Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
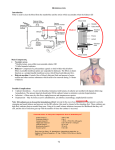
Adapted from Water Treatment for Hemodialysis Updated to Include the Latest AAMI Standards for Dialysate Nephrology Nursing Journal, 2005 PRE TEST (TRUE OR FALSE) 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. Over 80% of dialysate is water The average person on dialysis is exposed to anywhere from 90 – 192 liters of water (in the dialysate) per treatment. The Ministry of Industry & Trade and the Saudi Food & Drug Authority are solely responsible for the regulation of companies who sell water purification systems. A water temperature of 77 degrees contributes to an effective reverse osmosis (RO) system. A pH lower than 8.5 with Chloramine will result in poor quality. Water softeners remove hardeners from the water and replace them with Chloramine. Regenerated and reburnt carbon can be used for dialysis. In reverse osmosis, water is forced to flow in an unnatural direction across a semi-permeable membrane by means of low pressure. Chemical analysis should be performed at least annually to validate the removal of contaminants by the water treatment system. To prevent bacterial growth in a storage tank it should be conical shaped. The dialysis technician reports 150 CFU/ml in the dialysis water. You should retest next month. Injuries and deaths of patients on hemodialysis have been associated with inadequately purified water for the hemodialysis (HD) treatment Table 1 describes potential clinical symptoms of using inadequately purified water or contaminated dialysate. It is estimated that many more incidences go unreported because the chronic symptoms, like bone disease or chronic Water Treatment for Hemodialysis inflammation, can be insidious and relegated to problems secondary to ESRD unless a patient exhibits an acute or subacute reaction. More than 95% of the dialysate is water. The more pure the water, the more accurate the dialysate prescription delivered (as long as it is properly mixed with the correct proportions). Companies who sell water purification systems are regulated by the Ministry of Trade and Industry, the Saudi Food and Drug Authority and Municipality. Water Supply The first step to understanding water treatment is to understand water sources. There are two sources of water that municipal water suppliers use: ground water and surface water. Ground water comes from underground chambers such as wells and springs and is generally lower in organic materials but higher in inorganic ions such as iron, calcium, magnesium, and sulfate. Surface water comes from lakes, ponds, rivers, and other surface type reservoirs. It is generally more contaminated with organisms and microbes, industrial wastes, fertilizers, pesticides and sewage. Municipalities or public water suppliers process both types of water and, depending on the quality of the supply water, they may add chemicals. 2 of 2 Water Treatment for Hemodialysis Why Water Purity is Important During HD The average person consumes approximately 2 liters of water a day in different forms (juice, coffee, etc.), whereas a patient on hemodialysis is exposed to anywhere from 90-192 liters of water (in the dialysate) per treatment. In healthy individuals, the contaminants in water are mainly excreted through the kidneys and gastrointestinal (GI) system. Patients on hemodialysis, on the other hand, do not have functioning kidneys to excrete the waste products. They rely on HD to take out the wastes and normalize the electrolytes, not to potentially add a life-threatening contaminant from the massive water (as dialysate) exposure. The blood is only separated by a semi-permeable membrane in the dialyzer, which is only selective with respect to molecular size but is not contaminant specific. Contaminants will diffuse from the dialysate into the blood, dependent upon the level within the blood and their thresholds. 3 of 3 Water Treatment for Hemodialysis This article reviews technical information on feed water components, pretreatment components, reverse osmosis (RO) system, post-treatment components, distribution system, alternative disinfection, bacteria and endotoxins, and bacteriology of dialysate. Typically, not all the components mentioned are part of a water treatment system for HD. Components will vary from facility to facility depending upon the incoming water quality and philosophy of the staff or organization. Organizing the System The AAMI standards recommend and the FDA and Centers for Medicare and Medicaid Services (CMS) dictate that all water treatment devices are labeled with: The type of device, how it functions, and what to monitor. The manufacturer name and address with phone number. Appropriate warnings for use. Identifications to prevent improper connections. Flow schematics and diagrams should be displayed in the water treatment room and updated as necessary. Directional arrows on the piping and valves clearly labeled, will help keep things organized. CMS requires parameters of the different components to be listed on the water treatment log sheet. Some parameters vary from facility to facility, and should be adjusted for the facility’s unique situation and upon manufacturer’s recommendations. Contingency Plan A dialysis facility should develop a contingency plan as to what to do in case of no electrical or water supply to the facility, or in case of failure of a critical component of the system (e.g., carbon tank, RO system, or circulation pump). The plan should also address sudden changes in incoming water quality (AAMI, 2004). Water Treatment System The components of a water treatment system are discussed in the order that they might most likely appear (see Figure 1). It should be noted that when the word “shall” appears, it is taken from the AAMI standards in which “shall” is the strongest word possible, meaning it is not an option. 