Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
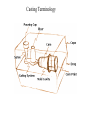
Types of Casting By Akhileshwar Nirala Sand casting Shell mold casting Investment casting Plaster mold casting Ceramic mold casting Die casting Centrifugal casting Sand casting is defined as pouring of molten metal into a sand mold (molds are generally provided with a cavity of the shape to be made) and allowing it to solidify inside the mould. Various patterns are used to create cavity in the molds wherein, pattern can be said as the replica of the final object to be made with some modifications. Depending on production quantities, different pattern materials namely wood, aluminum, ferrous metals are used in practice Casting Terminology Casting Casting = Pattern making + Mold making + Pouring Molten Metal + Cooling + Removal + Inspection Sand Casting : Expendable Mold casting process uses sand as molding material Mold Making Consists : Sand Preparation and Mold Making Sand Properties : Refractoriness (high Temp resistance), Cohesiveness, Permeability, Collapsibility How to get these properties? Mold Making Methods: Hand Ramming, Sand Slinger, Jolting, Squeezing, Combination Pouring Pouring System: Pouring cup/Basin: Rectangular Shape-No vortex-No suction of Gases Sprue: Short-Less KE –Less turbulenceTapered shape Sprue Well : Dissipate KEPrevent splashing – less turbulence Pouring Riser Need : Directional Solidification Feeding molten metal to compensate for solidification shrinkage Criteria: Riser should solidify after the casting. Types: Image Courtesy: wiki Cooling/Solidification Cooling Curve for a Pure Metal: Pouring Temp.: Temp of first liquid entering Mold cavity Alloy-Distinct M.P.-freezing range High Cooling Rate-fine structures-good mechanical properties Start of Solidification End of Solidification Chvorino’s rule : ts=B(V/A)n B=Mold constant n=1.5 to 2 Effect of Cooling rate: Process Sand Casting Permanent Mold Die Cast Solidification Yield Strength(MPa) 55 62 110 Tensile strength(MPa) 131 158 227 Elongation(%) 8 10 9 Cast Structure: Image Courtesy: wiki Removal of Casting: Shake out-vibrating machine Shot blasting-Removal of internal surface sand Trimming: Excess material-manual cutting, sawingTrimming Press Inspection: Nobody is perfect…Sand Casting too…Defects… Casting Defects: Image Courtesy: IITM, Manufacturing Processes, Lecture notes Different Sand Casting Processes: Green Sand Casting: 88% silica sand, 9% clay,3% water CO2 Molding: Sodium Silicate(3-6%)-CO2 flow- Strength Gain Shell Molding: Silica Sand + Thermo setting phenolic resin+ heat sensitive liquid catalystshot on preheated metal pattern-shell formation Shell mold casting is a metal casting process similar to sand casting, in that molten metal is poured into an expendable mold. However, in shell mold casting, the mold is a thinwalled shell created from applying a sand-resin mixture around a pattern. The pattern, a metal piece in the shape of the desired part, is reused to form multiple shell molds. A reusable pattern allows for higher production rates, while the disposable molds enable complex geometries to be cast. Shell mold casting requires the use of a metal pattern, oven, sand-resin mixture, dump box, and molten metal. The shell mold casting process consists of the following steps: Pattern creation - A two-piece metal pattern is created in the shape of the desired part, typically from iron or steel. Other materials are sometimes used, such as aluminum for low volume production or graphite for casting reactive materials. Mold creation - First, each pattern half is heated to 175-370°C (350-700°F) and coated with a lubricant to facilitate removal. Next, the heated pattern is clamped to a dump box, which contains a mixture of sand and a resin binder. The dump box is inverted, allowing this sand-resin mixture to coat the pattern. The heated pattern partially cures the mixture, which now forms a shell around the pattern. Each pattern half and surrounding shell is cured to completion in an oven and then the shell is ejected from the pattern. Mold assembly - The two shell halves are joined together and securely clamped to form the complete shell mold. If any cores are required, they are inserted prior to closing the mold. The shell mold is then placed into a flask and supported by a backing material. Pouring - The mold is securely clamped together while the molten metal is poured from a ladle into the gating system and fills the mold cavity. Cooling - After the mold has been filled, the molten metal is allowed to cool and solidify into the shape of the final casting. Casting removal - After the molten metal has cooled, the mold can be broken and the casting removed. Trimming and cleaning processes are required to remove any excess metal from the feed system and any sand from the mold. Introduction: • Investment casting is an industrial process and it is also called lost-wax casting . This is one of the oldest known metal-forming techniques from 5000 years ago. • This castings allow the production of components with accuracy, repeatability, versatility and integrity in a variety of metals and high-performance alloys. • It is generally more expensive per unit than die casting or sand casting, but has lower equipment costs. Process: Moldmaking: The first step in investment casting is to manufacture the wax pattern for the process. A mold , known as the master die, is made of the master pattern. The master pattern may be made from a low-melting-point metal, steel, or wood. Rubber