Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
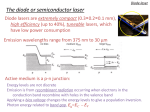
RIKEN Review No. 50 (January, 2003): Focused on Laser Precision Microfabrication (LPM 2002) Development and application of new high-power laser beam sources Reinhart Poprawe #1 and Wolfgang Schulz #2 Fraunhofer Institut Lasertechnik ILT, Germany The actual market volume of high-power lasers for manufacturing is dominated by diffusion cooled CO2 laser systems at the multi-kW range and lamp pumped Nd:YAG laser systems at the kW range. Substituting the lamps by diodes the Nd:YAG laser in rod design entered the market as diode pumped solid state laser of the first generation. With output powers up to 6 kW the diode pumped rod is used in industries for precision cutting and welding. Introducing advanced resonator designs the diode pumped solid state lasers of the second generation are on the way to become serious competitors. Tailoring the laser performance means to balance the fundamental phenomena involved in the laser action and especially to take full advantage of the diode laser as excitation source for the laser crystal. The mechanisms of excitation, amplification, and saturation in the crystal depending on spectral and spatial matching of the diode pump volume with the volume of the desired laser mode influence efficiency and beam quality. The new concepts for diode pumped solid state lasers will be compared by their abilities and efficiency to generate tailored energy density (wavelength, pulse energy, repetition rate, pulse duration, and beam quality) suitable for the requirements of the materials and the processes. Disc and slab laser systems already demonstrated the improved performance enabling new applications and as new high-power laser beam sources they mark the entrance to “The Bright Future of Laser Technology”. 1. Introduction The continuous technical progress and innovative concepts are characteristic for the actual working point in laser technology. The starting point was defined by powerful and reliable laser systems, which already entered the industrial use. State of the art was represented by diffusion cooled CO2 laser systems at the multi-kW range and lamp pumped Nd:YAG laser systems at the kW range. Further development revealed that the diode pumped solid state lasers are seriously competing concepts. Continuous progress of the well approved rod lasers was realized by using the laser diode as pump source instead of the flashlamp. Such rod lasers are called the diode pumped solid state lasers of the first generation. They have output powers up to 6 kW, used in industries for precision cutting- and welding. The new rod lasers also contribute to reveal new applications for diode pumped laser performance. Examples are rapid prototyping by Selective Laser Melting (SLM) and Laser Cleaning. The new diode excitation technology and the state of the art are labelled by the new disc- and slab laser concepts. The new resonator design is the characteristic property of the diode pumped solid state lasers of the second generation. Disc and slab (Fig. 1) laser already demonstrated an improved performance for new applications in the lab. The rod laser will be followed by disc- and slab lasers in the future. These systems also have the potential to substitute the CO2 laser in the future in the high power range (Fig. 2). Diode lasers for the high power range actually are under development. The direct use of the diode lasers opens up new processing #1 e-mail address: [email protected] #2 e-mail address: [email protected] Fig. 1. The “InnoSlab” laser prototype pumped from both ends of the Nd:YAG laser crystal (40 × 10 × 1 mm3 ). The resonator is 255 mm in length and has a magnification of 1.27. Details and performance of the “InnoSlab” laser are discussed in chapter 2.1. strategies like simultaneously welding the complete weld seam along the closed contour. Excimer laser (Pentium 4 lithography, 130 nm structures) and pulsed Nd:YAG laser (0.1 mm structures, 1–10 µm shape accuracy) are used for structuring in industries. Materials like ceramics and glass are transparent at the fundamental wavelength (1.06 µm) of the Nd:YAG laser. With high intensities and high beam quality efficient frequency conversion is possible to higher harmonics (532 nm, 355 nm, 266 nm) where the former transparent materials can be processed at appreciable high degree of absorption. The new concepts for diode pumped solid state lasers will be compared by their abilities and efficiency to generate tailored energy density (wavelength, pulse energy, repetition rate, pulse duration, and beam quality) suitable for the requirements of the materials and the processes. 