4 of 4 Water Treatment for Hemodialysis Feed Water Components Back-flow preventer. All water treatment systems require a form of back-flow prevention. A back-flow preventer prohibits the water in the water treatment components from flowing back into the potable drinking water lines. This protects the drinking water from contamination with disinfectants and cleaners that are used in the water treatment system. Many other devices outside of dialysis, like large air conditioning units, connected to the drinking water supply, require back-flow prevention in order to inhibit back-siphoning of antifreeze and other toxins into the drinking water. Local codes dictate the type of back-flow preventer that can be used and vary from area to area. Back-flow preventers must be installed by a plumber, and validated annually by a state authorized inspector. Never place back-flow prevention devices on the purified water loop piping; they can potentially contaminate the product water with bacteria, disinfectants and metals. They are only necessary at the very beginning of the system to break the connection to the city water. Temperature blending valve. The temperature blending valve mixes hot and cold water to an RO membrane industry-standard temperature of around 77° F (25° C). These valves are widely used on large central RO systems that tend to have cold incoming water. The colder the source water, the less purified 5 of 5 Water Treatment for Hemodialysis water the RO membranes will produce. For each 1°F temperature drop, the RO membrane produces 1.5% less purified water (1°C drop equals a 3% decrease). For instance, an incoming temperature of 50°F would result in an approximate loss of 40% product flow rate compared to 77؛F water. An alternative to temperature blending when not practical, as in single patient portable RO machines, is the use of larger or more RO membranes. The larger membrane surface area produces more permeate or product water. If blending hot and cold water together from a sink faucet, a temperature gauge must be in place with an audible alarm, as high temperatures can damage the RO membranes (though heat-tolerant RO membranes exist, most are sensitive to over-heating) and possibly harm the patient if the dialysis machine temperature alarm failed to place the dialysate flow in bypass. A temperature gauge should follow temperature blending valves and be read and recorded at least daily. The temperature valve should be compared to an independent meter on a routine preventive maintenance schedule (e.g., quarterly). Booster pump. The entire RO system requires a constant supply of water flow and pressure in order to operate successfully. Dialysis facilities experience fluctuating or decreased incoming water pressure and flow, especially since back-flow preventers and temperature blending valves substantially lower the pressure of the feed water. In order to compensate, a booster pump may be placed after these devices. Booster pumps should be preceded with and followed by pressure gauges that are read daily and the readings recorded. During cases of extreme low or intermittent to no water flow, a bladder tank may be coupled with a booster pump. A flexible “bladder” on the inside of the tank maintains pressurized feed water by cycling a diaphragm back and forth with pressurized water on the bottom-side and an air charge on the top side. A bladder tank should never be placed after the RO on the purified water distribution side of the system as disinfectant chemicals may be retained in the air charge side of the tank. If it should fail, these chemicals would be released to patients. Bladder tanks also encourage microbial growth. The bladder tank pre- and post-pressure gauges should be monitored daily and the readings recorded. 6 of 6 Water Treatment for Hemodialysis Pretreatment Components Chemical injection systems. In order for the RO to operate properly, and carbon tanks to remove chlorine/chloramine effectively, the ideal incoming water pH should be 5-8.5. In many areas of the country, the Ph is higher than 8.5, so a chemical injection system may be incorporated into the design of the pretreatment system, especially in the presence of chloramine. A pH higher than 8.5 with chloramines present will cause the carbon to be less adsorptive (a chemical process) and the RO membrane performance to degrade, resulting in poor water quality (Leuhmann et al.,1989). In order to reduce the pH, chemical injection systems meter a small amount of a strong mineral acid, such as muriatic, also known as hydrochloric (HCl), or sulfuric acid into the feed water system. The use of organic acids such as acetic acid is not recommended as they are nutrient rich and can encourage the growth of bacteria in the pretreatment