conjunction with a range of grinding tests, (2) a range of laboratory-scale batch tests and
locked-cycle tests, (3) a circuit design based on the scale-up of laboratory kinetics, (4)
preliminary economic evaluation of the ore body, (5) pilot-plant test of the circuit design,
(6) economic evaluation, and (7) full-scale plant design. As was previously indicated by
Sepulveda, Elorza, Cisternas and Gálvez (2014a), this procedure presents at least two
problems: (1) the design of the circuit in step three is based on a rule-of-thumb scale-up
from laboratory data that depends heavily on the designer’s experience, and (2) the
laboratory and pilot plant are costly and require significant time, and the designed circuit
analysis is therefore not performed in depth.
Several methodologies for the design of these systems have been presented in the
literature, some based on heuristics (Gálvez, 1998; Prince and Connolly, 1996; Chang and
Prince, 1989) and others on optimization systems, both using mathematical programming
(Cisternas, Gálvez, Zavala, and Magna, 2004; Cisternas, Mendez, Gálvez, and Jorquera,
2006, Méndez, Gálvez, Cisternas, 2009; Schena, Zanin and Chiarandini, 1997; Yingling,
1990, Lucay, Mellado, Cisternas and Gálvez, 2014) and metaheuristics (Ghobadi,
Yahvaei and Banisi, 2011; Guria, Verma, gupta and Menrotra, 2005; Guria, Verma and
Menrotra, 2006). However, heuristic-based methods are too simple to represent the design
problem, and optimization-based methods are difficult to apply because of their
mathematical complexity. For a detailed review of the subject, see Méndez, Gálvez, and
Cisternas (2009). An additional problem is the need to incorporate prior experience and
designer participation because there is empiricism on how to design these systems.
A new methodology was presented by Sepúlveda, Elorza, Cisternas, and Gálvez (2014)
that integrates the first five design steps given by Harris, Runke, Whiten and
Morrison(2002) with the objectives of (1) better orienting the goals of the laboratory
tests; (2) reducing laboratory and pilot-plant testing, thereby achieving lower costs and
execution times; (3) designing the flotation circuit based on a systematic procedure; and
(4) accelerating the design procedure. The methodology uses a completely different
approach based on finding good designs (not necessarily optimal) between a more limited
set of alternatives (eliminating unlikely alternatives) and evaluating the performance of
each design using an approximate but simple model based on a group contribution. The
group-contribution model can be applied to any circuit consisting of a maximum of six
46
stages, for which each stage generates two product streams: concentrate and tail. The
methodology considers three design decision levels: (1) the definition and analysis of the
problem, (2) the synthesis and screening of alternatives, and (3) the final design.
This manuscript provides further detail for certain stages of the methodology, e.g.,
introduces a database of the existing plant circuits, but it mainly develops tools for the
third level, the final design.
This work is divided into six sections, beginning with the introduction. The second
section presents a brief description of the methodology. The third section presents the
database of the flotation circuits. The fourth section presents the third design-decision
level. Case studies, focusing on the third decision levels, are presented in the fifth section,
and finally, the sixth section presents the conclusions and comments.
2.2.
A Brief Description of the Methodology
The methodology, considered three hierarchical design-decision levels: (1) the definition
and analysis of the problem, (2) the synthesis and screening of alternatives and (3) the
final design, as shown in Table 2.1.
In the first level, the “definition and analysis of the problem”, the problem is defined,
including the characterization of the feed, the design goals and design and operation
restrictions. The material to be fed into the process is characterized, which can comprise
various mineralogical compositions, various sizes or both. Additionally, the feed-mass
flow rate and the stage recovery for each component must be defined, and the general
criteria for classifying and determining which are the most promising circuits to process
the feed material are defined (e.g., revenues). Finally, the maximum number of stages, the
maximum number of cleaner stages, and the maximum number of scavenger stages to be
considered in the circuit design are defined. This decision can be based on various criteria
(e.g., mathematical models, historical background, or the designer’s experience).
In the second level, the “synthesis and screening of alternatives”, circuit alternatives are
generated and evaluated using a group-contribution model, and the most promising
circuits are validated by mass balance. Then, a set of concentration-circuit alternatives are
selected for further study (final design) based on the ranking and additional criteria
defined by the designer (e.g., process control and dynamics). The circuit alternatives are
generated using origin-destination matrices for the concentrate and tail streams. The
alternatives are evaluated using a group-contribution method, which estimates the global
recovery of each component. The group-contribution method allows fast and simple
calculation of the global recovery. The current group-contribution model includes the
rougher, cleaner 1, cleaner 2, cleaner 3, scavenger 1, and scavenger 2 stages. With these
47
separation stages, 1,492 circuits can be generated. The set of best alternatives is validated
using mass balance or simulation, and the set is reclassified under the same criteria.
In the third level, the “final design”, the operational and equipment design are defined.
This third level is analyzed in detail in section 4 of this manuscript. Levels I and II,
including the group-contribution model, were presented in Sepúlveda, Elorza, Cisternas
and Gálvez (2014).
Table 2.1. Levels of the hierarchical decision.
Level I
Definition & analysis
Feed characterization.
of the problem
Design goals.
Estimated stage recovery values.
Level II
Level III
Synthesis and
Generation of feasible circuits alternatives.
screening of
Circuit modeling with group-contribution models.
alternatives
Selection of alternatives based on validation using
mass balance and the database.
Final design
Identification of gaps and opportunities for
improvement.
Identification of key stages using sensitivity analysis.
Definition of design and operating variables based on
reverse simulation.
2.3.
Database
An important aspect in the selection of the concentration circuit is prior experience.
Therefore, it is important to complement the ranking of the alternatives generated in level
II with a database of flotation circuits. To generate this database, the literature was
reviewed based on the information available in books, journals, conference proceedings,
and information provided by companies. Concentration circuits currently in operation and
circuits that have completed their operation were included. Proposed circuit designs that
were not built were not included. Each concentration circuit was represented by the
Concentrate and Tail Paths String (CTP string), as described by Sepúlveda, Elorza,
Cisternas and Gálvez (2014). For example, the circuit in Figure 2.1 is represented by the
CTP string [(RC1)(C1C2)(C2P)(S1C2)] [(RS1)(C1R)(C2C1)(S1W)], in which the string
within the first set of square brackets corresponds to the concentrate path, and the string
48
within the second set of square brackets corresponds to the tail path. For clarity in Figure
2.1, the concentrate path is represented by solid lines, and the tail path with dashed lines.
The database includes, in addition the CTP string, the ore treated, the location of the
plant, the reference, and the observations. These observations include aspects such as the
production level, concentrate grade, and feed grade. The database includes 543 circuits
with between one and thirteen flotation stages; however, the majority of circuits have
between three and five stages. Flotation plants include ores of copper, zinc, gold, silver,
molybdenum, iron, lead, nickel, spodumene, talc, and bismuth.
The main use of the database is its comparison with the ranking of alternatives. Thus, the
designer can know if any of the alternatives is or has been a real plant. It is needless to
state that, if one of the alternatives is in the database, then it is possible to find
information on the plant, e.g., advantages and disadvantages of that plant, and to identify
if there is any similarity between the mineral under study and the ore treated in this plant.
S1
R
W
C1
C2
P
Figure 2.1. Circuit [(RC1)(C1C2)(C2P)(S1C2)] [(RS1)(C1R)(C2C1)(S1W)].
2.4.
Final Design
At this level, the aim is to achieve a final conceptual design, identifying aspects of
equipment design and operating conditions. This design is conducted in three steps: 1)
identification of gaps and opportunities for improvement; 2) identification of key stages
using sensitivity analysis; and 3) definition of design and operating variables based on
reverse simulation.
49
2.4.1. Identification of gaps and opportunities for improvements.
Where every variable takes only two values, 0 and 1, and only one variable changes its
value between each pair of consecutive simulation. This equations demonstrates that if
there is any changes in value and
, it can only be attributed to a change in
parameter .
2.4.2. Differential sensitivity analysis (DSA)
Identification of the gaps between the goals defined at level I and the results of the
selected alternatives can be made by simple comparison. These gaps often correspond to
values of expected recoveries and concentrate grades. If any of these goals is not met,
then that goal is identified as ends to achieve in the final design. Identifying opportunities
for improvement is achieved by performing local sensitivity analysis in the objective
function. This means the identification of which global recoveries have a greater effect on
the objective function and then prioritizing the improvement of these global recoveries.
Local sensitivity analysis, also called differential analysis, ranges from solving simple
partial derivatives to spatial and temporal sensitivity analyses (Hamby, 1994). Here, only
partial derivatives are presented.
Local sensitivity analysis was conceived as a local measure of the effect of a given input
factor on a given output. Given a model Y=f(X), where Y is the model output of interest,
and X is the set of uncertain input factor, the common way to describe a local sensitivity
coefficient is by using the partial derivative of the model output with respect to the model
input, which is expressed as (Liu and Homma, 2010):
.
(2.1)
In equation (2.1),
is calculated by varying the input factor while fixing all the other
input factors at their nominal values. Two alternative expressions of this measure are:
,
(2.2)
where
and
are the nominal values of the input factor
respectively, and:
50
and model output
,
,
where
and
respectively.
(2.3)
are the standard deviations of the input factor
and model output
,
2.4.3. Identification of key stages using sensitivity analysis
The objective of this step is to identify which concentration stages have a major influence
on obtaining the goals and improvements identified in the previous step. This allows
concentrating efforts or studies at key stages. The application of global-sensitivity
analysis (GSA) on improving the concentration circuits is discussed at length in the work
of Sepulveda, Cisternas and Gálvez (2014b). Thus, here a brief description is introduced,
and the main findings reported by Sepulveda, Cisternas and Gálvez (2013, 2014b) is
explained.
According to Saltelli, Ratto, Andres, Campolongo, Cariboni, Gatelli, Saisana and
Tarantola (2008), the SA can be defined as “the study of how uncertainty in the output of
a model (numerical or otherwise) can be apportioned to different sources of uncertainty in
the model input”. The general objectives of GSA are (Reuter and Liebscher, 2008): a) the
identification of the significant and insignificant factors and the possible reduction of the
dimensions (number of design variables) of an optimization problem; and b) the
improvement in the understanding of the model behavior (highlighting interactions
among factors and finding combinations of factors that result in high or low values for the
model output). GSA (Saltelli, Ratto, Andres, Campolongo, Cariboni, Gatelli, Saisana and
Tarantola, 2008; Reuter and Liebscher, 2008; Morris, 1991; Storlie and Helton, 2008)
corresponds to the evaluation of an output model when all the model factor are
simultaneously evaluated; the model is mainly resolved by numerical methods (Monte
Carlo method, Quiasi Monte Carlo and Latin Hypercube). This methodology has the
advantage of simultaneously assessing all factors; however, it requires a large amount of
data for which the model is evaluated and the mathematical techniques are more complex.
GSA methods can be classified into three groups (Confalonieri, Bellocchi, Bregaglio,
Donatelli and Acutis, 2010). 1) Regression methods: the standardized regression
coefficients are based on a linear regression of the output on the input vector. Linear
regression is the most commonly used method, but there are other techniques that are also
in this group (Storlie and Helton, 2008). 2) Screening methods: this refers to the method
developed by Morris with significant modification, as given by Compolongo, Cariboni
and Saltelli. (2007). 3) Variance-based methods (Reuter and Liebscher, 2008; Saltelli,
Ratto, Andres, Campolongo, Cariboni, Gatelli, Saisana and Tarantola, 2008): this is a
51
GSA method in which the variance of the model output can be decomposed into terms of
increasing dimension, called partial variances, that represent the contribution of the inputs
(i.e., single inputs, pairs of inputs, etc.) to the overall uncertainty of the model output.
