Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
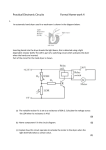
Heat Transfer in a Rotary Dryer Margono, Ali Altway, Kuswandi, Susianto Department of Chemical Engineering, Sepuluh Nopember Institute of Technology, Indonesia Heat & Mass Transfer Laboratory, Kampus ITS Surabaya 60111, Indonesia Telp: (031) 91171516 Email: [email protected], [email protected] Received July 03th, 2008; correction received October 06th, 2008; approved December 19th, 2008 Abstract Drying in rotary dryer has been used widely in industries, because it produced good heat and mass transfer properties. A Rotary dryer consist of rotating cylinder that has an angle to the horizontal where input material from one end and output product from the other end. Dry air is used as a drying media. One of the important factors which will govern the size of the rotary dryer is the feed rate of materials where heat is transferred to those particles. Simulation methods are used in this work. Generally, mathematical model based on temperature in the solid or gas phase of the drying process were applied in this paper. The aim of this work was to analyze the heat transfer phenomena, using steady-state plug flow with back mixing and without back mixing modelling. Partial differential equations describing heat transfer in the rotary dryer were derived from a shell balance. Analytical methods were used to solve these partial differential equations. Some dimensionless groups were used, and it would arrive in dimensionless equations. The computation results were compared with the numerical method of the previous workers and it was validated to the pilot plant data. Constant drum rotation of dryer is used in this pilot plant experiment. The solution of steady-state plug flow equations could be presented as temperature of solid or gas versus rotary dryer length. The graphical presentation was also developed for steady-state plug flow modelling with back mixing for heat transfer. Solid temperatures along the dryer length were measured permitting the evaluation of a true average temperature difference.Then heat transfer at any point through dryer length could be calculated; since the inside wall temperature could be found from the outside wall temperature and by solid conduction heat transfer calculations. Heat transfer along the dryer length could be used as data to design the size of rotary dryer. It could be concluded that comparison of analytical and numerical results of the gas and solid temperature was favorable. Decreasing gas temperature is calculated from backmixing because the effects of dispersion number or inverse of Peclet number. It would be better using rotary dryer length more than 3 m to get solid temperature lower than 370 K or 97 o C. Keywords: Solid and gas temperature, rotary dryer, plug flow modelling, heat transfer. Solid’s water is removed in rotary dryer because of flowing hot gas into the drying space. Mass transfer is occured when solid and air dryer are contacted. The process is mass transfer from surface of the particles to the flow of air dryer. The other simultaneous process is heat transfer from drying air as a hotter medium to the solid particles falling through the stream. Heat also transferred to the solid particles at the bottom of the rotary dryer. Heat could be transferred also from hotter to the lower temperature particles. There are three periodes in drying processes, these are (1) preheating period or initial drying period, (2) constant drying rate period and (3) falling-rate drying period. During the preheating period, the temperature of the solid and its surface are lower than equilibrium temperature. In the first period, the temperature of the solid and rate of drying rise 1 2 Jurnal Teknik Mesin, Volume 9, Nomor 1, Januari 2009 rapidly in a short time. In the second stage, the process is evaporation from the surface of the particles by constant drying rate. Critical moisture content is found at transition period between constant rate and falling rate periodes. Moisture content will decrease linearly starting from this critical point. Usually materials in rotary dryer are flied to the higher part of the rotary dryer by the effects of the flights and then fall to the lower parts, and back mixing of the solid is occurred. There are three flows in a rotary dryer. Particles plug flow in the bottom of the