3 Within the rod with radius R and length L the heat diffusion takes place in radial direction. The rod is heated homogeneously with the power density Q. The temperature at the surface r = R of the rod is kept constant by the coolant. Within the volume 4πR2 L of the rod the thermal power P is released. λ d r dr r dT dr + Q = 0, T (r) r=R T = T (r), = 0, Q= r ∈ [0, R] , P , 4πR2 L The solution Fig. 2. High-Power Lasers for Industrial Manufacturing: market segments and development for CO2 laser (CO2 ), Solid State Laser (SSL) and Diode Laser (DL) systems are given. Source: Optech Consulting 1999. Polishing metal surfaces and modification (scribing structures within the volume, wave guide structures, etc.) of glass are prominent applications in favor of pulsed (ps) laser systems. As a special application for optical lithography deep UV (DUV) lasers (F2 157 nm, ArF 193 nm) will have to compete with new beam sources, which generate radiation in the Extreme-UV range (13 nm). 2. Concepts for diode pumped solid state lasers With the availability of high power diode lasers the fast development of diode pumped solid state lasers was initiated. The spectral properties of the diode laser led to much less thermal load of the active medium. Diode lasers are an attractive and cost saving substitute for the flash lamp, since efficiency and life time are improved. Additionally the high beam quality and hence focusability (slab) as well as the flexibility to adapt the spatial distribution of the pump intensity allows for concepts of laser systems not available when using lamps. Concepts are realized which allow for drastically reduced thermal lensing or in the limiting case thermal effects in the crystal can be avoided completely. The specific properties of solid state lasers compared to gas- and semiconductor lasers are the exceptional combination of flexible beam guidance by fibers, high power (multi kW) at low Beam Parameter Product BPP (Beam Parameter Product BPP = Divergence angle × focal radius), short pulses (ns-ps) and efficient frequency conversion (generation of higher harmonics). The efficient generation of shorter wavelengths is crucial for processing materials, which are transparent in the infrared spectral region. The technical challenge is to match the mode volume (fundamental mode) with the pump volume and simultaneously to manage the balance of the thermal energy, such that the disadvantages of thermal lensing are avoided. The resonator design - especially the geometrical shape of the laser medium - influence the thermal load of the crystal. The comparison of the maximum temperature Tmax,rod in the rod (Eq. (1)) and in the slab Tmax,slab ∝ d/a (Eq. (2), d thickness of the slab, a width of the endface of the crystal) reveals that the advantages of the slab compared with the rod is the presence of an additional length scale, namely the thickness d, which enters the expression (Eq. (2)) for the maximum value of the temperature. 4 T (r) = Q R2 − r 2 , 4λ Tmax,rod = P , 4πλL (1) for the maximum temperature Tmax,rod = T (r = 0) do not depend on the radius R of the rod. Within the volume adL of the slab having the length L, the endface area ad (width a and thickness d) have to be compared with the frontface 4πR2 of the rod. The temperature of the slab is kept constant at the large surfaces at y = d/2 and y = −d/2 by the coolant. d2 T λ 2 + Q = 0, dy T (y) y=± d 2 = 0, T = T (y), Q= d d y∈ − , 2 2 , P , adL The solution Q T (y) = 2λ 2 d 2 ! −y 2 , Tmax,slab = d/2 P · , (2) 4πλL a reveals that the maximum temperature Tmax,slab = T (y = 0) depends on the thickness d of the slab, which can be considerably smaller than its width a. Although the lamp pumped systems are highly developed, the diode pumped rod laser is established in industrial applications up to 6 kW output power. The main reasons for this success are the rugged and approved set up, the high optical efficiency (40%), the already acceptable beam quality (M 2 = 36 @ 4.4 kW) as well as the life time (10000 h) of the diodes. The comparison of the obtained beam quality and the laser power of diode pumped systems (Fig. 3) shows the advent of competitors for the lamp pumped systems and the rod lasers by the new disc- and slab concepts. 