molds can also be cast directly from the master pattern. Produce the wax patterns: The pattern for this process may also be made from plastic; however it is often made of wax since it will melt out easily and wax can be reused. Assemble the wax patterns: The wax pattern is then removed from the mold . Depending on the application multiple wax patterns may be created so that they can all be cast at once. In other applications, multiple different wax patterns may be created and then assembled into one complex pattern. The multiple patterns are attached to a wax sprue , and then it make a tree. Finally it is dressed, which means any other imperfections are addressed so that the wax now looks like the finished piece. Investment: • The metal casting pattern is then dipped in a refractory slurry whose composition includes extremely fine grained sand, water and binders. A ceramic layer is obtained over the surface of the pattern. The pattern is then repeatedly dipped into the slurry to increase the thickness of the ceramic coat. Dewax & burnout: The investment is then allowed to completely dry, which can take 16 to 48 hours . Drying can be enhanced by applying a vacuum or minimizing the environmental humidity. Most shell failures occur at this point because the waxes used have a thermal expansion Coefficient., so as the wax is heated it expands and induces great stresses. The mold is then subjected to a burnout, which heats the mold between 870 °C and 1095 °C to remove any moisture and residual wax, and to sinter the mold. Pouring: The investment mold is then placed cup-upwards into a tub filled with sand but if there are thin sections in the mold it may be filled by applying positive air pressure or pressure assisted Pouring .Then after pouring the mold is left for cooling. Removal: The shell is hammered, vibrated, water jeted , or chemically dissolved to release the casting. The sprue is cut off and recycled. Advantages of Investment casting: • • • • Many Intricate forms with undercuts can be cast. A very smooth surface is obtained with no parting line. Dimensional accuracy is good. Certain unmachinable parts can be cast to preplanned shape. • It may be used to replace die-casting where short runs are involved. • With this casting we can get the exact shape of the pattern. Disadvantages of Investment casting: • This process is expensive, is usually limited to small casting, and presents some difficulties where cores are involved. • Holes cannot be so small. • Investment castings require very long productioncycle times versus other casting processes. • This process is practically infeasible for high-volume manufacturing, due to its high cost and long cycle times. Application: • Investment casting is used in the aerospace and power generation industries to produce turbine blades with complex shapes or cooling systems. • Investment casting is also widely used by firearms manufacturers to fabricate firearm receivers, triggers, hammers, and other precision parts at low cost. • Industries that use standard investment-cast parts include military, medical, commercial and automotive. Plaster mold casting is a metalworking casting process similar to sand casting except the molding material is plaster of Paris instead of sand. Like sand casting, plaster mold casting is an expendable mold process, however it can only be used with nonferrous materials. Process First, the plaster is mixed and the pattern is sprayed with a thin film of parting compound to prevent the plaster from sticking to the pattern. The plaster is then poured over the pattern and the unit shaken so that the plaster fills any small features. The plaster sets, usually in about 15 minutes, and the pattern is removed. The mold is then baked, between 120 °C (248 °F) and 260 °C (500 °F), to remove any excess water. The dried mold is then assembled, preheated, and the metal poured. Finally, after the metal has solidified, the plaster is broken from the cast part. The used plaster cannot be reused. Mold: • The mold is made of special die steels. Die: The mold made of metals is called “die”. • These steels have very high melting point and must resist very high temperatures • This mold is only preferred when a large no. of castings are to be prepared Reason: This is a expensive mold. • The die is in two halves. • One half is fixed while other is moveable to allow the casting to be removed. Process: A die-cycle is completed in following steps: • The ladle brings the molten metal from the furnace and pours it into the shot sleeve. • Plunger pushes the molten metal into the cavity in the die, with a pressure of nearly 9800 psi. Die Casting • When metal is filled in the neck; incase of air-operated m/c, it is raised up to the die and locked in contact with the die opening. Die Casting • • • • Plunger is pushed down by a pressure of nearly 5000 psi to inject the molten metal into the cavity in the die. After the die is filled, metal is left to solidify. Pressure is maintained during solidification by a plunger or compressed air. After solidification, pressure is removed, the die is opened and knock-out/ejector pins are used to eject the casting out. Die Casting Die cycle: A cycle is a complete set of events in which one casting is produced. It consists of following steps: Closing the die. Shot: Injection of molten metal in die. Solidification of metal under pressure. Opening the die. Ejection of casting from the die. Die Casting Types/methods: Die casting is done by two methods: 1. Gravity Die