and RO system (AAMI, 2004). Chemical injection systems may also be used to reduce chloramines in the incoming water when sufficient carbon tanks alone do not adequately do the job. Sodium metabisulfite is the chemical that will aid in the reduction of chloramines (AAMI, 2004). A means to verify that the reduction of the chemical additive is decreased to a safe level before it is used for patients should also be employed (AAMI, 2004). Chemical injection systems dispensing acid should be placed before the sediment filter. The lower pH will cause dissolved metals like aluminum and some salts in the feed water to precipitate. The depth filter bed will catch most of the solidified particles. Chemical injection devices consist of a reservoir that contains the chemical to be injected, a metering pump and a mixing chamber located in the incoming water line. They should be able to tightly control the addition of chemicals, and have a control system that allows chemical to be injected in proportion to the water flow through the pretreatment tanks, or a pH monitor that automatically adjusts the injection of chemicals. The pH after the injection system should be monitored continuously and read and the results recorded at least daily. On a routine basis, the pH monitor should be checked with an independent meter as they tend to drift (AAMI,2004). All material safety data sheets (MSDS) and Occupational Safety and Health Administration (OSHA) requirements must be followed for the safe handling of chemicals. 7 of 7 Water Treatment for Hemodialysis Sediment filters. Large particulates of 10 microns or greater that cause the supply water to be turbid – such as dirt, silt, and colloidal matter (suspended particles) – may be removed by sediment filtration. Foulants can clog the carbon and softener tanks, destroy the RO pump and foul the RO membranes. Unfortunately, not all suspended materials are removed by sediment filters and they can coat the surfaces of the softener and carbon media rendering them useless, and mask the RO membrane surface, thus the use of chemical injection may be in order. Many source waters, in spite of their apparent clarity, carry a large amount of suspended particulate matter that can adversely affect the RO system. A silt density index (SDI) test measures and evaluates how rapidly a specialsized screen becomes clogged on a particular water source. Most RO membrane manufacturers recommend that feed water SDI not exceed a value of 5.0. Sediment filters are typically placed at the beginning of the pretreatment and can be cartridge type filters, single media filters, or multimedia filters. Multimedia filters, sometimes referred to as a depth bed filter, are most commonly used. They contain multiple layers of various sized rocks ranging from sand to gravel that literally trap the large particles as the water is filtered downward. All the tiers are constructed of different sized media so that not all the particulates are collected at the top but rather distributed through the media bed, a phenomenon known as depth filtration. By using a stratified bed, increasingly smaller particles are captured, the entire bed is used and the filter is not rapidly clogged. An automatic multimedia filter is backwashed on a preset time schedule (when the system is not in use) so that the media is cleansed and redistributed regularly. By redirecting the water flow from the bottom of the tank upward (backwashing), the tightly packed bed is lifted so that the lighter material floats to the top and out to drain. The media, chosen for its size and density, then resettles in its ordered layers when the process is complete. Multimedia filters should be backwashed routinely – how often depends on the amount of particulates in the supply water and the pressure drop through the tank. Pressure gauges on the inlet and outlet of the tank monitor pressure drop (delta pressure) and are read and recorded at least daily to monitor clogging of the filter bed. When these gauges display a difference of a 8 of 8 Water Treatment for Hemodialysis predetermined value (e.g., 10 PSI or greater), it is time to backwash (keep in mind that multimedia filters tend to work better when they are a little dirty). Also, the clock on the head of the tank should be read and the reading recorded daily. When you compare the time on the display with the actual time, they should be the same. Situations such as power failures can reset the backwash time to occur during patient runs. No patient harm would occur, but the patients’ treatments would be delayed as the RO would have no water flow. Water softener. Hard water containing calcium and magnesium form scale or mineral deposits on the RO membranes and eventually foul the membranes. Once mineral deposits form on the RO membrane surface, the membrane performance and product water quality will decline. Mineral scale can become permanent and decrease the life expectancy of the RO membranes if not cleaned. Some source waters can foul RO membranes within hours if a softener is not used, turning the membranes literally to stone. A softener is placed before the RO unit to protect the RO membrane life and before deionization (DI) in order to extend the life of the DI (see Figure 2). Softeners turn hard water into “soft” water by removing the hardness and exchanging it for sodium (see Figure 3). The resin beads within the tank have a high affinity for the cations calcium and magnesium (both divalent bonds) that are present in the source water. The resin beads release two sodium ions (monovalent bond) for every one calcium or magnesium captured. Sodium chloride does not deposit scale on the RO membranes; in fact, it is rejected quite readily to drain. 