dryer, falling particles by gravity force and particles back mixing flows. Heat transfer phenomena in the rotary dryer should be studied well in order to analyze and to design rotary dryer. To determine the heat transfer along the dryer length would be necessary obtaining temperature distribution through the dryer. Heat transfer at any point through the dryer are calculated between the gas temperature along the dryer length and the inside wall temperature. For the inside wall temperature could be found from the outside wall temperature by heat conduction calculations. The heat transfer process in the rotary dryer could be expressed in a differential length of rotary dryer, dz. Calcite and hot air are used as feed inlet and dryer air. Developing mathematical model and simulation in rotary dryer is the concern of this research. Drying phenomena will be useful in design process and determining optimum rotary dryer conditions. Previous workers, Friedman and Marshal [1], have used experiment to get heat transfer coefficient and operation variables effects in drying process where the results were the same with the heat transfer test. Wang [2] had studied the modelling of drying process in a rotary dryer for a certain material. Fan [3] found a special solid axial dispersion in rotary dryer but heat transfer and mass transfer with axial solid dispersion simulation research are not available. Pan et al [4] concluded that granule could be transported at steady-state processing in a rotary dryer, in this research they used horizontal rotary drum with inclined flights. The aim of this work was to analyze the heat transfer phenomena, using steady-state plug flow with back mixing and without back mixing modelling. METHOD Simulation is used in this work, and presented schematically in Fig. 1. Drying of solid particle is solved by a method of analytic and Matlab facilities. This rate of drying results is used to calculate β constant, in solid temperature. While, the result of rotary dryer’s model developing is a system differential equation which could be solved analytically by integration. Volumetric heat transfer coefficient and residence time in this work are estimated from correlation which is based on Friedman and Marshal [5] and Lisboa et al [6] as presented in equation (1) and (2) . k G 0.67 (1) Uv 1 D where Fig. 1. Counter current flows of a rotary dryer k2 H * W G = air mass rate (kg/h.s2) D = rotary dryer diameter (m) k1 = a constan, 0.3 – 0.5 k2 =a constant, 0.8 – 0.9 H* = holdup (kg) = average time of passage [h] W = feed rate (kg/h) (2) 3 Margono, Heat Transfer in a Rotary Dryer z ∆z z Fig. 2. Experimental apparatus: a tray dryer Fig. 4. A shell balance in a rotary dryer In a tray dryer, it could be found: 1.fan, 2.electric heating, 3.upstream and down stream air sensor for wet and dry bulb temperatures, 4.indicator temperatures, and 5.a balance. A weighted sample is put on the balance, and drying air is passed over it with a certain conditions. After a fixed time, the sample is weighted again, then rate of drying (Rw) could be found from this data. This data is used in energy of evaporation rate (equation 6). The steady-state plug flow modelling could be developed from a shell balance of system described in Fig. 4. Steady-state heat transfer modelling in solid can be developed through the heat balance described as follows, Input rate of axial convection energy 1 R 2V s s C s Ts | z Output rate of axial convection energy 1 R 2Vs s C sTs | z z Drying of solid particles. (Experiment & Simulation) Models of residence time (From previous work) Energy of generation rate UV 1 R 2 z s v v Tgo Ts Fs Input rate Output rate of axial of axial convection convection ... energy int o energy from the system the system Energy of evaporation Energy of accumulation from the in the system system (3) (4) where Cs Fig. 3. Schematic diagram of research work (6) (7) When these five equations are substituted into equation (8) and divided by (1-ε) πR2∆Z we have equation (9). Heat transfer modelling in a rotary dryer Validation (5) Energy of accumulation rate T 1 R 2 Z s C s s t Vs C s Analitical solution Energy of evaporation rate 1 R 2 Z s Rw hs Volumetric heat transfer coefficient modelling. (From previous work) Numerical solution in a rotary dryer (Yliniemi, 1999) z+∆z Ts U vVv Ts Tso Rw hs 0 (9) z Fs = solid heat capacity [kJ /kg.K] z = differential