This method enables the simultaneous exploration of the space of the uncertain inputs,
which is usually performed via Monte Carlo sampling. Statistical estimators of partial
variances are available to quantify the sensitivities of all of the inputs and of the groups of
inputs through multi-dimensional integrals. The computational cost, in terms of the model
simulations, of estimating the sensitivities of the higher-order interactions between the
inputs can be very high. To preclude a high computation cost, Homma and Saltelli (1996)
introduced the concept of a total sensitivity index. The total sensitivity index indicates the
overall effect of a given input by considering all the possible interactions of the respective
input with all the other inputs. Examples of the techniques in this group include the
analysis of variance (ANOVA), Fourier amplitude sensitivity test (FAST), extended
Fourier amplitude sensitivity test (E-FAST), Sobol’s method (1993) and highdimensional model representation (HDMR).
To determine which concentration stage most significantly affects the global behavior of
the concentration circuit, the suggested methodologies are Sobol’s, E-FAST, and Morris
(Sepúlveda, Cisternas and Gálvez et al., 2014). The most suitable distribution function to
represent the uncertainties of the stages’ recoveries is the uniform function with
dispersion values between 10 and 20% of its mean value.
The FAST method and Sobol’s method allow the calculation of two indices, i.e., the fir storder-effect sensitivity index corresponding to a single factor and the total sensitivity
index corresponding to a single factor and the interaction of additional factors that
involve the single factor under evaluation. The first-order sensitivity index measures only
the main effect contribution of each input factor on the output variance. It does not take
into account the interactions among factors. The first-order sensitivity index is important
when the objective is to determine the most important input uncertainties. The total
sensitivity index is important when the objective is to reduce the uncertainty in the output
model (Adeyinka, 2007). If the first-order sensitivity index of a stage recovery (input
factor) is negligible, the uncertainty in this stage recovery does not affect the uncertainty
in the global behavior of the concentration circuit. Therefore, that stage recovery is
noninfluential or unimportant. This does not determine any information about input
interactions or high-order sensitivity indices. If the total sensitivity index is also small,
then, apart from being unimportant, that stage recovery does not interact with other
stages’ recovery (high-order effects of that stage’s recovery are negligible). The
implication of small values of the first and total sensitivity indexes is that the uncertainty
52
in a stage’s recovery values has no effect on the uncertainty in the global behavior of the
concentration circuit. Thus, in subsequent analyses, that stage’s recovery value can be
fixed to its nominal value (mean or median), and further research, lab tests, analysis, and
data gathering can be directed at other stage recoveries. Conversely, regardless of the
magnitude of the total sensitivity index, a large value of the first-order sensitivity index
implies that the stage recovery is influential. The arithmetic difference between the total
sensitivity index and the first-order sensitivity index indicates the magnitude of the
interactions between a stage’s recovery and other stages’ recoveries.
The Morris method (Morris, 1991; Confalonieri Bellocchi, Bregaglio, Donatelli and
Acutis, 2010; Saltelli Ratto, Andres, Campolongo, Cariboni, Gatelli, Saisana and
Tarantola, 2008) calculates elementary effects, proposing the construction of two
sensitivity measures to determine which input factors could be considered to have effects
that were (a) negligible, (b) linear and additive, or (c) nonlinear or involved in
interactions with other factors due to each input factor. The method calculates the mean
(µ, assessing the overall influence of one factor on the output) and standard deviation σ
(estimating the totality of the higher-order effects, nonlinearity or interactions with other
factors). A large (absolute) value for the central tendency µ shows that a stage recovery
(input factor) has an important influence on the global recovery of the circuit (output),
whereas a large value of the spread indicates that either a stage recovery has a non-linear
effect on the global behavior of the circuit or that a stage recovery is interacting with
other stages’ recoveries (which corresponds to higher-order effects). Therefore, the more
significant stage recoveries are those located in the upper right quadrant of a µ (spread)
versus σ (strength) plot in which both sensitivity measures are high.
Examples of the software used for the global sensitivity analysis are SimLab, GUIHDMR working jointly with MATLAB (Ziehn and Tomlin, 2009) and the software R
(http://www.r-project.org/), which is a free software environment for statistical computing
and graphics (R and RStudio). For this study, RStudio was used.
2.4.4. Definition of the design and operating variables based on reverse
simulation
Up to this stage of the design, the values of the recoveries of each stage were given
nominally. These values were defined based on experimental data, mathematical models
or plant values. However, it is known that these values will change depending on the
operating conditions, equipment design, and circuit used. For that reason, it is necessary
to recalculate those based on experimental evidence or the models available. Beyond its
53
determination, there is here the possibility of improving the circuit selected by focusing
on the stages that most significantly affect the circuit, as were identified in section 2.4.2.
As the goals to be achieved are clearly identified, they may guide efforts to determine the
operating conditions and design that achieve these goals, a procedure that we call reverse
experimentation and/or simulation.
Reverse experimentation is the procedure by which experiments are designed to achieve a
desired behavior, i.e., the experimental conditions are defined by the expected outcome
(the desired goals). Table 2.2 shows heuristics to select experimental tests for the desired
goals. Reverse simulation is the procedure to determine the parameters that achieve a
defined outcome. These parameters can be operational conditions (such as residence time)
or design (such as number of stages and cell volume). Figure 2.2 exemplifies the concept.
To determine the unknown parameters, the solution of systems of equations and/or
optimization can be used.
2.1.
Case study
This case study is a continuation of an example described in Sepúlveda et al. (2014a). The
fed material has the following characteristics: four species were considered: Cp (100%
CuFeS2), CpPy (95% CuFeS2 and 5%FeS2), PyAs (99% FeS2 and 1%AsFeS), and Sc
(100% SiO2); the composition of the ore fed has a copper grade of 1.02% and an arsenic
grade of 0.07%; the value species are Cp (34.6% of copper) and CpPy (32.9% of copper),
and the gangue species are PyAs and Sc; the expected recoveries are at least 90% of Cp
and 60% of CpPy, and not exceeding 4% of PyAs and 1% of Sc. Table 2.3 provides more
details on the feed and stage recoveries.
Based on the number of stages selected, 128 potential concentration circuits were
evaluated with the group-contribution method and ranked using the net-smelter-return
revenue formula. The top seven circuits were validated by mass balance and re-ranked.
The two best concentration circuits were selected for the final design. The selected
circuits are: [(RC1) (C1C2) (C2C3) (C3P) (S1C1)] [(RS1) (S1W) (C1R) (C2C1) (C3C2)],
which we will call circuit 1, and [(RC1) (C1C2) (C2C3) (C3P) (S1C2)] [(RS1) (S1W)
(C1R) (C2C1) (C3C2)], which will we call circuit 2. These are shown in Figure 2.3. The
revenues of circuits 1 and 2 correspond to 145.5 and 142.6 MUS $/year, respectively.
These circuits are not in the database of existing circuits, so the concentration circuits in
other positions are the plants currently used. The circuit in the No. 5 position is a circuit
that produces copper, and the circuit in the No. 6 position is a circuit that processes
fluorite, lead, and zinc.
54
Table 2.2. Examples of heuristics for reverse experimentation.
Goal
Heuristic
To improve recovery
Consider to increase the residence time in the flotation
Consider to increase gas injection.
In bank cells, consider working with intermediate particle sizes.
In bank cell, consider working medium to high percentage of solid.
In columnar cells, consider working with smaller particles.
In columnar cells, consider working with low percentage of solid.
To improve grade
Improve liberation of particles (e.g. longer time grinding)
Consider to decrease the flotation time.
Consider to use wash water
To improve the
flotability of
hydrophilic mineral
(e.g., sulfide minerals)
Consider increasing the amount of collector or replacement for a new
collector.
To depress pyrite
Consider increasing the pH over 10 using lime
To depress pyrite in
seawater or saline
waters
Consider the removal of Mg and Ca with lime, NaOH or Na 2CO3 before
the flotation stages
To depress Cu and Fe
sulfide minerals in
Cu/Mo separation
Consider the use of sodium sulfide & hydrosulfide
To improve selectivity
Use a specific collector for an element or species that you want to
recovery.
Consider a conditioning step in a moderately oxidizing environment
before the flotation stages and after the grinding step.
Consider the use of metabisulfite to depress pyrite
Consider the use of ferrocyanide
Use a mix of collectors, to recover a species group or minerals group.
To activate Cu, Pb
and Zn minerals
Use NaHS prior to collector addition
To improve flotability
of hydrophilic mineral
(e.g. sulphide
minerals)
Consider increasing the amount of collector or replacement for a new
collector.
Consider a conditioning step in a moderately oxidising environment
before the flotation stages and after the grinding step.
55
Known
Input
Variables
Known
Input
Parameters Unknown
Output
Variables
Direct
Simulation
Known
Input
Variables
Unknown
Input
Parameters
Reverse
Simulation
Known
Output
Variables
Figure 2.2. Difference between direct and reverse simulation.
The ranking was performed by the expression of the net smelter return (Eq. 2.4):
[(∑
) (
)(
)
(∑
)(
)] ,
(2.4)
where is the mass flow of species i in the concentrate, the fraction of metal paid with
a value of 0.98,
is the copper grade of the concentrate,
is the grade deduction
with a value of 0.04,
is the treatment charge with a value of US $70/ton of copper,
is the refinery charge with a value of US $180/ton of copper,
represents the
arsenic charge, and
is the grade of penalization for As with a value of US $2.16/ton of
arsenic. is the number of hours per year of plant operation with 7,200 h/year, and the
flows are in mass per hour. This formula for the calculation of the revenues incorporates
the metallurgical efficiency of the plant, that is, the recovery and mineral content are
opposite functions. In this work, a copper price of US $4,000/ton of copper was used.
2.1.1. Identification of gaps and opportunities for improvements
Identification of the gaps between the goals defined at level I and the results of the
selected alternatives is made by simple comparison. Table 2.4 shows the expected
recoveries of each species and the values obtained in each circuit selected. It can be
observed that, for circuit 1, the Cp and PyAs recoveries are within the expectations,
whereas the recovery for CpPy is below the desired value, and recovery for Sc is above
the desired value. As a result, the goals for the final design should be to increase the
global recovery of CpPy over 60% and to decrease the global recovery of Sc under 1%,
while maintaining the recoveries of PyAs and Cp. Moreover, for circuit 2, the global
recoveries of PyAs and Sc should be decreased under 4 and 1%, maintaining the
recoveries of CpPy and Cp.
56
Table 2.3. Parameter values for the case study.
Species
Estimated Stage recoveries
Feed
Separation goals, %
Rougher
Cleaner
Scavenger
(ton /h)
Cp
0.82
0.87
0.77
10
>90
CpPy
0.53
0.54
0.58
20
>60
PyAs
0.3
0.28
0.32
150
<4
Sc
0.12
0.11
0.13
800
<1
Identifying opportunities for improvement is achieved by performing local sensitivity
analysis in the objective function, i.e., the revenue in Equation (2.4). This means
identifying which species’ global recoveries have a greater effect on the revenue.
Equation (2.2) was used, which in our case can be rewritten as:
,
(2.5)
where
and
are the nominal values of the global recovery of species i,
and the
revenue , respectively. Table 2.5 gives the values of , with I = Cp, CpPy, CpAs, and
Sc. It is clear that the global recoveries of Cp and CpPy affect the objective function more
than any others.
In summary, the goals to be achieved in the final design of circuit 1 are to increase the
CpPy global recovery over 60%, increase the Cp global recovery, and maintain the PyAs
global recovery. Moreover, for circuit 2, the PyAs global recovery must be decreased
below 4%, and the CpPy and Cp global recoveries must be increased.
Table 2.4. Gaps between the goals and the values obtained in selected circuits.