Casting/Permanent die casting i- Slush casting ii- Low pressure die casting 1. Pressure Die Casting i- Hot chamber die casting ii- Cold chamber die casting iii- Centrifugal casting Die Casting Gravity Die Casting/Permanent die casting: • Molten metal is poured under gravity (i.e. without pressure). Die Casting Pressure Die Casting: • Molten metal is poured under pressure. • There are two types of pressure die casting. – Hot-Chamber die casting – Cold-chamber die casting Die Casting Gravity Die Casting: • In gravity die casting or Permanent Mold Casting, fluid metal is poured by hand into metal molds. • Both ferrous and non-ferrous metals can be casted. • Production rate is slow. • The casting is not so smooth or dimensionally accurate. Die Casting Cold-Chamber Die Casting: In this pressure die casting process, the basin of molten metal is not a part of the m/c. Molten metal is poured from an external melting container and a piston is used to inject the metal under high pressure into the die cavity. Injection pressure used in this machine typically 14 to 140 Mpa. High melting alloys of brass, aluminum, and magnesium are casted in cold-chamber m/c. Hot-Chamber Die Casting: • In this pressure die casting process, the basin of molten metal is a part of the m/c. • Low melting (less than 700oC) alloys of zinc, tin, and lead are casted in hot-chamber m/c. • It is mainly used for small castings (0.03kg to 40kg). • The injection pressure are 7 to 35 MPa. Die Casting The actual mold life varies: Alloy being cost: as higher the melting point, shorter the mold life Mold material: Grey cast iron has the best resistance to thermal fatigue and machines easily. Pouring temperature: High pouring temperature reduce the mold life, increases shrinkage problems and induce longer cycle time. Mold temperature: Low temperature produce misruns and high temperature results the mold erosion. Mold configuration: Difference in section size of mold and casting can produce Die Casting Advantages: • High production rates can be possible • Good surface finish, smooth cavity produces smooth castings. • Large number of castings can be produced by metal mold and economical justification for large production. • The process is fully or semi-automatic, which reduces labor cost. • Rapid cooling provides small grains size and good strength. Die Casting • The process is very fast and can produce large number of castings in a small time. • As casting is done under high pressure so the grains are highly compacted, increasing the strength of the casting. • High dimensional accuracy. Die Casting Disadvantages: • Metal dies are very expensive so high volume production is usually required to justify the expense. • Die casting machines are expensive too. • Machining for producing the cavity is expensive. • Nozzle and piston both require replacements and repairing. • High melting alloys cannot be prepared in hot chamber m/c. Die Casting • Expert metallurgical and production control is required for perfect castings. • Careful gating and vent systems are to be considered. • Although cold chamber process is applicable to most of alloys but due to ladling operation its production speed is slow. • The hard and strong metals such as iron and steel cannot be die-cast. • Centrifugal casting is also known as rotocasting, is a casting technique that is typically used to cast thin-walled cylinders. It is noted for the high quality of the results attainable, particularly for precise control of their metallurgy and crystal structure. Unlike most other casting techniques, centrifugal casting is chiefly used to manufacture stock materials in standard sizes for further machining, rather than shaped parts tailored to a particular end-use. • Centrifugal casting was the invention of Alfred Krupp, who used it to manufacture cast steel tyres for railway wheels in 1852. How is centrifugal casting done? In centrifugal casting, a permanent mold is rotated continuously about its axis at high speeds (300 to 3000 rpm) as the molten metal is poured. The molten metal is centrifugally thrown towards the inside mold wall, where it solidifies after cooling. The casting is usually a fine-grained casting with a very finegrained outer diameter, owing to chilling against the mould surface. Impurities and inclusions are thrown to the surface of the inside diameter, which can be machined away. Casting machines may be either horizontal or vertical-axis. Horizontal axis machines are preferred for long, thin cylinders, vertical machines for rings. Most castings are solidified from the outside first. This may be used to encourage directional solidification of the casting, and thus give useful metallurgical properties to it. Often the inner and outer layers are discarded and only the intermediary columnar zone is used. Features of centrifugal casting: • Castings can be made in almost any length, thickness and diameter. • Different wall thicknesses can be produced from the same size mold. • Mechanical properties of centrifugal castings are excellent. • Only cylindrical shapes can be produced with this process. • Size limits are up to 3 m (10 feet) diameter and 15 m (50 feet) length. • Wall thickness range from 2.5 mm to 125 mm (0.1 5.0 in). BENEFITS • Cylinders and shapes with rotational symmetry are most commonly cast by this technique • Thin-walled cylinders are difficult to cast by other means, but centrifugal casting is particularly suited to them. To the rotation radius, these are effectively shallow flat castings and are thus simple.