length [m] t = differential time [s] Fs ∆hs L Rw (8) = solid linear density [kg /m] = solid specific latent heat [kJ /kg] = dryer length [m] = drying rate [1/s] 4 Jurnal Teknik Mesin, Volume 9, Nomor 1, Januari 2009 R Ts Tso Uv Vv Vs Table 1. Some of variables and parameters values of Yliniemi works [7] = radius of drum dryer [m] = solid temperature [K] = initial solid temperature [K] =heat transfer volumetric coefficient [kJ /m3.K.h] = cylindrical volume per unit length(air flow free) [m3/m] = axial solid linear velocity [m/h] The following dimensionless groups are defined F z L L z Ts Tg 0 (10) Equations (10) and (11) are substituted into equation (9), and then we arrived to equation (12) Vs C s (Tso Tgo )F L ... (12) U vV v Tso Tgo F Rw hs Fs U V F v v Fs R h w s T T go so L C sVs L C V s s U V L 1 v v Fs C sVs F ... (13) 1 ) exp( ) 1 1 1 (16) The steady-state plug flow modelling of heat tarnsfer in drying air could be found as in the solids modelling, and we have 2 ) exp( 2 ) 2 2 2 (17) where L C V g g R h (14) equation is 1 F0 1 exp( 1 ) 1 1 where Cg Fg ∆h Vg = gas heat capacity [kJ/kg.K] = gas linear density [kg /m] = specific latent heat [kJ /kg] = axial gas linear velocity [m/h] In steady-state plug flow modelling of heat transfer with back mixing in solids, we have the same equation as the equation of steady-state plug flow modelling, except the back mixing form is added to them. 1 F 1, w g L Fs 2 T T go C g V g Fg so ; F , solution of this ( F ) 1 1 F0 0 1 F (1 U vVv F g F 1 F 1 F Steady state values 1,01 kJ/kg K 0,84 kJ/kg K 0,27 kJ/s.m3 K 0,19 m3/m and we have F0 = 1, the equation (15) become 2 R h L F At 0 Ts Tso F (1 1 w s Tso Tgo C sVs Steady staste Paravalues meters 1,0 r/min cg 0,7 m/s cs 4,78 x10-3 m/s Uv 0,12 kg/m Vv 8,77 kg/m 472 K 421 K 293 K 360 K Boundary condition 1 Ts0 Tg 0 F Ts (11) Ts0 Tg 0 Variables ndrum Vg Vs Fg Fs Tg,in Tg,out Ts,in Ts,out (15) Margono, Heat Transfer in a Rotary Dryer Vs C s Ts k 2Ts ... z s z 2 Simulation methods (18) U vVv Tg 0 Ts Rw hs 0 Fs For solid temperature modelling, first α1 and β1 are calculated from data (Table 1). These constants are substituted into equation (16), where k = solid heat conductivity [kJ/h.m.K] s = solid density [kg/m3] Tgo = initial gas temperature [K] F (1 1 ) exp( 1 ) 1 1 1 where ξ = z/3 and The same dimensionless forms as in the steady state plug flow modelling without back mixing are used in this solution. Some boundary conditions are used in this solution B C 1 at z 0 0 F Ts Tg 0 Ts 0 Tg 0 1; B C 2 at z L 1 F 0 (19) exp .m2 exp .m1 3 3 where U V L ; R h L 3 w s Tso Tgo C sVs ; k L s Vs C s m1 1 1 4 2 and m2 Ts T g 0 Ts0 T g 0 From Table 1 it is found that F Ts 472 z (1 1 ) exp ( 1 ( )) 1 293 472 1 3 1 Ts could be calculated for every z value. Then a plot of solid temperature versus dryer length is found. Using the same methods equations 16, 17 and 19 are plotted in the Figs. 5, 6, 7, 8 and 9. 3 exp .m1 ... F 3 3 3 3 exp .m1 exp .m1 ... 3 3 exp .m2 exp .m1 F where dryer length L = 3 m. The solution of equation (17) is 3 v v Fs C sVs 5 1 1 4 2 RESULTS AND DISCUSSIONS The computational results obtained from this study was presented graphically in Fig. 5 through Fig. 9, showing the rotary dryer performance under steady-state conditions and using plug flow and plug flow with back mixing modelling. Figure 5 was a plot of gas temperature (K) and dryer length (m). Analytical method is used in this work, while numerical method is used by Yliniemi [7]. Input gas temperature for analytical and numerical methods were 472 K, while numerical output temperature almost the same with analytical data (426 K for numerical and 424 K for analytical temperatures). Heat is given up by the air dryer to the solid particles, and to the dryer wall. The temperature of gas will decrease and it reached 424 K at the output product. Plot of solid temperature (K) versus rotary dryer length (m) was presented in Fig.6. Initial solid temperatures in feed rate is 293 K, and it increased exponentially and then it became lower on the rest of 2/3 length of the 6 Jurnal Teknik Mesin, Volume 9, Nomor 1, Januari 2009 480 Tg, pilot data Numeric 460 450 440 430 Analitic 420 0 0,5 1 1,5 2 Rotary dryer length (m) 2,5 3 400 350 Tsolid, analitic 300 Ts, pilot data 250 0 Solid temperature (K) 390 Numeric 350 Analitic 310 0,5 1 1,5 2 2,5 3 Dryer length (m) Fig. 7 Plot of solid and gas temperatures (K) versus dryer length (m) in a rotary dryer of co-current flows between numerical (Yliniemi) and analytical method (this work) and also pilot plant data. Figure 8 was a result of simulation under steady-state plug flow modelling and presented as a plot of solid and gas temperatures (K) versus drying length (m) in a rotary dryer of counter current flows between numerical [7] and analytical (this work) methods. Input solid temperature was 293 K, and output solid temperature was 371 K. Counter current flows dryer are used for temperature sensitive particles. 