Species
Goals
Cp
>0.90
CpPy
>0.60
PyAs
<0.04
Sc
<0.01
Copper grade in concentrate
Circuit 1
Recovery
0.95
OK
0.56
0.04
OK
0.001
OK
0.25
57
Circuit 2
Recovery
0.95
OK
0.62
OK
0.08
0.003
OK
0.20
Table 2.5. Local sensitivity index for the objective function.
Cp
CpPy
CpAs
Sc
Circuit 1
*
70.2
*
77.9
-7.4
-7.7
Circuit 2
*
71.7
*
88.0
-15.2
-15.7
2.1.2. Identification of the key stages using sensitivity analysis
The objective of this step is to identify which concentration stages have a major influence
on obtaining the goals and improvements identified in the previous step. This allows us to
concentrate our efforts or studies at key stages. To apply GSA, the first step is to obtain
the models representing the global recovery for these circuits as a function of the stage
recoveries. These models are obtained by mass balance; equations 2.6 and 2.7 are the
models corresponding to circuit 1 and 2, respectively. Note that these models do not
include any approximation, and therefore, they represent the behavior of each circuit.
(
)
(
)
(2.6)
(2.7)
In equations 2.6 and 2.7,
is the global circuit recovery,
is the recovery for the
rougher stage,
is the recovery for the cleaner-1 stage,
is the recovery for the
cleaner-2 stage,
is the recovery for the cleaner-3 stage and
is the recovery for the
scavenger stage. In the case of the following expression,
represents the
multiplication between
and
.
The first GSA test is performed to determine for which stage the recovery uncertainty
(
,
,
,
and
) has the main effect on the global recovery for each species.
The mean values for the stage recoveries are the same as those in Table 2.2, and a 5%
uncertainty was considered, using a uniform distribution for all stages and all species.
Then, a second GSA is performed is to determine for which species (Cp, CpPy, PyAs and
58
Sc) and for which stage the recovery uncertainty (
,
,
main effect on the grade of the final concentrate uncertainty.
R
,
R
S
C1
C1
C2
C2
C3
C3
(a)
and
) has the
S
(b)
Figure 2.3. Circuits chosen for the final design: a) circuit 1 and b) circuit 2.
The R program was used to perform the GSA using the Sobol method and the
SobolJansen algorithm (http://cran.r-project.org/web/packages/sensitivity/sensitivity.pdf),
which is one of the algorithms with better approximations for the models Saltelli, Annoni,
Azzini, Campolongo, Ratto and Tarantola, (2010) that are evaluated. For the first
analysis, a random sample of 1,000,000 data points and nboot of 100 were used, and for
the second analysis, a random sample of 10,000 data points and nboot of 100 were used.
The results of the first GSA (Figure 2.4), show a significant difference for which are the
most important concentration stages between the circuits 1 and 2, which means that each
circuit has a different behavior as a function of the stage recoveries.
For circuit 1, Figure 2.4b shows that the uncertainties in the recoveries of the stages
cleaner 1 and cleaner 3 are the most relevant to the uncertainty in the global recovery of
Cp (higher Sobol-index values). However, the uncertainty in the stage recovery of cleaner
1 affects the uncertainty in the global recovery of all species; therefore, modifying the
behavior of this stage will have an effect on all species. However, the uncertainty in the
stage recovery of cleaner 3 has a significant effect on the global recovery of Cp and little
59
Sobol Total Index
effect for other species. Therefore, if an increase in the global recovery of Cp is targeted,
it is recommended to look for actions that increase the Cp recovery in cleaner-3 stage.
Using the same reasoning, there are two options to increase the global recovery of CpPy:
increase the recoveries in the cleaner-1 or scavenger stages. However, the uncertainty in
the cleaner-1 stage affects all species, which is why it is advisable to intervene at the
scavenger stage.
Sobol Total Index
(a)
(b)
Figure 2.4. Sobol total index for each stage and for each species for a) circuit 1 and b) circuit 2.
For circuit 2, based on the same type of analysis, and in Figure 2.4b, to increase the
global recovery of Cp, the rougher stage must be altered; to increase the global recovery
of CpPy, the scavenger stage must be altered; and to reduce the global recovery of PyAs,
the cleaner-2 and cleaner-3 stages must be altered.
60
Figure 2.5 shows the GSA for the copper grade. It is observed in both circuits that, if it is
desired to change the final concentrate grade, we should focus the efforts on the recovery
of the PyAs species, for which the highest sensitivity indices for circuit 1 are the cleaner 1, cleaner-2, and scavenger stages, and for circuit 2 are the cleaner-2, cleaner-3, and
scavenger stages.
0.3
Sobol Total Index
0.25
0.2
0.15
Circuit 1
Circuit 2
0.1
0.05
0
Figure 2.5. Sobol total index for the copper grade in the concentrates.
In conclusion, for circuit 1, the recovery of CpPy in the scavenger stage and of Cp in the
cleaner-3 stage should be increased; and for circuit 2, the recovery of Cp in the rougher
stage and of CpPy in the scavenger stage should be increased, and the recovery of PyAs
in the cleaner-2 and cleaner-3 stages should be decreased.
2.1.3. Definition of the design and operating variables based on reverse
simulation.
In this example, reverse design is used to modify the stage recoveries, changing the
number of stages and the residence times in the stages, based on the following model to
represent the recovery of the species in stage :
,
(
(2.8)
)
where,
is the kinetic coefficient for each species in stage ,
time in stage , and
is the number of cells in stage .
61
is the cell residence
The values for the kinetic coefficients for the Cp are as follows: rougher stage 0.060
(1/min), cleaner stage 0.053 (1/min) and scavenger stage 0.026 (1/min). For the CpPy,
they are the rougher stage 0.025 (1/min), cleaner stage 0.019 (1/min) and scavenger stage
0.015 (1/min). For the PyAs, they are the rougher stage 0.011 (1/min), cleaner stage 0.008
(1/min) and scavenger stage 0.006 (1/min). For the Sc, they are the rougher stage 0.004
(1/min), cleaner stage 0.003 (1/min) and scavenger stage 0.002 (1/min). All of these
values are assumed to be constant. The nominal values for the cell residence time are the
rougher stage 4 (min), cleaner stage 5.5 (min) and scavenger stage 5.5 (min). The nominal
values for the number of cells are all rougher and cleaner stages 8 cells, and the scavenger
stage 11 cells.
Recall that the actions to take to the circuit 1 were to increase the recovery of CpPy in the
scavenger stage and increase the recovery of Cp in the cleaner-3 stage. Then, the number
of cells and residence times were increased in the scavenger and cleaner-3 stages.
However, these changes resulted in the recovery of PyAs and Sc also increasing and
exceeding the desired values. This is not surprising because the Sobol sensitivity indices
of these species in the scavenger stage are also high (see Figure 2.4a). Therefore, to
reduce the recoveries of PyAs and As, the cleaner-2 stage must be modified (see Figure
2.4a), i.e., the recoveries of PyAs and As should be reduced at that stage. Table 2.6 shows
the new values of the residence times and the number of cells: the values in parentheses
are the original values. Note that the values of both parameters were decreased in the
cleaner-2 and were increased in the cleaner-3 and scavenger stages. The effect of these
changes can be seen in Table 2.7, achieving an increase in the global recovery of Cp and
CpPy that result in an increase of 5% in the revenues.
Recall that the actions to take for circuit 2 were the increase in the recovery of Cp in the
rougher stage, the increase in the CpPy recovery in the scavenger stage, and the reduction
in the recovery of PyAs in the cleaner-2 and cleaner-3 stages. Then, the residence times
and the numbers of cells in the rougher and scavenger stages were increased, and the
residence times and the numbers of cells were decreased in cleaner 2 and cleaner 3, as
shown in Table 2.6. The results are presented in the Table 2.7, which achieve the
proposed objectives and increased the profits by 10%.
62
Table 2.6. Residence times and numbers of cells (original values).
Stage
Residence Time (min)
Number of cells
Circuit 1
Circuit 2
Circuit 1
Circuit 2
Rougher
4.0
6.0 (4.0)
8
9 (8)
Cleaner 1
5.5
5.5
8
8
Cleaner 2
4 (5.5)
4.0 (5.5)
7 (8)
7 (8)
Cleaner 3
6 (5.5)
3.7 (5.5)
9 (8)
5 (8)
Scavenger
7 (5.5)
7 (5.5)
12 (11)
12 (11)
Table 2.7. Stage and global recoveries for circuits 1 and 2.
Stage
Circuit 1
Circuit 2
Cp
CpPy
PyAs
Sc
Cp
CpPy
PyAs
Sc
Rougher
0.82
0.53
0.30
0.12
0.94
0.71
0.45
0.19
Cleaner 1
0.92
0.54
0.28
0.11
0.86
0.52
0.27
0.10
Cleaner 2
Cleaner 3
Scavenger
0.81
0.81
0.82
0.39
0.61
0.70
0.19
0.33
0.41
0.07
0.13
0.18
0.74
0.59
0.84
0.39
0.28
0.66
0.19
0.13
0.39
0.07
0.05
0.16
Global
0.971
0.601
0.038
0.0005
0.987
0.647
0.038
0.001
Grade
0.26 (increase of 2% )
0.26 (increase 26% )
Revenue
M US$ 149.71 (increase of 5% )
M US$ 152.72 (increase of 10% )
2.2.
Summary and Discussion
A methodology for the conceptual design of concentration circuits was presented. The
methodology considers three decision levels: level I – the definition & analysis of the
problem, level II – the synthesis and screening of alternatives, and level III – the final
design. Levels I and II were presented in a previous article published by the authors. A
database of existing concentration plants was developed that helps to select the most
suitable circuit at stage II. Level III was divided into three stages: 1) identification of the
gaps and opportunities for improvement using local sensitivity analysis of the objection
function; 2) identification of the key stages using global sensitivity analysis; and 3)
definition of the design and operating variables based on reverse simulation. The method
was applied to the design of the flotation circuit that processes a material of four species,
63
including CuFeS2, FeS2, AsFeS and SiO2 . Based on the results, it can be concluded that
the method is an effective method for designing flotation circuits.
2.3.
Acknowledgement
The financial support from CONICYT (Fondecyt 1120794), CICITEM (R10C1004) and
the Antofagasta Regional Government is gratefully acknowledged.
2.4.
References
Adeyinka A.L., Applications of Sensitivity Analysis in Petroleum Engineering, Thesis
University of Texas at Austin, 2007.
Campolongo F., Cariboni J., Saltelli A., 2007, An effective screening design for
sensitivity analysis of large models, Environmental modelling & Software, 22, 15091518.
Chan, W.-K., Prince, R.G.H., 1989. Heuristic evolutionary synthesis with non-sharp
separators, Computers and Chemical Engineering,13, 1207-1219.
Cisternas, L.A., Gálvez, E.D., Zavala, and M.F., Magna, J., 2004. A MILP model for the
design of mineral flotation circuits. International Journal of Mineral Processing 74 (1–4),
21–131.
Cisternas L., Mendez D., Gálvez E., Jorquera R., 2006, A MILP model for design of
flotation circuits with bank/column and regrind/ no regrind selection, International
Journal of Mineral Processing, 79, 243-263.
Confalonieri R., Bellocchi G., Bregaglio S., Donatelli M., Acutis M., 2010, Comparison
of sensitivity analysis techniques: a case study with the rice model WARM, Ecological
Modelling, 221, 1897 -1906.
Gálvez E.D., 1998, A shortcut procedure for the design of mineral separation circuits,
Minerals Engineering, 11, 113- 123.
Ghobadi P., Yahyaei M., Banisi S., 2011. Optimization of the performance of flotation
circuits using a genetic algorithm oriented by process-based rules. International Journal of
Mineral Processing, 98, 174-181.Guria C., Verma M., Gupta S.K., Menrotra S.P., 2005,
Simultaneous optimization of the performance of flotation circuits and their simplification
using the jumping gene adaptations of genetic algorithm. International journal of Mineral
Processing, 77, 165-185.