2.1 Principles and Comparison of Rod-, Disc-, and Slablaser To come out with an improved design for the resonator relies on detailed knowledge about the physical phenomena limiting the performance of the diode pumped solid state laser. The fundamental principles of the rod, disc, and slab concept will be compared with each other. Rod laser The diode pumped rod laser is based on a resonator design which is introduced into industrial applications more than 20 years ago. The flash lamps are substituted by diode lasers. The diode lasers are irradiating (Fig. 3) the crystal within the axial rod direction (end pumped) or in transversal direction (side pumped). End pumped rod: The output power is limited by thermomechanical load and yield stress of the crystal. Even for high Fig. 3. The “Beam quality – Power – Diagram” can be used to conclude about the potential use of different laser systems. The dots represent the cw power or the averaged power in pulsed mode operation and the beam quality, measured as the Beam Parameter Product BPP. As small as BPP, the smaller is the minimum value for the achievable beam radius. The value for the Beam Parameter Product is limited by a lower bound due to light diffraction. The diffraction limit for CO2 laser is 3 mm mrad and for Nd:YAG solid state laser the minimum value is 0.3 mm mrad. strength YAG materials the scalability of beam quality and power are suffering from action of the thermal lense. Side pumped rod: To approach an almost homogeneous distribution for the pump radiation within the rod, the set-up of the diode lasers, the transfer of diode radiation as well as the optical elements (not shown in Fig. 3) for coupling the diode radiation into the rod are taken into account. Scaling the laser power independently on the resulting beam quality is done either by a series of multiple laser rods or by an oscillator amplifier setup.1) The beam quality is limited by birefringence, since the focal length of the thermal lense depends on the direction of polarization. Due to the robust set up and the efficient amplification such pulsed and side pumped rod systems are used for industrial applications as well as for promising new applications like “Next Generation EUV-Lithography”.1) Disc laser The active medium of the disc laser has the shape of a disc with a few 100 µm thickness and a diameter of a few millimeters.2–5) The pump radiation is guided and homogenized using a glass rod or a fiber. Having a real homogeneous distribution of the pump radiation then by the disc concept a spatially one-dimensional temperature will result. In the ideal case there will be no thermal lense effect. In principle, a very high beam quality can be achieved which is independent of the laser power. The resonator is built by the backface of the disc and an external output coupler. Scaling the laser power is done by introducing a larger number of disc crystals within one resonator or by polarization coupling of two different oscillators. End pumped disc: Due to the small thickness of the disc the absorption of pump radiation for a single pass is low, but by a suitable optical system up to 32 passes of the pump radiation through the disc are established. Consequently, the disc laser is based on a “multi-pass-excitation-concept” and high values for regenerative amplification in order to compensate for the small crystal volume. To manage the optical setup for multi-pass excitation dominates the effects of thermal lensing. Reflection of the laser light as well as heat transport are taking place at one single mounting surface of the crystal, namely at the backface of the disc. To account for the thermomechanical (high cooling rate) and optical (high optical quality of the surface) demands simultaneously is the challenge. Slab Laser Conventional slab lasers are side pumped systems, where the whole crystal volume is excited. The diode pumped slab laser is based on a significantly different resonator concept and will be called “InnoSlab”. The “InnoSlab” is the youngest concept of diode pumped solid state lasers of the second generation.6) Side pumped slab: The laser emission is gain guided and parasitic modes–living outside the fundamental mode volume–are amplified. The output power is limited by thermomechanical damage of the crystal. It is worth to mention that the damage of the crystal evolves at the corner points where the heating is pronounced. End pumped “InnoSlab”: In contrast to the conventional “zig-zag” laser the laser beam axis is perpendicular with respect to the endfaces of the crystal. Radiation (exchange at the small endface) and heat (exchange at large endfaces) are exchanged with the surroundings across different surfaces of the crystal. Contact cooling of the heat takes place across the large endfaces and a nearly spatially one-dimensional distribution of the temperature is established. The temperature gradient is perpendicular with respect to the beam axis. The heated crystal acts as a cylindrical lense, which slightly depends on the width of the crystal. The thickness of the slab crystal corresponds to the height of the pump radiation field. For the “InnoSlab” the width of the diode laser bars (line fokii of side by side aligned single emitters) is matched to the width of the small