500 Tgas, numeric Solid and gas temperatures (K) dryer. Heat is received by the solid particles from the air dryer, and temperature of the solid will increased. If heat loss from the dryer is great, then solid materials may transfer heat to the dryer wall. Usually, in industries isolators are needed to protect heat loss from rotary dryer. Figure 7 was a plot of solid and gas temperatures (K) versus dryer length (m) in a rotary dryer of co-current flows. Solid temperatures for analytical and numerical methods increased exponentially until it reached 1/3 length of the dryer. While gas temperatures for both methods decreased in the same way. The temperature difference between solid and gas product was 50 K. The analytical values for solid and gas temperatures are very closed to those determined experimentally. 330 Tgas, analitic Tsolid, numeric Fig.5 Plot of gas temperature (K) versus rotary dryer length (m) of analitical (this work) and numerical (Yliniemi) modelling in a rotary dryer. 370 Tgas, numeric 450 Solid and gas temperature (K) Gas temperature (K) 470 450 Tgas, analitic 400 Tsolid, numeric 350 Tsolid, analitic 300 290 1 2 3 4 5 Rotary dryer length (m) 6 Fig 6 Plot of solid temperature versus dryer length (m) of analitical (this work) and numerical (Yliniemi) modeling in a rotary dryer 7 250 0 0,5 1 1,5 2 2,5 Dryer length (m) Fig.8 Plot of solid and gas temperatures (K) versus dryer length (m) in a rotary dryer of counter current flows between numerical (Yliniemi) and analitical methods (this work) 3 Margono, Heat Transfer in a Rotary Dryer Solid and gas temperature (K) 500 Tg, PF back mix 450 Heat lost in each incremental length was added to the heat transfer to the same increment length to obtain the heat lost of the drying air in travelling the same distance. In this work, steady-state plug flow equation is used. On the other paper, unsteadystate plug flow equation is used, where temperature in solid was function of time. For example, unsteady-state heat transfer modelling of plug flow equation is Tg, PF 400 Ts, PF 350 Ts, PF back mix 300 250 0 0,5 1 1,5 2 Dryer length (m) 7 2,5 3 Fig.9 Plot of solid and gas temperature (K) versus rotary dryer length (m) in a rotary dryer of cocurrent flows between PF and PFwith back mixing in anaiytical modeling Figure 9 was a result of simulation under steady-state plug flow with back mixing and without back mixing modelling. It was presented as a plot of solid and gas temperatures versus dryer length (m) in a rotary dryer of co-current flows. In 1 m length of the dryer the solid and gas temperatures reached at 353 K and 430 K respectively. In Figures 5, 6, 7, 8 and 9, the temperature gradient of gas and solid particles are changed drastically. In this point (1m from the feed point), the temperature of the solid rise rapidly in a short time. This stage is called preheating periode or initial drying period, In the second stage, the process is evaporation from the surface of the particles by constant drying rate. The solid particles and drying air temperatures were plotted on Fig. 7, and shell temperatures was 400 K along the length of the dryer (as indicated on Fig. 7). Heat balance between heat gained by the solid particles and heat lost by the drying air is called the over-all heat loss. For accurate calculation, the length of the dryer was divided into 3 incremental length. The heat loss was calculated in proportion to the temperature different between average shell of the individual incremental length and room temperatures. Heat transfer to the solid particles was found from the plot of distribution solid temperatures along the length of the dryer. VsCs Ts U vVv Ts Tso Rw hs Cs Ts z Fs t The right hand side of this equation is accumulation form, where T s is function of time t. This equation could be plotted as T s versus drying length z in fixed time t, or it could be plotted as Ts versus time t in fixed length of dryer z. The result of this work is useful for design a rotary dryer since a good product conditions are resulted from accurate modelling of the dryer. For example, this model could be predicted the exact temperature of the product. The length of the dryer could be re-designed for different raw materials. CONCLUSION 1. 