Guria C., Verma M., Menrotra S.P., Gupta S.K., 2006, Simultaneous optimization of the
performance of flotation circuits and their simplification using the jumping gene
64
adaptations of genetic algorithm-ii: More complex problems. International journal of
Mineral Processing, 79, 149-166.
Hamby D.M.,1994, A review of techniques for parameter sensitivity analysis of
enviromental models, Environmental Monitoring and Assessment, 32, 135-154.
Harris M.C., Runge K.C., Whiten W.J., and Morrison R.D., 2002, JKSimFloat as a
Practical Tool for Flotation Process Design and Optimization. In Mineral Processing
Plant Design.
Homma T. and Saltelli A., 1996, Importance measures in global sensitivity analysis of
nonlinear models, Reliability Engineering & System Safety, 52, 1-17.
Lui Q. & Homma T., 2010, A new importance measure for sensitivity analysis, Journal of
Nuclear Science and Technology, 47, 53–61.
Lucay F., Mellado M.E., Cisternas L.A., Gálvez E.D., 2012, Sensitivity analysis of
separation circuits, International Journal of Mineral Processing, 110–111, 30–45.
Méndez D.A., Gálvez E.D., Cisternas L.A., 2009, Modelling of grinding and
classification circuits as applied to the design of flotation processes. Computers and
Chemical Engineering, 333, 97-111.
Morris Max D, 1991, Factorial Sampling plant for preliminary computational
experiments, TECHNOMETRICS, 33, 161-174.
Prince R.G.H., Connollly A.F., 1996, Heuristic decisions in an evolutionary design
system. Computers and Chemical Engineering, 20(Suppl.), S273-S278.
Reuter U. and Liebscher M., 2008, Global sensitivity analysis in view of nonlinear
structural behavior, LS-DYNA.
Saltelli A., Ratto M., Andres T., Campolongo F., Cariboni J., Gatelli D., Saisana M.,
Tarantola S., 2008, Global sensitivity Analysis: The primer, john Wiley & Sons Ltd.
Saltelli A., Annoni P., Azzini I., Campolongo F., Ratto M., Tarantola S., 2010, Variance
based sensitivity analysis of model output. Design and estimator for the total sensitivity
index, Computer Physics Communications, 181, 259-270.
Schena G., Zanin M., Chiarandini A., 1997, Procedures for the automatic design of
flotation networks, International Journal of Mineral Processing, 52, 137-160
Sepúlveda F.D., Cisternas L.A., Gálvez E.D., 2013, Global sensitivity analysis of a
mineral processing flowsheet. Computer Aided Chemical Engineering, 32. 913-918.
65
Sepúlveda F.D., Elorza M.A., Cisternas L.A., Gálvez E.D., 2014, A Methodology for the
Conceptual Design of Concentration Circuits: Group Contribution Method, Computer &
Chemical Engineering, 63, 173 - 183.
Sepúlveda F.D., Cisternas L.A., Gálvez E.D., 2014, The use of Global sensitivity analysis
for improving processes: applications to mineral processing, Computer & Chemical
Engineering, In Press, DOI 10.1016/j.compchemeng.2014.01.008.
Sobol’ I., 1993, Sensitivity estimates for nonlinear mathematical models. Mathematical
Modelling & Computational Experiment, 1, 407 – 414.
Storlie C.B., Helton J.C, 2008, Multiple predictor smoothing method for sensitivity
analysis: description of techniques, Reliability Engineering & System Safety, 93, 28-54.
Yingling J.C., 1990, Circuit analysis: optimizing mineral processing flowsheet layouts
and steady state control specifications. International Journal of Mineral Processing, 29,
149-174.
Ziehn T. and Tomlin A.S., 2009, GUI-HDMR- A software tool for global sensitivity
analysis of complex models, Environmental Modelling & Software, 775-785.
66
CHAPTER 3.
THE USE OF GLOBAL SENSITIVITY ANALYSIS
FOR IMPROVING PROCESSES: APPLICATIONS TO MINERAL
PROCESSING
Felipe D. Sepulvedaa, Luis A. Cisternasa,b, Edelmira D. Gálvezb,c
a
Chemical and Mineral Process Engineering Department., Universidad de Antofagasta,
Antofagasta, Chile
b
c
Process Technology, CICITEM
Department of Metallurgical & Mining Engineering., Universidad Católica del Norte,
Antofagasta, Chile
Abstract
This paper analyzes the application of global sensitivity analysis (GSA) to the
improvement of processes using various case studies. First, a brief description of the
methods applied is given, and several case studies are examined to show how GSA can be
applied to the study to improve the processes. The case studies include the identification
of processes; comparisons of the Sobol, E-FAST and Morris GSA methods; a comparison
of GSA with local sensitivity analyses; an examination of the effect of uncertainty levels
and the type of distribution function on the input factors; and the application of GSA to
the improvement of a copper flotation circuit. We conclude that GSA can be a useful tool
in the analysis, comparison, design and characterization of separation circuits. In addition,
we conclude that using the stage’s recoveries of each species as input factors is a suitable
choice for the GSA of a flotation plant.
Keywords: mineral processing, flotation, process analysis, global sensitivity analysis,
retrofit.
67
3.1.
Introduction
Mineral processing comprises many unit operations, such as gravitational, magnetic and
flotation stages, which are aimed at extracting valuable material from ores. Usually, the
processes’ operating conditions are defined to control the balance between a high
recovery rate of the desired metal and a high grade value of the metal in the product
outflow (Méndez et al., 2009a). These processes usually include multiple stages that are
interconnected (forming circuits) to maximize the recovery rate and concentrate grade.
The design and analysis of these circuits, including the design and analysis of each stage,
continues to be a challenging task (Ghobadi et al., 2011).
A designer initially solves a synthesis problem (for any process) by trial-and-error. There
are many arrangements of a concentration circuit that correspond to an acceptable trialand-error solution; however, many of these arrangements can be incorrect, ineffective or
uneconomical, which is realized when feedback on an existing process becomes available.
Concentration circuits commonly evolve over time solving a number of existing problems
while creating new ones (Schena and Casali, 1994).
Several methods for the design of these circuits have been presented in the literature;
these methods attempt to develop a systematic procedure to replace the trial-and-error
method, which is time-consuming and requires much experimentation. Among the
methods developed are those that use heuristics to develop a feasible design or that
improve an existing design (Connolly and Prince, 2000). However, these procedures use
rules that are not always satisfied or that contradict each other and therefore do not
guarantee an optimal design. Other methods use optimization or mathematical
programming procedures (Cisternas et al., 2006; Méndez et al., 2009b; Ghobadi et al.,
2011) using a superstructure to create a set of alternatives from which an optimum design
can be selected. However, the use of these methods requires training in optimization
techniques because the problems are usually formulated as MINLP models for which
there are no commercial codes available that ensure optimality. For the aforementioned
reasons, none of the developed methodologies are widely used in industry.
The concentration stage is difficult to model, and ore characteristics vary among mining
operations. Currently, there is no theoretical model that can predict the floatability of
different species of a mineral and thus experimentation is necessary to develop models
that can be used to design these systems. However, these experimentally based models
have a limited range of application depending on the experimental conditions and the
number of experiments used. The compositions and mineralogical species vary among
mining operations, which in turn affects the floatability behavior and undermines the
68
model validity as well as the operational parameters that are limited based on design
ranges. Thus, there are at least two sources of uncertainty: the model and the ore
characteristics.
Sensitivity analysis (SA) can be employed to address uncertainties in the model and
application scenarios, thereby facilitating the evaluation of process structures and
operational behaviors. Lucay et al. (2012) applied a local SA to analyze and design
separation circuits. The authors studied the effect of each stage on the general circuit by
identifying the relation between the recovery rate of each stage and the global recovery
rate of the circuit. Mellado et al. (2012) applied local SA to heap leaching to validate the
analytical model as well. However, local SA only considers the neighborhood of the input
variation, and the effect of each input parameter is measured by keeping all the other
input parameters at their nominal values. Global sensitivity analysis (GSA) can overcome
these limitations and has other advantages (Saltelli et al. 2000).
Fesanghary et al. (2009) studied the use of GSA and a harmony search algorithm for the
design optimization of shell and tube heat exchangers (STHXs) from the economic
viewpoint. GSA was used to reduce the size of the optimization problem; non-influential
geometrical parameters that have the least effect on total cost of STHXs are identified and
are ignored in the optimization calculation. Later, Schwier et al. (2010) used GSA in the
flow sheet simulation of solid processes, which allowed for the examination and
quantification of the influences of given parameters on specific target criteria. GSA was
used to decrease the effort required for the parameter estimation in a given process
simulation by focusing the effort on the most influential parameters.
This work attempts to show how a GSA can be used in the analysis, design and retrofit of
concentration circuits and the equipment that compose it. This work is expected to
complement current design techniques, such as trial-and-error methods, heuristics or
optimization. Various methodologies of GSA are analyzed and the effect of the nature of
the uncertainty of the input factors is studied.
3.2.
Global Sensitivity Analysis
According to Saltelli et al. (2008), the SA can be defined as “the study of how uncertainty
in the output of a model (numerical or otherwise) can be apportioned to different sources
of uncertainty in the model input”. These techniques have been widely used in various
engineering areas and are of great importance in determining the most significant
variables in a model. The general objectives of GSA are (Reuter and Liebscher, 2008): a)
The identification of the significant and insignificant factors and the possible reduction of
the dimensions (number of design variables) of an optimization problem. b) The
69
improvement in the understanding of the model behavior (highlighting interactions
among factors and finding combinations of factors that result in high or low values for the
model output). SA can be classified as: a) Local sensitivity analysis (LSA) or differential
sensitivity analysis, which is represented by the first partial derivative of a model under
evaluation, producing a coefficient that describes the rate of change between the model
output and one model factor while all the other factors remain constant. Its main
advantage is its easy implementation and evaluation; however, it can only assess a single
factor at a time (Hamby, 1994). b) GSA (Saltelli et. al., 2007, 2008; Reuter and
Liebscher, 2008; Morris, 1991; Storlie and Helton, 2008), which for some, is identical to
SA (Reuter and Liebscher, 2008) and corresponds to the evaluation of an output model
when all the model factor are simultaneously evaluated, being mainly resolved by
numerical methods (Monte Carlo method, Quiasi Monte Carlo and Latin Hypercube).
This methodology has the advantage of simultaneously assessing all factors; however, it
requires a large amount of data for which the model is evaluated using, and the
mathematical techniques are more complex. GSA methods can be classified into three
groups (Confalonieri et al., 2010): 1) Regression methods: The standardized regression
coefficients are based on a linear regression of the output on the input vector. Linear
regression is the most commonly used, but there are other techniques that are also in this
group (Storlie and Helton, 2008). 2) Screening methods: This refers to the method
developed by Morris with significant modification as given by Compolongo et al. (2007),
being described in detail in section 2.2. 3) Variance–based methods (Reuter and
Liebscher, 2008; Saltelli et al., 2008; Saltelli et al., 2007; Simlab, 2008): This is a GSA
method in which the variance of the model output can be decomposed into terms of
increasing dimension, called partial variances, that represent the contribution of the inputs
(i.e., single inputs, pairs of inputs, etc.) to the overall uncertainty of the model output.
This method enables the simultaneous exploration of the space of the uncertain inputs,
which is usually carried out via Monte Carlo sampling. Statistical estimators of partial
variances are available to quantify the sensitivities of all the inputs and of groups of
inputs through multi-dimensional integrals. The computational cost, in terms of model
simulations, of estimating the sensitivities of higher-order interactions between inputs can
be very high. To preclude a high computation cost, Homma and Saltelli (1996) introduced
the concept of a total sensitivity index. The total sensitivity index indicates the overall
effect of a given input by considering all the possible interactions of the respective input
with all the other inputs. Examples of techniques in this group include the analysis of
variance (ANOVA), Fourier amplitude sensitivity test (FAST), extended Fourier
amplitude sensitivity test (E-FAST), Sobol’ method and the high-dimensional model
representation (HDMR).