endfaces of the Nd:YAG laser crystal. The width of the line focus is the scaling length for large laser power. To make efficient use of the amplifying medium at simultaneously high beam quality a stable-unstable hybrid resonator is used. Scaling of the output power at constant beam quality is done by increasing the crystal with respect to the instable direction (scaling direction). The effect of the cylindrical thermal lense is unaffected. The scalability of the power at unchanged high values for the beam quality (Fig. 4) is limited by the homogeneity of the diode pump radiation within the scaling direction. Similar as for the direct applications of the diode lasers the challenge also for the “InnoSlab” concept is to homogenize the diode laser radiation with respect to the 5 treme UV-radiation sources.7) Q-switched systems suitable for industrial use are realized, which are applied for example to polishing and cleaning of material surfaces.8) slow axis.6) Here optical homogenizer are used. Disc laser The pump arrangement of the disc laser is more skillful than for the other systems. The reason is twofold. There is a multipass of the pump radiation necessary for the high efficiency and the small spatial extent of the pump spot has to meet the requirement of high homogeneity and rotational symmetry to meet the ideas underlying the disc concept. Both requirements are approached by lossy and complex optics for beam forming. Due to the efficient use of the pump radiation within the laser crystal and the well established overlap between pump spot and medium the overall efficiency is larger than that of the rod laser. As consequence of the thin disc the amplification for a single pass is low. Therefore, Q-switched operation with short pulse duration or amplification with high gain-factor can be realized with this system only by using a comparatively complex regenerative amplifier. Due to the multi-pass operation the achievable pulse duration is limited by a lower bound, which is of main interest for pulsed applications like scribing, marking (Glass, Ceramics, etc.) and structuring. Today the disc and the “InnoSlab” laser are the most promising concepts for the resonator design and their potentials are not fully exploited. The suitable combination of the properties of diode laser radiation and the resonator design are the aims of actual development. To summarize the state of the art which belongs to the different laser systems and to conclude about their potential use in applications the “Beam quality – power – diagram” (Fig. 3) can be used. The aim of laser development is to get maximum beam quality that means minimum values for BPP at given laser power. Diode pumped solid state laser have the lowest BPP in the power range up to 500 W. Above this power range only the CO2 laser offer a better focusability. It is worth to remember that CO2 laser radiation cannot be guided by fibers and therefore behaves very inflexible within applications. “Innoslab” To generate short pulses in the Q-switch mode the slab laser is well suited by well balancing high values for amplification in combination with a short resonator length for short time scales of laser operation. Using a mirror system the rays within the slab can be folded such that in the different mode of operation large optical passes well suited for simple and efficient amplification are realized. The advantages of the Qswitched “Innoslab” for short pulse applications like polishing are demonstrated (Fig. 7). The development of new processes (see chapter 4.) is based on the extended parameter ranges by the “Innoslab”. In the sense of the tailored energy density the spatial, temporal, and spectral properties can be matched not only to improved manufacturing and micro technology, but also for the Life Sciences. 3. Range of use for diode pumped solid state laser 4. New applications with diode pumped solid state laser Beside the pure beam properties other characteristics of the laser system are of interest for the commercial impact. Main topics are the reliability (low complexity, etc.), the costs of the technology as well as pulsed mode operation and overall efficiency. To be suitable as amplifier or as Q-switched system is of interest for the large number of applications in marking, scribing, and structuring. The appearance of the three different laser concepts from a technical point of view are as follows: Selective Laser Melting (SLM) The tailored energy density allows for demonstration of new processes like spatially selective remelting (Selective Laser Melting SLM, Fig. 5) and subsequent polishing with laser radiation. With Selective Laser Melting (SLM) parts are produced from single component powders of serial materials (stainless