2. 3. 4. 5. Temperatures distributions of the simulation results under steady-state plug flow with back mixing were lower than without back mixing. Comparison of analytical and numerical results of the gas and solid temperature was favorable. Heat transfers at any point through the dryer are calculated from temperature distribution data along the dryer length. Heat transfer to the solid particles was found from the plot of distribution solid temperatures along the length of the dryer. Decreasing gas temperature is calculated from backmixing because the effects of dispersion number or inverse of Peclet number as shown in Figs. 7, 8 and 9. Solid temperatures along the dryer length were measured permitting the evaluation of a true average temperature difference as well as the heat transfer. 8 Jurnal Teknik Mesin, Volume 9, Nomor 1, Januari 2009 6. 7. 8. 9. It would be better using rotary dryer length more than 3 m to get solid temperature lower than 370 K or 97o C. Rate of drying is found from experimental data and was depend on temperature of drying air. This data is used in energy of evaporation rate (equation 6). If we used variation temperatus of drying air, then variation of drying rate were found, or it could be used average drying air. If it was used the biggest values in the range of drying air data , then the lower surface temperature of the particle was found. If we used the biggest or the lowest values of rate of drying then the result was not match with the data of previous research. Average values of drying air were used in this work. X z s = mass of moisture per solid mass [kgm /kgs] = axial distant [m] = solid density [kgs /m3] = fraction of bed void [ - ] = dimensionless length [ - ] = a constant [ - ] ACKNOWLEDGEMENT The authors wish to acknowledge the financial support of Fundamental Research Grant 2009 administered by Department of Research and Social Service, Directorate of Higher Education, Indonesian Ministry of Education. REFERENCES NOTATION Cg Cs D z t Fs Fg F G H* ∆h k k1 k2 R Rw Ts Tg t Uv Vg Vs Vv W = gas heat capacity [kJ/kg.K] = solid heat capacity [kJ /kg.K] = rotary dryer diameter [m] = differential length [m] = differential time [s] = solid liniar density [kg /m] = gas liniar density [kg/m] = dimensionless temperatures [ - ] = air mass rate [kg/h.s2)] = holdup [kg] = specific latent heat [kJ /k = solid heat conductivity [kJ /h.m.K] = a constan, 0.3 – 0.5 =a constant, 0.8 – 0.9 = radius of drum dryer [m] = drying rate [kgm/kgs j] = solid temperature [K] = gas temperature [K] = time [hour] = heat transfer volumetric coefficient [kJ /m3.K.h] = axial gas linear velocity [m/h] = solid linear rate in axial direction [m /j] = cylindrical volume per unit length (air flow free) [m3 /m] = feed rate [kg/h] [1] Friedman, S.J. & Marshall, W.R.Jr., 1949, “Studies in Rotary Drying - Part 1. Holdup and Dusting”, Chem Eng Progress, vol.45, no. 8, pp. 482-493. [2] Wang, F.Y., Cameron, I.T., Litster, J.D. & Douglas, P.L., 1993, “A Distributed Parameter Approach toThe Dynamics of Rotary Drying Processes”, Drying Technolog, vol. 11, no. 7, pp. 1641- 1656. [3] Fan L.T., Ahn, & Yong-Kee, 1961, “Axial Dispersion of Solids Flow Systems”, Applied Scientific Research, vol. 10, no.1 , pp.465-47 [4] Pan, J.P., Wang, T.J., Yao, J.J., & Jin, Y., 2006, “Granule transport and mean residence time in horizontal drum with inclined flights”, Powder Technology, 16, (2006), 50 – 58. [5] Friedman, S.J. & Marshall,W.R.Jr., 1949, ”Studies in Rotary Drying- Part 2. Heat and Mass Transfer”, Chem Eng Progress ,vol.45, no. 9, pp. 573-588.97. [6] Lisboa, M.H., Alves, A.B., Vitorino, D.S., Delaiba,W.B., Finzer, J.R.D. & Barrozo, M.A.S., 2002, “A study about particle motion in rotary dryers”, 2nd Mercosur Congress on Chemical Engineering. [7] Yliniemi, L.,1999, “Advanced Control of a Rotary Dryer’, PhD Thesis, Department of Process Engineering, University of Oulu, Finland. Margono, Heat Transfer in a Rotary Dryer 9