70
3.2.1. FAST and Sobol’ Method.
This method is based on the partitioning of the total variance of the model output ( ),
(
), where is a scalar and is
considering that the model has the form
a model factor, using the following equation (Confalonieri et al., 2010):
( )
∑
∑
∑
,
(3.1)
(
[ ( | )]) and
represents the first order effect for each factor
[ ( |
)]
) on
as the interactions among factors. The
variance of the conditional expectation ( [ ( | )]) is sometimes called the main effect
and is used as an indicator of the significance of . The variance-based methods (the
FAST and Sobol’ methods) allow the calculation of two indices, i.e., the first-order-effect
sensitivity index corresponding to a single factor ( )
where
(
[ ( | )]
(3.2)
( )
and the total sensitivity index corresponding to a single factor (index ) and the interaction
of additional factors that involve the index and at least one index
from 1 to
∑
∑
.
(3.3)
The first order sensitivity index measures only the main effect contribution of each input
factor on the output variance. It does not take into account the interactions among factors.
Two factors are said to interact if their total effect on the output is not equal to the sum of
their first order effects. The effect of the interaction between two orthogonal factors
and on the output , in terms of conditional variance, takes the form
(
)
[ ( |
)]
[ ( |
)]
[ ( | )]
)] describes the joint effect of the pair (
where [ ( |
known as the second-order effect
[ ( |
)]
) on
[ ( | )] (3.4)
. This effect is
(3.5)
( )
71
Higher order effects are computed in a similar way. A model without interactions is said
to be additive. The first order indices sum to one in an additive model with orthogonal
inputs. For additive models, the first order indices coincide with outputs of regression
methods. For non-additive models, information from all the interactions as well as the
first order effect is searched for. For non-linear models, the sum of all the first order
indices can be very low. The sum of all the order effects that a parameter accounts for is
called the total effect. Therefore, for an input , the total sensitivity index
(Eq. 3.3) is
defined as the sum of all the indices relating to (first and higher orders).
According to variance-based methods, the input factor space
dimensional unit hypercube
( |
is assumed to be the k-
).
(3.6)
The core feature of FAST and E-FAST is that the n-dimensional space of the input factors
is explored using a search curve defined by a set of parametric equations
[
(
)],
(3.7)
where (
) is a frequency associated with the factor , is a scalable value
that ranges between -π and π (E-FAST), and
is a value indicating the starting point of
the search curve.
) can always be
According to Sobol’ (1993), the model function (
decomposed into summands of increasing dimension. The total variance of ( )can be
written as
( )
∫
,
(3.8)
while each partial variance, corresponding to a generic term
orthogonal), can be written as
∫
∫
(
)
.
72
. (all the
are
(3.9)
The quantities , , and
can be computed by multi-dimensional Monte Carlo
integration. Sensitivity estimates are then defined as
.
(3.10)
The first-order sensitivity index ( ) is important when the objective is to determine the
most important input uncertainties. The total sensitivity index ( ) is important when the
objective is to reduce the uncertainty in the output model (Adeyinka, 2007). If the first order sensitivity index ( ) of the th input factor is negligible, the uncertainty in
does
not affect the uncertainty in the output model . Therefore,
is non-influential or
unimportant. This does not determine any information about input interactions or highorder sensitivity indices such as
or
. If the total sensitivity index ( ) is also
small, then apart from being unimportant,
does not interact with other factors (highorder effects of are negligible). The implication of small values of and
is that the
uncertainty in
has no affect on the uncertainty in . Thus, in subsequent analyses,
can be fixed to its nominal value (mean or median) and further research, measurement,
analysis and data gathering can be directed at other factors. Conversely, regardless of the
magnitude of
, a large value of the first-order sensitivity index
implies that
is
influential. The arithmetic difference between
and
indicates the magnitude of the
interactions between and other factors.
3.2.2. Morris Method
The Morris method (Morris, 1991; Confalonieri et al., 2010; Saltelli et al., 2008)
), proposing the construction of two sensitivity
calculates elementary effects (
measures to determine which input factors could be considered to have effects that were
(a) negligible, (b) linear and additive, or (c) non-linear or involved in interactions with
other factors due to each input factor using the following equation
(
)
(
where ( ) is the output,
studied,
)
(
is a value between { ⁄(
(
)
,
(3.11)
) is the n-dimensional input factor vector being
⁄(
)
levels.
73
) }, and
is the number of
The method samples values of from the hyperspace Ω (identified by an n-dimensional
-level grid) and calculates the mean ( , assessing the overall influence of the factor on
( )) and standard deviation (estimating the totality of the higher order effects, nonlinearity or interactions with other factors) of all the
obtained for each factor. and
are calculated over different trajectories consisting of individual, one-factor-at-a-time
experiments. The total number of model evaluations needed is t(n + 1), where t is the
number of trajectories. A large (absolute) value for the central tendency shows that an
input factor has an important overall influence on the output (i.e., the factor has a
significant total effect), while a large value of the spread indicates that either an input has
a non-linear effect on the output or that a factor is interacting with other factors (which
corresponds to higher order effects). Therefore, the more significant parameters are those
located in the upper right quadrant of a (spread) versus (strength) plot where both
sensitivity measures are high.
Examples of the software used for the global sensitivity analysis are SimLab (Simlab,
2008), GUI-HDMR working jointly with Matlab (Ziehn et al. 2009) and the software R
(http://www.r-project.org/) which is a free software environment for statistical computing
and graphics (R and RStudio). For this study, SimLab version 2.1 was used.
3.2.3. Local Sensitivity Analysis
This method, also called a differential analysis, is not a GSA method, but it is discussed
here because it is the backbone of nearly all other sensitivity analysis techniques and
because it is applied to one of the examples. The methods developed in the literature
range from solving simple partial derivatives to spatial and temporal sensitivity analyses
(Hamby, 1994). Here, only partial derivatives are presented.
Local sensitivity analysis was conceived as a local measure of the effect of a given input
factor on a given output. Given a model
( ), where Y is the model output of
interest and is the set of uncertain input factor, the common way to describe a local
sensitivity coefficient is by using the partial derivative of the model output with respect to
the model input, which is expressed as (Liu and Homma, 2010)
.
(3.12)
In equation (3.12), is calculated by varying the input factor while fixing all the other
input factors at their nominal values. Two alternative expressions of this measure are
74
,
(3.13)
where
and
respectively, and
are the nominal values of the input factor
and model output
,
,
(3.14)
where
and
are the standard deviations of the input factor
and model output ,
respectively. To calculate
, only a small perturbation of in the neighborhood of
its nominal value is permitted.
3.3.
Applications
The following case studies attempt to analyze the application of GSA to process
improvement. Case study 3.1 shows how GSA can be used to identify the behavior of
processes. Case study 3.2 compares the Sobol’ and Morris methods and applies GSA to
the improvement of a simple example. Case study 3.3 compares several methods of SA,
including the effect of uncertainty and the type of distribution function used. Finally, case
study 3.4 shows the application of GSA to the improvement of a copper flotation circuit.
3.3.1. Process Identification and Sobol’ Method
In this case study, the Sobol’ SA method is applied to study the effect of each
concentration stage on the overall performance of the process. Figure 1 shows four
concentration circuits, each having three stages, Rougher (Ro), Scavenger (Sc) and
Cleaner (Cl), but with different interconnections or structures. The output is the overall
recovery rate of species i ( ), and the input factors are the stage’s recoveries (
for Ro
recovery,
for Cl recovery and
for Sc recovery), i.e.,
(
,
).
Equations 3.15 through 3.18 are the overall recovery rates of species i (
circuits k=a, b, c and d, respectively, as determined by mass balance
) for the
(3.15)
(3.16)
75
(3.17)
.
Ro
Sc
(3.18)
Ro
Ro
Sc
Cl
Cl
Cl
Circuit a
Sc
Circuit b
Ro
Sc
Cl
Circuit c
Circuit d
Figure 3.1. Concentration circuits used in case 1.
The values of the stage’s recovery
are functions of several variables, such as the pH,
particle size, mineralogical composition, pulp potential, and cell size; therefore, these
values have uncertainties associated with them. Let us consider that each species can be
represented by a uniform distribution function between a minimum and maximum value.
Note that input factors are the recovery rates of each stage; therefore, the models used are
adequate representations of the circuit and exclude any assumptions. The Sobol’ method
was applied for different intervals of the same length of stage’s recoveries using 22,807
executions with interactions. Each stage’s recovery interval can be considered as a
different species.
Figure 3.2 shows the Sobol’ total index versus the stage’s recovery values for the four
concentration circuits of Figure 3.1. The greater the value of Sobol’ total index for a
factor, the greater the sensitivity of the output to that factor. Each graph in Figure 3.2 is
distinct, which means that the effect of the recovery of each stage on the overall recovery
rate is different for each circuit. Figure 3.2a shows that the rougher stage has a significant
effect on the overall recovery rate of circuit a, independent of the stage’s recovery values,
which means that the overall recovery rate is sensitive to the rougher stage’s recovery for
all the species. Conversely, the opposite is observed for circuit d; this overall recovery
rate is not sensitive to the rougher stage’s recovery for all the species. When stage’s
76
recoveries are increased for the cleaner stage, the Sobol’ total index decreases for all the
circuits, which means that the effect of the cleaner stage’s recovery on the overall circuit
recovery rate is important for species with low stage’s recovery values. The opposite is
observed for all the circuits for the scavenger stage, which means that the effect of the
scavenger stage’s recovery on the overall circuit recovery rate is important for species
with high stage’s recovery values. Therefore, for species with low stage’s recovery
values, the operational and/or design variables must be related to the cleaner stage, while
for high recovery value species, operational and/or design variables must be related to the
scavenger stage.
An interesting aspect is the results delivered by circuit b and circuit c. In circuit b (Figure
3.2b), the total sensitivity index of the rougher and scavenger stages match in one curve
because the rougher and scavenger stages can be considered as a single rougher stage. On
the other hand, the rougher stage curve matches the cleaner stage for circuit c (Figure
3.2c), indicating that for circuit c, rougher and cleaner stages can be considered as a
single rougher stage.
A number of these findings are obvious, particularly for concentration circuits expert;
however, this case study shows that GSAs, and the Sobol’ method in particular, can be
used to study concentration circuits, for example, to identify the effects of each process
stage on the overall process performance.
3.3.1. Process retrofit and comparison between Sobol´ and Morris methods
In this case study, a GSA is performed to improve concentration circuit a (Figure 3.1a).
This case study considers two species, one with a high recovery value and one with a
medium recovery value. The high recovery species have recovery rates of 0.75, 0.73 and
0.86 for the rougher, cleaner and scavenger stages, respectively, and a feed mass flow rate
of 100. On the other hand, the medium recovery species have recovery rates of 0.39, 0.48
and 0.61 for the rougher, cleaner and scavenger stages, respectively, and a feed mass flow
rate of 200. With these values, the overall recovery rate of the species with high and
medium recovery values are 0.94 and 0.45, respectively, and the concentrate grade is
51.73. It is desirable to improve the concentrate grade using a GSA by changing the
operating conditions or changing the equipment design. To improve the concentrate
grade, a reduction in the overall recovery rate of the medium recovery species while
minimizing the effect on the overall recovery rate of the high recovery species is needed.
Another way to improve the concentrate grade is to increase the overall recovery rate of
the high recovery species while minimizing the effect on the overall recovery of the high
77
recovery species. However, the latter is more difficult because the overall recovery rate of
the high species is already high.