steel 316 L, tool steel H11, and titanium TiAl6V4) by complete remelting of the powder along the track of the laser beam. Layer by layer the height is adjusted by the movable platform and the structured part is formed. Fig. 4. Scalability of the “InnoSlab” output power (filled circles) up to 1 kW at high beam quality M 2 < 3 (unstable direction, hollow squares) and M 2 < 7 (stable direction, circles). The data are given for the hybrid resonator with magnification M = 1.24 and length of 255 mm. The crystal volume is 40.5×10×1 mm3 . At maximum output power of 982 W the diode delivered 2483 W pump power. Hence the optical efficiency is 39%. The electrical efficiency is measured to be 16%. Rod laser The simplest system is the diode pumped rod laser. The radiation of the diode laser reaches the rod with high efficiency and without passing any complex optical and micro-optical systems. The beam quality of the pump diode laser for this setup is uncritical leading to a cost saving pump system. The arrangement of the diode laser allows for the exchange of a pump module without any new adjustment of the whole system. The maintenance of the system is facilitated. Diode pumped rod laser are available commercially up to 6 kW. With the rod laser simple and rugged amplifier systems can be built. Such amplifiers are suitable for example for Ex- 6 The combination of different processes for generation, structuring and polishing open up the way towards automated manufacturing of finished products like dies and moulds, which are subsequently used for mass-production of parts. These developments are in favor of production the threedimensional parts of metals, ceramics, and plastics having complex internal and external structures like integrated cooling channels (Fig. 5). Combination of these techniques allow to produce finished parts in short times. Functional prototypes, parts having complex structures are Fig. 5. During processing with Selective Laser Melting (SLM) a levelling system prepares the powder of serial materials to be scanned and molten by the laser beam. Fig. 7. Polishing results by short time evaporation and melting at the material surface. The final roughness R a = 2.7 after polishing with the 200 ns lamp pumped rod pulses (a) can be diminished down to R a = 0.2 using the 15 ns pulses of the “Innoslab” (b). The inverse feed rate is about 2 min cm−2 produced layer by layer from powders which are remelted by scanning the laser beam (Fig. 6). The achieved values for the form accuracy are smaller than 0.1 mm. The deviation of about 60–80 µm between the CAD data and the product are of the order of the surface roughness. The roughness of such parts out of steels are in the range of Rz =30–50 µm. The initial roughness after SLM are reduced to Ra =0.2 µm by applying pulsed slab laser radiation during laser polishing (Fig. 7). The mechanical properties like density and tensile strength are close to the values of the serial materials. To achieve the strain to rupture of the serial materials is a higher requirement to the process strategy and remains a challenge for the actual development. Fig. 8. Marking on the inside generates a micro deformation which scatters the light. Diode pumped solid state laser with rod and slab shaped crystals are used. High intensities in the range > 109 W cm−2 are applied by Q-switch operation of the slab laser. Repetition rate up to 20 kHz, pulse duration 15 ns/6 ns/100 ps, beam quality M 2 = 1, focal radius r F = 20–200 µm. Marking on the inside of glass The electro-optically Q-switched “Innoslab” reaches an averaged output power of 50 W at repetition rate of 45 kHz.9) At 5 kHz repetition rate a pulse duration of 5 ns and a pulse energy of 5 mJ are achieved. The maximum value for the output power reaches 800 kW, which enables high efficiency for frequency conversion. The large value for the maximum power and the high beam quality near the diffraction limit allows for marking on the inside of transparent materials (Fig. 8). Within the focal region of the laser beam extremely high values for the intensity (400 GW cm−2 ) are obtained, which lead to local absorption and optical breakdown. The absorbed power leads to micro cracks, which scatters the daylight. Fig. 6. Functional prototypes (a), productional moulds with embedded cooling channels (b), medical implants (c), parts with complex internal structure (d), graded composite material structures (e), and parts out of new materials like aluminum and ceramics (f) are generated rapidly by Selective Laser Melting (SLM). Cleaning The applicability of mechanical erosive and wet chemical processes for cleaning, descaling, and deflashing is limited. The mechanical load to the base material, environmental aspects, and