0.8
Rougher
0.7
0.7
0.6
0.5
0.4
Cleaner
Scavenger
0.3
0.2
Sobol total Index
Sobol total Index
0.8
0.1
0.6
Rougher - Scavenger
0.5
0.4
0.3
Cleaner
0.2
0.1
0
0
0-0.1 0.1-0.2 0.2-0.3 0.3-0.4 0.4-0.5 0.5-0.6 0.6-0.7 0.7-0.8 0.8-0.9 0.9-1
0-0.1 0.1-0.2 0.2-0.3 0.3-0.4 0.4-0.5 0.5-0.6 0.6-0.7 0.7-0.8 0.8-0.9 0.9-1
Recovery stages
Recovery stages
(a)
(b)
0.8
0.8
0.6
Scavenger
Rougher - Cleaner
0.5
0.4
0.3
0.2
0.7
Sobol total Index
Sobol total Index
0.7
Cleaner
Scavenger
0.6
0.5
0.4
0.3
0.2
Rougher
0.1
0.1
0
0
0-0.1 0.1-0.2 0.2-0.3 0.3-0.4 0.4-0.5 0.5-0.6 0.6-0.7 0.7-0.8 0.8-0.9 0.9-1
0-0.1 0.1-0.2 0.2-0.3 0.3-0.4 0.4-0.5 0.5-0.6 0.6-0.7 0.7-0.8 0.8-0.9 0.9-1
Recovery stages
Recovery stages
(c)
(d)
Figure 3.2. Sobol’ total index versus stage’s recoveries for a) circuit a, b) circuit b, c) circuit c and
d) circuit d.
In addition to equation (1.5), a kinetic model is used to calculate the stage’s recovery
of species
,
(
(3.19)
)
where
is the rate constant for each species in stage ,
is the cell residence time in
stage , and
is the number of cells in stage . Variation of the values of the rate
constants and cell residence time is achieved by changing the operating conditions while
changing the number of cells resulting in a change in the design of the concentration
steps. The data for the parameters in the kinetic model (factors in the GSA) were obtained
78
from Lucay et al (2012), considering the parameters as average values and subsequently,
a dispersion of 5% was considered. The details are given in Table 3.1.
In this case study, the Morris and Sobol’ methods were applied for comparison. The
parameters used for the Sobol’ method were 8,192 executions with interactions and for
the Morris method, the parameters used were a seed of 1,000,000, 70 executions, and
eight levels.
Figure 3.3 shows a comparison between the total sensitivity index of the Sobol’ method
and the µ index of the Morris method (Confalonieri et al, 2010). The results of both
methods are similar because the most sensitive factors in the Morris method (larger
values of µ) are also those with the highest values of the total Sobol’ index.
Figures 3.3 shows that the factor that has the greatest sensitivity on the overall recovery
rate is the number of cells in the rougher stage, both for the high and medium recovery
species, and is consistent with the information given in Figure 3.2a, where the greater
sensitivity of circuit a is from the rougher stage. However, we see that the redesign has a
greater effect than does changing the operational conditions in the rougher stage. The
number of cells in the scavenger stage also has a significant effect in both species, but the
number of cells in the cleaner stage has a more significant effect on the overall recovery
rate of the medium recovery species than in the high recovery species. The results also
show that a change in the kinetic values for both species and the residence time in each
stage have little effect on the overall recovery rates of both species, at least compared to
the number of cells.
This information is very useful because it indicates that a redesign of the concentration
stage is a better option than a change in the operating conditions. The analysis shows that
for high recovery species and medium recovery species alike, the overall recovery rates
are sensitive to the number of cells in the rougher and scavenger stages, but only the
overall recovery rate of the medium recovery species is sensitive to the number of cell in
the cleaner stage.
Figure 3.4 shows the effect of the number of cells in the cleaner stage (Figure 3.4a) and
rougher stage (Figure 3.4b) on the overall recovery rates for both species. When reducing
the number of cells in the rougher stage, both species exhibit sharp decline in their overall
recovery from 0.95 to 0.67 for the high recovery species and from 0.47 to 0.1 for the
medium recovery species. However, in reducing the number of cells in the cleaner stage,
only the medium recovery species exhibit a sharp decline in their overall recovery rate
from 0.44 to 0.19, whereas the high recovery species’ recovery rates reduces from 0.95 to
0.86. Next, if the number of cleaner cells is changed from eight to four, the overall
79
recovery rates of the high and medium recovery species decreases from 0.94 to 0.92 and
from 0.44 to 0.35, respectively. The product grade also increases from 51.73 to 59.34.
The results depend on whether the model is an adequate representation of the plant, which
is why the extrapolation and interpolation capabilities of the model are important to
observe. In this case study, a simple model was used to illustrate the methodology;
therefore, the results cannot represent reality (for example, the assumption that the kinetic
constant does not change from one cell to another can give erroneous results). For a real
application, a more accurate model, which may contain many parameters and
experimental measurements, is required. If the model is complex and/or there are many
parameters for each cell, this can be a difficult and costly task. Therefore, an alternative is
to first identify the key flotation stage using the stage’s recovery as an input factor (see
case study 3.1) and subsequently apply a GSA to that particular stage.
Table 3.1. Distribution functions for factors in case study 4.2.
Stage
Nomenclature
Average
Distribution detail
Residence time (h): (Beta distribution)
Rougher
0.0630
α=1.5, β =3, a=0.0598 and b=0.0661
Cleaner
0.0840
α= 1.5, β =3, a=0.0798 and b=0.0882
Scavenger
0.0853
α= 1.5, β =3, a=0.0810 and b=0.0895
Kinetic coefficient for high recovery species (1/h) (Beta distribution)
Rougher
3
α= 6, β =6, a=2.85 and b=3.15
Cleaner
2.12
α= 6, β =6, a=2.01 and b=2.22
Scavenger
2.29
α= 3, β =3, a=2.17 and b=2.40
Kinetic coefficient for medium recovery species (1/h) (Beta distribution)
Rougher
1
α= 3, β =3, a=0.95 and b=1.050
Cleaner
1.02
α= 3, β =3, a=0.97 and b=1.071
Scavenger
1.05
α= 3, β =3, a=0.99 and b=1.103
Cell number (Discrete distribution)
Rougher
8 weighting 0.5
Higher value: 9, weighting 0.25
Lower value: 7, weighting 0.25
Cleaner
8 weighting 0.5
Higher value: 9, weighting 0.25
Lower value: 7, weighting 0.25
Scavenger
11 weighting 0.5
Higher value: 12, weighting 0.25
Lower value: 10, weighting 0.25
80
In addition, a process retrofit or design should include the study of several output
variables that can be included in the GSA using more than one output factor (see case
study 3.4) or the study of the consideration of these variables after a GSA has been
applied to the main output variable. Thus, for example, changes in the number of cells
will affect the cost of the plant and thus require an economic evaluation before
implementing a change in the process.
0.6
|
𝑜
Morris (µ)
0.5
Principal
factors
0.4
𝑜
0.6
0.5
Principal
factors
0.4
0.3
0.3
0.2
0.2
𝐶
0.1
𝐶
0.1
𝐶
𝐶
𝑜
0
𝑜
0
0
0.005
tc
0.01
ts
0.015
kr
kc
0.02
ks
0.025
0.03
0
0.02
Nc
Ns (Total Index)
tc
Sobol’
Nr
ts
0.04
kr
kc
0.06
ks
(a)
Nr
0.08
Nc
Ns
(b)
0.50
1.00
0.95
0.45
0.95
0.40
0.90
0.35
0.85
0.30
0.80
0.25
0.75
0.20
0.15
0.70
0.10
High Recovery Specie
0.65
Medium Recovery Specie
0.60
2
3
4
5
6
7
8
0.90
0.85
0.80
0.75
0.70
High Recovery Specie
0.05
0.65
0.00
0.60
9
Medium Recovery Specie
2
Cell Number Cleaner
80.00
0.50
0.45
0.40
0.35
0.30
0.25
0.20
0.15
0.10
0.05
0.00
3
4
5
6
7
8
Overall Recovery
1.00
Overall Recovery
Overall Recovery
Figure 3.3. Relation between Sobol’ total index and Morris method µ for circuit a (Figure 3.1a)
for the a) high recovery specie and b) medium recovery specie.
9
Cell Number Rougher
200
(a)
(b)
Figure 3.4. Evolution of the overall recovery rates by a) modifying cell number cleaner and b)
modifying cell number rougher.
81
3.3.2. Comparison of sensitivity analysis methods
This case study is a comparison of the Morris, EFAST and Sobol’ GSA as well as a local
SA. Different dispersion ranges and distribution functions are considered for the factors
studied.
For this example, a model of a flotation column given by Yianatos et al. (2005) is
utilized. In Yianatos’ model, the collection zone recovery of a flotation column is
modeled using a rectangular distribution function for the rate constant and a tank-in-series
model, consisting of one large and two small size units, to account for the residence time
distribution (Figure 3.5). Figure 3.5 also shows the model for the recovery rate R.
Wash water
Concentrate
𝜏𝑠
Feed
𝜏𝑙
Air
𝜏𝑠
𝐿
Tail
𝑅
𝑅
𝜏𝑙
𝑘𝑚 (𝜏𝑙
𝜏𝑠 ) 𝑘𝑚 𝜏𝑠
(𝜏𝑙
𝜏𝑠 )
𝑙𝑛
𝑘𝑚 𝜏𝑙
𝑘𝑚 𝜏𝑠
Figure 3.5. Yianatos’ model for a flotation column.
In Yianatos’ model, is the recovery rate of the flotation column,
is recovery rate at
an infinite time,
is the maximum kinetic constant,
is the largest reactor residence
time and is the smaller reactor residence time. The values for each of these parameters
(factors in the SA) were taken from Yianatos et al. (2005), where:
is 90%, and
are parameters obtained through two relations (
⁄
and
⁄
),
the total
-1
residence time (12.7 min) and
has values from 0.210 to 0.230 min . These values
correspond to an industrial column operating at El Salvador concentrator in Chile.
Four studies were conducted. First, a local SA was applied to determine the local and
linear sensitivity. Second, different values of the dispersion having the same distribution
function for all the input factors were considered. Next, a single value of the dispersion
with different distribution functions for the factors were studied. Finally, changes in the
82
values of the dispersion and distribution functions for the factors were considered. In all
the cases, the parameters for the Morris method were a seed of 1,000,000, 70 executions,
and eight levels; the parameter for the E-FAST method were a seed of 10,000 and
100,000 executions; and the parameter for the Sobol’ method was 20,480 executions.
For the local SA, equation (3.13) was used. The local sensitivity indices were
,
,
, and
. This means that locally, while considering the
linear effects, all the factors influence the recovery values with recovery at infinite time
providing the highest sensitivity (accounting for 58% of total local sensitivity indices).
Conversely, the smaller reactor residence time accounts for only 6% of total local
sensitivity indices.
To analyze the effect of the dispersion ranges, all the factors were evaluated using a
uniform distribution function with dispersion values of 10% (
,
,
and
) and 0.05%
(
,
,
and
) of its mean value, and a dispersion of 0.1 in absolute value
(
,
,
and
).
Figure 3.6 shows the results of the Morris method using the σ and µ parameters. µ allows
for the ranking of factors in order of importance, whereas σ is used to detect factors
involved in interactions with other factors or factors whose effect is non-linear. The
results for dispersions of 10% and 0.05% of the mean values are very similar (Figure 3.6
only shows the case with 10%). For these cases, the ranking of importance (highest to
lowest) of µ is
,
, and . For , the ranking of interaction/non-linearity (highest
to lowest) is ,
, and
. Both cases (10% and 0.5%) have the same order but with
different values. The results for dispersions of ±0.1 are very different (Figure 3.6b)
because the dispersion in the values of the factors is proportionally different. In this case,
is the factor with a greater effect on the output uncertainty.
The results provided by the Sobol’ and E-FAST methods are given in Table 2.2. The
results of the Sobol’ and E-FAST methods coincide with those shown using the Morris
method. In the Morris and Sobol’ methods, if the dispersion of the factors decreases, the
interaction index also decreases. In the case of the E-FAST method, the interaction
between the parameters becomes independent of the change in the dispersion because the
results show minimal variations, this being a drawback of the E-FAST method (Frey and
Patil, 2002). However, for all the methods, the interaction/non-linearity effect was small.
83
0.12
0.8
∞
0.1
Sigma
0.7
σ 0.08
σ
0.06
0.6
0.5
0.4
0.3
0.04
0.2
0.02
0.1
0
∞
0
0
5
µ
10
15
20
0
1
2
3
4
5
6
µ
(a)
(b)
Figure 3.6. Comparison of sensitivity analysis using dispersions of a) 10% and b) ±0.1.
Table 3.2. Sobol’ and E-fast indexes. (Values x 102).
Sobol’ 10%
Item
Sobol’ ±0.1
Sobol’ 0.05%
First
Total
Difference
First
Total
Difference
First
Total
Difference
0.032
0.033
0.002
0.035
0.035
0.000
0.002
0.002
0.000
0.621
0.624
0.003
0.558
0.558
0.000
4.750
4.763
0.013
98.563
98.569
0.006
98.642
98.642
0.000
0.103
0.103
0.000
0.943
0.947
0.004
0.935
0.935
0.000
95.398
95.411
0.013
Item
E-Fast 10%
E-Fast 0.05%
E-Fast ±0.1
First
Total
Diff
First
Total
Diff
First
Total
Diff
0.044
0.083
0.040
0.039
0.039
0.000
0.026
0.328
0.303
0.750
0.793
0.043
0.680
0.680
0.000
4.570
4.896
0.326
97.790
98.028
0.238
98.471
98.471
0.000
0.100
0.406
0.306
1.170
1.408
0.238
0.971
0.971
0.000
94.970
95.280
0.310
For the Morris, Sobol’ and E-FAST methods using dispersion values proportional to the
mean values (10 and 0.5%) for the input factors, the resulting order of importance of the
factors is similar to that obtained with the local SA. However, if the dispersions are not
proportional, then the results are quite different. The results of the local SA are more
accurate when applied to a linear model. However, for a non-linear model, the sensitivity
of the output to a given input may depend on interactions with other inputs that are not
considered. Thus, the results of a nominal range sensitivity are potentially misleading for
non-linear models.
84
Based on these studies, it can be concluded that the level of dispersion in input factors can
have a significant effect on the sensitivity analysis; however, if these changes are
proportional to the mean values of the input factors, the effect in the dispersion values is
not significant. If the goal is to identify which input factor has a greater effect on the
output, then dispersions values proportional to the mean value of the input factor should
be used. Moreover, if the range in which each of the input factors can be changed is
known, then these values should be used to identify which factors have the greatest effect
on the output model. For example, Figure 3.6a shows that if all the input factors can be
modified to some extent to their mean values, then the recovery rate at infinite time
should be modified to achieve a greater change in recovery rate. Conversely, if all the
input factors can be modify by ±0.1 (Figure 3.6b), then the maximum kinetic constant
must be modified to achieve a greater change in recovery rate.
The second analysis shows the effect of the type of distribution function used on the SA.
This is important because it may be that the type of distribution function for the input
factor is not known. In this study, six distribution functions were used (with a 10%
dispersion for each factor): a normal distribution, uniform distribution and four variations
of the beta distribution. Only the Sobol’ method is analyzed. Table 3.3 shows the results
of the sensitivity analysis index. For all the cases, the ranking (from highest to lowest) of
importance of total and first indexes is
,
,
and . The difference between the
total and first indices are small as well, which means that the interactions and/or nonlinearities are small.
Table 3.3. Sobol’ Indices for different distribution functions (values x 102).
Item
Item
Uniform distribution
Triangular distribution
Beta distribution α and β = 2
First
Total
Difference
First
Total
Difference
First
Total
Difference
0.032
0.033
0.002
0.043
0.042
-0.001
0.044
0.044
0.000
0.621
0.624
0.003
0.762
0.762
0.000
0.755
0.757
0.001
98.563
98.569
0.006
98.181
98.185
0.003
98.179
98.183
0.004
0.943
0.947
0.004
1.178
1.180
0.002
1.179
1.181
0.002
Beta distribution α and β =7
Beta distribution α=2 and β =7
Beta distribution α =7and β =2
First
Total
Difference
First
Total
Difference
First
Total
Difference
0.043
0.042
-0.001
0.050
0.050
-0.001
0.037
0.037
-0.001
0.760
0.759
-0.001
0.796
0.796
0.000
0.717
0.716
-0.001
98.112
98.113
0.001
97.743
97.746
0.003
98.562
98.563
0.001
1.180
1.181
0.000
1.241
1.243
0.001
1.116
1.117
0.000
85
Finally, the Morris method was applied by modifying both distribution functions and
dispersions values for each factor.
is used with the data provided by Yianatos et al.
-1
(2005) (from 0.210 to 0.230 min ),
is 90% with a dispersion of ± 2%, and and
keep with the mean values with a dispersion of 10%. Four distribution functions were
considered: a uniform distribution, a beta distribution with α and β = 2, a beta distribution
with α = 2 and β = 7, and a beta distribution with α = 7 and β = 2. Figure 3.7 shows the
Morris diagram, which shows that the order of µ is equal in every case; however, the
levels of interaction (σ) for the uniform distribution is different than for the other
distributions. Therefore, this demonstrates the importance of having precise information
on the types of distributions and dispersions, especially when non-linear and/or nonadditive models are to be evaluated, because it may produce significant variations in the
respective sensitivity indices.
3.E-02
8.E-02
7.E-02
2.E-02
∞
6.E-02
5.E-02
Sigma 2.E-02
σ
4.E-02
∞
1.E-02
3.E-02
2.E-02
5.E-03
1.E-02
0.E+00
0.E+00
1.E-01
1.E+00
2.E+00
3.E+00
4.E+00
µ
µ
2.E-01
(a)
1.E-01
Sigma
0.E+00
0.E+00 2.E-01 4.E-01 6.E-01 8.E-01 1.E+00 1.E+00 1.E+00
(b)
2.E-01
1.E-01
∞
1.E-01
∞
1.E-01
σ
8.E-02
1.E-01
6.E-02
8.E-02
6.E-02
4.E-02
4.E-02
2.E-02
2.E-02
0.E+00
0.E+00
0.E+00
0.E+00 1.E-01 2.E-01 3.E-01 4.E-01 5.E-01 6.E-01 7.E-01
2.E-01
4.E-01
µ
µ
(a)
(b)
6.E-01
8.E-01
Figure 3.7. Comparison of sensitivity analysis using a a) uniform distribution, b) beta distribution
with α and β = 2, c) beta distribution with α = 2 and β = 7, and d) a beta distribution with α=7 and
β = 2.
86
The model used in Yianatos et al. (2005) was used as an example and although their
values adequately represent an actual plant, the results must be analyzed considering
whether the model is adequate or not. In this case study, Yianatos’ model was used to
assess different GSA methods and different natures of uncertainty in the input factors.
Moreover, identifying the key factor or factors may require more studies because its
implementation is not straightforward. For example, if the infinite recovery rate is the key
factor, then it is necessary to consider that this factor depends on previous operations,
such as milling. Experimental studies and/or simulations of this stage would then be
needed. The effect of varying the infinite recovery rate (e.g., changing particle size) must
take into account the costs, energy and water efficiencies involved. From this perspective,
the value of a GSA is to identify the key factors, but not necessarily the ultimate solution
of the problem.
3.3.3. Retrofit of a copper concentration plant
This example exhibits an attempt to improve a copper concentrator plant as described by
Hay and Martin (2004). The circuit diagram is shown in Figure 3.8 and is made up of five
stages: rougher (Ro), rougher-scavenger (Ro-Sc), cleaner 1 (Cl1), cleaner 2 (Cl2) and
cleaner-scavenger (Cl-Sc). The mass balance and recovery rate are given in Tables 3.4
and 3.5. The stage’s recoveries can be estimated using equation (3.18) (Yianatos and
Henríquez, 2006).
[
(
(
)
)
]
(3.20)
Here,
is the cumulative mineral recovery rate in the flotation bank in time ,
is
the maximum recovery rate at an infinite time,
is the maximum rate constant of the
rectangular distribution function, is the residence time of one cell, is the number of
cells in the bank and indicates the species.
To determine the importance of the stage’s recovery on the overall recovery rate and
copper concentrate grade, a GSA is performed using the Morris method, considering that
each stage’s recovery (Table 3.5 values) may vary by ±7% with a uniform distribution
function. This means that the copper and gangue stage’s recoveries are the input factors,
and the copper and gangue overall recovery rates and copper concentrate grade are the
model outputs. The model to be analyzed corresponds to the mass balance for each
component, an expression that can be derived by applying the law of conservation of
matter to the circuit of Figure 3.8. It should be emphasized that the GSA was performed
87
with recovery rates of each stage as input factors and not the model of equation 3.20;
therefore, the model used is a suitable model and does not include simplifications.
Ro
Ro-Sc
Cl1
Cl- Sc
Cl2
Figure 3.8. Flotation circuit (copper concentrator; Hay and Martin, 2004).
Table 3.4. Mass flow rates of the flotation circuit of Figure 3.8 (Hay and Martin, 2004).
Stream
Feed flow
Recirculation Scavenger-Cleaner
Feed Rougher
Concentrate Rougher
Tail Rougher
Rougher-Scavenger Concentrate
Tail Rougher-Scavenger
Feed Cleaner 1
Concentrate Cleaner 1
Tail Cleaner 1
Feed Cleaner-Scavenger
Concentrate Cleaner-Scavenger
Tail Cleaner-Scavenger
Concentrate Cleaner 2
Tail Cleaner 2
Total
flow
t/h
308
12
320
12.3
307.7
3.5
304.2
18.1
6.5
11.6
15.1
3.1
12
3.8
2.7
88
Flow (t/h)
Grade
0.004
0.007
0.004
0.085
0.001
0.018
0.001
0.093
0.200
0.034
0.030
0.120
0.007
0.270
0.101
Copper
Gangue
1.34
0.08
1.42
1.05
0.38
0.06
0.31
1.69
1.30
0.39
0.45
0.37
0.08
1.03
0.27
306.66
11.92
318.58
11.25
307.32
3.44
303.89
16.41
5.20
11.21
14.65
2.73
11.92
2.77
2.43
Table 3.5. Stage’s recoveries for the flotation circuit of Figure 3.8.
Stage
Recovery, %
Copper
Gangue
Rougher
73.51
3.53
Rougher-Scavenger
16.72
1.12
Cleaner 1
76.85
31.69
Cleaner 2
78.92
53.35
Cleaner-Scavenger
81.85
18.63
Overall Recovery
76.58
0.91
The results are shown in Figure 3.9 and show that the rougher stage is the stage with the
highest sensitivity for overall recovery rates of both the copper and gangue (Figures 3.9a
and 3.9b). The copper and gangue rougher stage recovery rates make an important
contribution to the copper concentrate grade uncertainty (Figure 3.9c) as well. This means
that the rougher stage is important, but an increase in the copper recovery rate and
reduction in the gangue recovery rate at the rougher stage is necessary to improve the
process. The Cl-Sc stage is also important for the overall recovery rate of copper, unlike
for the overall recovery rate of gangue and the copper concentrate grade. This means that
if copper recovery rate is increased at the Cl-Sc stage, the overall copper recovery rate
will be increased without significantly affecting the gangue recovery rate and copper
concentrate grade. This is an important result as will be shown later. All the other stages
are not important or they make insignificant contributions to the overall recovery rates’
uncertainty. It is also worth noting that the Ro-Sc stage has an insignificant contribution
to both the overall copper and gangue recovery rates (Figure 3.9a and 3.9b). Conversely,
both copper and gangue cleaner 1 and cleaner 2 stage’s recoveries make an important
contribution to the copper concentrate grade uncertainty (Figure 3.9c), unlike for the
overall copper and gangue recovery rates. However, the gangue cleaner 2 stage’s
recovery has a larger contribution to the copper concentrate grade uncertainty (Figure
3.9c). This means that if the gangue recovery is reduced at the cleaner 2 stage, the copper
concentrate grade will increase without significantly affecting the overall gangue and
copper recovery rates. This is another important result as will be shown later. All the
other stages are not important or make insignificant contributions to the copper
89
concentrate grade uncertainty. These results were verified with the GSA provided by the
Sobol’ method (not shown in this paper).