the consequent costs are the main factors. Compared to these conventional processes laser treatment8) as the advantage to maintain precisely the predefined depth during ablation. Predefined spatial regions can be removed with high productivity and the process can be automated. Materials with highly absorbing coatings and high reflectivity of the base material are suited to be cleaned with intensive 7 and pulsed laser radiation. Low absorption in the base material leads to removal of the coating which proceeds until the base material becomes irradiated without damage of the material nearest to the cleaned track. Examples are the removal of conductor rails, cleaning of pylons for power transmission lines, deflashing/descaling of lead frames. Pulsed laser radiation (10–250 ns) having a wavelength (10.6 m, 1.06 m, 532 nm, 355 nm) depending on application are applied. 5. High Power Diode Laser The High Power Diode Lasers (HPDL) are a focal point for laser technology. In recent years they have developed from an attractive but costly solution for niche markets into a key laser product with broad applications such as the pumping of solid state lasers and direct use in the field of medicine. The compactness of diode lasers, their low costs, and the wide range of available wavelengths offer additional areas of applications like processing of plastics (Fig. 9) and also for sheet metal processing.10) The Beam Parameter Product BPP of the diode laser today is by two orders of magnitude higher than the BPP of diode pumped solid state lasers. As indicated in Fig. 3 for the available Diode Lasers show, that since introduction of the first diode systems in 1998 the output power (Fig. 10, left) as well as the beam quality (Fig. 10, right) are increased considerably. The driving factors for this development besides constantly increased laser output power have been the increased reliability and lifetime of the diodes.11) Output power from one bar The output power per bar for commercial High Power Diode Lasers rose by more than a factor of five over the last 10 years (Fig. 10, left) and peak laboratory values are even higher, by nearly another factor of five up to 270 W. The two most important interfaces to the diode laser’s surroundings are the front facet, where the optical power is coupled out, and the contact area to the heat sink, where the thermal power transfers to the cooling element. The light emitting area is approximately 1 µm thick and for a typical high power emitter 150 to 200 µm wide. When such an emitter produces an output power of several watts, then the light intensity at the outcoupling area of the front facet is in the order of several megawatts per centimeters squared. Intensities of this magnitude are common in laser materials processing, demonstrating that these intensities are close to the destruction threshold of solid materials. Wavelength- and polarization coupling of several bars High efficiency superposition is demonstrated10) to combine eight laser bars into one emission profile maintaining the Fig. 9. Different joint types (sandwich, slope, wedge) and irradiation strategies (a) contour, (b) fast quasi-simultaneous scan, (c) mask projection and (d) simultaneous are possible. Welding operations can be performed simultaneously when a single movable (a) or scannable (b) beam is replaced by several larger rectangular beams (d). The rectangular beams are aligned along the whole weld track. In simultaneous welding there are no moving parts. The residual mechanical properties of the weld governed by the thermal cycle can be controlled by the pulse shape and is no longer constrained by the welding speed. Fig. 10. The output power per bar increases rapidly and new concepts for the single emitter like the trapezoid shape (Source: Fraunhofer IAF) of an integrated amplifier are on the way increasing power and quality simultaneously. 8 Fig. 11. There are challenges from niche applications like mass production of future RAM and microprocessors offering a huge commercial impact. The required miniaturization of typical structural scales down to approximately 30 nm and can be achieved using Extreme-UV (EUV) lithography. The numerical simulation of the discharge phenomena generating the intense EUV-radiation is calculated using the Monte-Carlo Method. Elastic collisions as well as collisions with recombination and ionization of 70000 pseudo-particles are involved until 10 ms of computed real time. beam quality. The actually achieved rise of the band-edge of oxide coated interference filters allows to select four different wavelengths in the range from 780 to 900 nm at a degree of transmission and reflection of about 0.95 and 0.02, respectively. Two directions of polarization