Having identified the key factors, it is possible to improve the process. This can be done
by experimentation and through the use of suitable models. In this paper, the Yianatos
and Henríquez (2006) model, Equation 3.20, is used to exemplify how the results
obtained using GSA can be used to improve the process. It should be emphasized that the
model Yianatos and Henríquez developed does not affect the results of the GSA because
it was not implemented in the GSA. Based on these results, if the copper recovery rate is
to be increased without affecting the recovery rate of the gangue, a feasible alternative is
to modify the Cl-Sc stage. If the Ro stage is changed, these changes will affect both the
copper and gangue recovery rates. Moreover, to change the overall recovery rate, changes
in the recovery of cleaner 1, cleaner 2, or the Ro-Sc stage will require a significant change
that will affect the entire circuit.
Figure 3.10 shows the effect of changing the number of cells and the residence time of
Cl-Sc stage. Figure 3.10a shows the effect on the recovery rate of the Cl-Sc stage. It can
be seen that these changes result in changes in the recovery rates of copper and gangue
equally, in some cases producing more changes in the recovery rates of gangue. Figure
3.10b shows the effect on the overall recovery rate. It can be seen that these changes
produce more significant changes in the recovery rate of copper than in the gangue
recovery rate. For example, if the cell number is changed from 5 to 12 and the residence
time is changed from 0.04 to 0.06 h-1, the copper recovery rate increases from 76.58 to
77.03%, an increase of 0.45%. Moreover, the recovery rate of the gangue increases from
0.90 to 1.00, an increase of only 0.1%.
If the copper concentrate grade is to be increased, a feasible alternative is to modify the
Cl-2 stage. Figure 3.10c shows the effect on the copper concentrate grade of changing the
number of cells and the residence time of the Cl-2 stage. It can be seen that these changes
produce significant changes in the copper grade. Based on this and the previous analysis,
a suitable alternative would be to use ten cells and a residence time of 0.06 h in the Cl-Sc
stage, and two cells and a residence time of 0.04 in the Cl-2 stage. Using these conditions,
the copper recovery rate increases from 76.58 to 76.91%, and the copper grade increases
from 27 to 33.8%.
90
1.E-02
1.E-02
3.E-02
Cl-Sc
σ 2.E-02
Sigma
1.E-02
1.E-02
Ro
2.E-02
Ro
8.E-03
8.E-03
σ
6.E-03
6.E-03
1.E-02
Cl 1
4.E-03
4.E-03
Cl 2
5.E-03
Cl 1
2.E-03
2.E-03
Ro-Sc
Cl 2
0.E+00
0.E+00
2.E-02
4.E-02
6.E-02
8.E-02
1.E-01
Ro-Sc
0.E+00 Cl-Sc
0.E+00
0.E+00 2.E-02
0.E+00
1.E-01
1.E-01
4.E-02
µMu
6.E-02
8.E-02
1.E-01
1.E-01
µMu
(a)
(b)
2.0E-03
Ro (Gangue)
1.8E-03
1.6E-03
σ
Cl 1 (Gangue)
1.4E-03
1.2E-03
Cl 1 (Cu)
1.0E-03
Cl 2 (Cu)
8.0E-04
Ro (Cu)
6.0E-04
4.0E-04
2.0E-04
Cl-Sc (Cu)
Ro-Sc (Cu)
Cl-Sc (Gangue)
Ro-Sc (Gangue)
0.0E+00
0.E+00 5.E-03
3.E-01
Cl 2 (Gangue)
1.E-02
2.E-02
2.E-02
3.E-02
3.E-02
4.E-02
µ
(c)
Figure 3.9. Morris versus diagram for a) the copper overall recovery rate, b) gangue overall
recovery rate, and c) the copper concentrate grade.
It is noteworthy that the Yianatos and Henriquez (2006) model was used to illustrate how
to implement the results of GSA, but it was not used in the GSA itself. In this sense, the
results of the GSA are valid because no assumptions were included, but changes in the
cell number and residence times are valid to the extent that the Yianatos and Henriquez
model is a suitable model. It is also necessary to indicate that the effect on the recovery
rate and grade was analyzed, but other effects such as the equipment cost must be
included in a final decision.
91
It is also noteworthy that this GSA study results in only ±7% changes in the values of
each stage’s recoveries. This does not imply that under other conditions the results are the
same. For example, if the Ro-Sc stage is removed (the Ro-Sc stage makes a small
contribution to the overall recovery rates), the copper recovery rate is reduced from 76.58
to 72.19%. Actually, the Ro-Sc stage has little effect on the overall recovery rate because
the value of the copper recovery is very low (16.72%); therefore, the recovery rate
changes of ±7% do not have a significant impact on the overall recovery rate.
(a)
(b)
34
Copper Grade (%)
"Global grade, τ=0.04 h"
32
"Global grade, τ=0.06 h"
30
28
26
24
22
20
2
3
4
5
6
Cell number
7
8
9
(c)
Figure 3.10. Recovery rate and copper grade as a function of cell number and residence time: a)
Cl-Sc recovery rate as a function of Cl-Sc cell number and residence time, (b) overall recovery
rate as a function of Cl-Sc cell number and residence time and (c) overall copper grade as a
function of Cl 2 cell number and residence time.
3.4.
Conclusions
Based on these case studies, we conclude that GSA is a tool that can help analyze, design
and improve processes. The Morris, Sobol and E-FAST methods give similar results,
92
which is why the Morris method is recommended because of its computationally
inexpensive nature. The type of distribution function and the ranges of the values of the
input factors have an effect on the results. If the range in which an input factor can be
changed is known, those values should be used. If not, ranges proportional to the mean
values should be used. The GSA methods help to identify the process behavior and/or
help to identify the most important process stages that affect a given process variable
(model output). With this information, it is possible to redesign or change the operational
condition to improve processes’ performance.
We conclude that using the stage’s recoveries of each species as input factors is a suitable
choice for a GSA of a flotation plant. Once key stages have been identified to improve the
process, experimental tests, modeling and analyses can be used to improve the plant.
3.1.
Acknowledgments
Financial support from CONICYT (Fondecyt 1120794), CICITEM (R10C1004) and the
Antofagasta Regional Government is gratefully acknowledged.
3.2.
References
Adeyinka A.L., Applications of Sensitivity Analysis in Petroleum Engineering, Thesis
University of Texas at Austin, 2007.
Campolongo F., Cariboni J., Saltelli A., 2007, An effective screening design for
sensitivity analysis of large models, Environmental modelling & Software, 22, 15091518.
Cisternas, L. A., Méndez, D. A, Gálvez E. D., Jorquera R. E., 2006. A MILP model for
design of flotation circuits with bank/column and regrind/no regrind selection. Int. J.
Miner. Process. 79, 253-263.
Confalonieri R., Bellocchi G., Bregaglio S., Donatelli M., Acutis M., 2010, Comparison
of sensitivity analysis techniques: a case study with the rice model WARM, Ecological
Modelling, 221, 1897 -1906.
Connolly A and Price R., 2000, Performance improvement in minerals beneficiation by
retrofitting, Separation and Purification Technology, 19, 77-83.
Fesanghary M., Damangir E., Soleimani I., 2009, Design optimization of shell and tube
heat exchangers using global sensitivity analysis and harmony search algorithm, Applied
Thermal Engineering, 29, 1026 – 1031.
93
Ghobadi P., Yahyaei M., Banisi S., 2011, Optimization of the Performance of Flotation
Circuits Using a Genetic Algorithm Oriented by Process-Based Rules, International
Journal of Mineral Processing, 98, 174 – 181.
Hamby D.M, 1994, A review of techniques for parameter sensitivity analysis of
environmental models, Environmental Monitoring and Assessment, 32, 135-154.
Hay M.P. and Martin C.J, 2004, SUPASIM: A Methodology to predict plant performance
from laboratory data, Proceedings 37 th Annual Meeting of the Canadian Minerals
Processors. 281-299.
Homma T. and Saltelli A., 1996, Importance measures in global sensitivity analysis of
nonlinear models, Reliability Engineering & System Safety, 52, 1-17.
Lucay F., Mellado M.E., Cisternas L.A., Gálvez E. D, 2012, Sensitivity analysis of
separation circuits, International journal of mineral processing, 110-111, 30-45.
Mellado M.E., Gálvez E.D., Cisternas L.A., Ordoñez J., 2012, A posteriori analysis of
analytical models for heap leaching, Minerals & Metallurgical Processing, 29, 103-112.
Méndez D., Gálvez E.D., Cisternas L.A., 2009 a, Modeling of grinding and classification
circuits as applied to the design of flotation processes, Computers & Chemical
Engineering, 33, 97-111.
Méndez D., Gálvez E.D., Cisternas L.A., 2009 b, State of the art in the conceptual design
of flotation circuits, International Journal of Mineral Processing, 90, 1-15.
Morris Max D, 1991, Factorial Sampling plant for preliminary computational
experiments, TECHNOMETRICS, 33, 161-174.
Reuter U. and Liebscher M., 2008, Global sensitivity analysis in view of nonlinear
structural behavior, LS-DYNA.
Saltelli A., Ratto M., Andres T., Campolongo F., Cariboni J., Gatelli D., Saisana M.,
Tarantola S., 2008, Global sensitivity Analysis: The primer, john Wiley & Sons Ltd.
Saltelli A., Tarantola S. and Campolongo F., 2000, Sensitivity Analysis as an Ingredient
of Modeling, Statistical Science, 15, 4, 377–395.
Saltelli A., Tarantola S., Campolongo F., Ratto M, 2007, Sensitivity Analysis in practice
a guide to assessing scientific models, john Wiley & Sons Ltd.
Schena G. and Casali A., 1994, Column flotation circuits in Chilean copper concentrators,
Minerals Engineering, 7, 1473 – 1486.
94
Schwier D., Hartge E.U., Werther J., Gruhn G., 2010, Global sensitivity analysis in the
flowsheet simulation of solids processes, Chemical Engineering and Processing: Process
Intensification, 49, 9 – 21.
Simlab, 2008, Simlab 2.2 Reference manual.
Sobol’ I.M, 1993, Sensitivity analysis for non-linear mathematical models, Mathematical
Modelling and Computational Experiment, 1, 407 – 414.
Storlie C.B., Helton J.C, 2008, Multiple predictor smoothing method for sensitivity
analysis: description of techniques, Reliability Engineering & System Safety, 93, 28-54.
Yianatos J.B., Bucarey R. Lareana J. Henríquez F. Torres L., 2005, Collection zone
kinetic model for industrial flotation columns, Mineral Engineering, 18, 1373 – 1377.
Yianatos J.B. and Henríquez F., 2006, short-cut method for flotation rates modeling of
industrial flotation banks, Mineral Engineering, 19, 1336 – 1340.
Ziehn T. and Tomlin A.S., 2009, GUI-HDMR- A software tool for global sensitivity
analysis of complex models, Environmental Modelling & Software, 775-785.
95