with four wavelength emission each are combined by zero-order phase shift. The simultaneous phase shift of the four different wavelengths require 120 nm band width whereas practically about 200 nm are feasible. Single emitters at high power: Tapered oscillators The beam quality is the most severe weakness of diode lasers. The radiation from conventional high power diode lasers is diffraction limited, but high power output means incoherent superposition of a large number of single emitters. As consequence, the diode laser bar has poor beam quality which corresponds to 40 or 50 times the diffraction limit (Fig. 3, 200 W). The aim of actual research is to get higher output power from a single emitter by using an enlarged active volume of each single emitter. The challenge is to choose a geometrical and optical structure such that beyond the enlarged active volume the emission from low order modes remains dominant and higher order modes–emitting in lateral direction–are suppressed. For example, the “tapered oscillator” (Fig. 10, right) use a narrow waveguide structure of length L1 at the back end to generate a high quality beam, and a trapezoidal area with length L2 for power amplification. 6. Outlook Beyond the continuous development of High Power Laser Beam Sources there are other challenges from niche applications, which offer a huge commercial impact. Light sources for chips of the next generation Mass production of future RAM and microprocessors having 10 times higher memory density and processing speed require new technologies to substitute todays optical lithography for example using excimer laser (Fig. 11). The required miniaturization of typical structural scales down to approximately 30 nm and can be achieved using Extreme-UV (EUV) lithog- raphy. With this EUV technology light sources with radiation wavelength of 13 nm will be used. To come out with such an EUV light source is the challenge for this technology. Feasible technical concepts and economical considerations of the chip making industry yield the requirements for a pulsed radiation source, which should supply a few times 10 W of EUV radiation coupled into the imaging optical system at pulse repetition rate of more than 5000 Hz. The usable bandwidth is about 2% around the spectral line center at 13.5 nm. Investigations are carried out world wide following two different concepts: laser induced plasma radiation as well as radiation from gas discharges are under consideration. At Fraunhofer ILT the development of a powerful pulsed laser 7) to produce such a laser induced plasma as well as investigations on the scalability of gas discharges to the required radiation power are on the way. Using the gas discharge a pulsed electric current of a few 10000 Ampere produces a Xenon-Plasma at a few 100000 degree Kelvin, which in turn irradiates the desired thermal radiation at 13 nm wavelength. The numerical simulation (Fig. 11, right) of the discharge phenomena is calculated using Monte-Carlo Methods. At the actual working point of Laser Technology strategy and quality as well as innovative technological concepts are the key for the future. Market- and customer oriented strategies have to be improved continuously to generate so called vertical structures in research and development. Vertical structures open up the possibility to make full use of the scientific and technological resources and to identify innovative concepts, which can be realized efficiently. The support of the BMBF and DFG is greatfully acknowledged. References 1) 2) 3) D. Hoffmann and R. Dinger et al.: ASSL 2001, Technical Digest (2001), p.294. C. Stewen, K. Contag, M. Larionov, A. Giesen, and H. Hügel: IEEE J. Sel. Top. Quantum Electron. 6, 650 (2000). F. Brunner, G. J. Spühler, J. Aus der Au, L. Krainer, F. 9 4) 5) 6) 7) 10 Morier-Genoud, R. Paschotta, S. Weiss, C. Harder, A. A. Lagatsky, A. Abdolvand, N. V. Kuleshov, and U. Keller: Opt. Lett. 25, 1119 (2000). S. Erhard: Jahrestagung NOVALAS, Freiburg, Germany (2001), S. 6. 1. 1 K. Ludewigt: Jahrestagung NOVALAS, Freiburg, Germany (2001), S. 6. 1. 3. K. Du, L. Wu, J. Xu, J. Giesekus, P. Loosen, and R. Poprawe: Opt. Lett. 23, 370 (1998). K. Nicklaus, D. Hoffmann, P. Loosen, and R. Poprawe: ASSL2001, Technical Digest (2001), p.240. 8) 9) 10) 11) J. Stollenwerk, D. Hoffmann, J. Ortmann, G. Schmidt, K. Wissenbach, and R. Poprawe: Proc. ICALEO99, San Diego, USA, 1999-11, Vol.87 (Laser Institute of America, 1999), p.240. J. Meijer (coordinator), K. Du, A. Gillner, D. Hoffmann, V. S. Kovalenko, T. Masuzawa, A. Ostendorf, R. Poprawe, and W. Schulz: C. I. R. P. annals (2002) in press. W. Schulz and R. Poprawe: IEEE J. Sel. Top. Quantum Electron. 6, 696 (2000). K. Boucke: Photonics Spectra 35, 122 (2001).