9 of 9 Water Treatment for Hemodialysis Hardness is measured in grains per gallon (grain literally meaning the white precipitate left from evaporated water being the size of a grain of wheat) or mg/ml and should be expressed as CaCO3 (calcium carbonate) for uniformity purposes (AAMI, 2004). To a lesser degree, softeners will remove other polyvalent cations such as iron and manganese. Softeners are sized in grains of capacity; 1 cubic foot (cu. ft.) of resin equals 30,000 grains of hardness as CaCO3 exchange capability. A source water analysis that states the level of the hardness as CaCO3 is important in determining the size of the softener. A formula can be used to calculate how long the softener will last before needing regeneration. Decreased softener resin life may occur if exposed to detrimental levels of chlorine or chloramines in the incoming water. Therefore, the softener can be placed before or after the carbon tanks, depending on what the chlorine/chloramine levels dictate. Softeners are also placed before the carbon tank on the chlorinated/chloraminated water side in order to impede microbial growth within the softener, decreasing the bacterial bioburden to the RO membrane. The softener needs regenerating on a routine basis with concentrated sodium chloride solution (brine) before the resin capacity is used up. Also, like multimedia filters, during normal operation, the water flows downward through the resin and can tightly pack the resin. Before the regeneration process, the resin is backwashed to loosen the media and rinse away any particulates. After the backwashing step, the brine solution is drawn into the tank to regenerate the resin. The calcium and magnesium are forced off the resin bead sites, even though they possess a stronger bond than sodium, because they are overwhelmed by the amount of sodium ions. Next, the excess salt solution is rinsed out of the tank. Regeneration is usually performed every day or every other day that the softener is used at a time when the water treatment system is not in use. Since high water flow and pressure is required for backwashing, generally one pretreatment tank is done at a time. Most dialysis facilities use a permanent softener that incorporates a brine tank and control head that executes the automatic regeneration cycle. Automatically regenerated softeners should be fitted with a regeneration lock-out device to prevent the regeneration process during patient treatments (AAMI, 2001; AAMI, 2004). 10 of 10 Water Treatment for Hemodialysis Portable exchange softeners (softeners that are regenerated off-site) are sometimes used in areas that regulate the amount of sodium chloride discharged to drain. In this case, the softener tank will be replaced on a routine basis and will not have a control head or brine tank. They may also be employed on single patient portable RO systems in acute dialysis settings for quick turn-around and ease. A hardness test using an ethylenediaminetetracetic acid (EDTA) titration test, or dip and read test strips on the effluent softened water should be done at least once at the end of the day and recorded (AAMI, 2004). Testing at the end of the day proves the softener performed adequately all day in removing hardness. However, doing an additional test at the beginning of the day, determines that the softener was regenerated adequately during the night. Hardness tests should be less than 1 grain per gallon (gpg) hardness (<17.5 mg/L) and performed on fresh water, not water that has sat in the tank all night (AAMI, 2004). Start the water treatment system approximately 15 minutes (shorter interval for portable systems) prior to drawing the sample. If the hardness test reads above 1 gpg, the softener may need regenerating before use. Check the timer in the control head to see that it displays the correct time, and read and record the pressure from the gauges pre and post the softener daily to assure it is not clogged. Brine tank. The brine tank contains the salt pellets and water to create the super-saturated salt solution used for softener regeneration. Fifteen pounds of salt are required to regenerate 1 cubic foot of resin (30,000- grain capacity). Only refined pellet shaped salt should be used (FDA, 1996; AAMI, 2004). Salt designated as rock salt may contain too many impurities, such as dirt, that may damage or clog the brine tank and softener control head (AAMI, 2004). The salt level in the brine tank should be inspected daily and be at least halffull with salt (AAMI, 2004). Ascertain that a “salt bridge” has not formed by tapping on the top of the salt in the tank. If a salt bridge has formed, the salt will not dissolve into solution and, when tapped, it will break and fall into the tank. In this case, the softener will not regenerate to full capacity and would not soften to the expected duration of time. Record the level of water and salt daily. Carbon adsorption. Chlorine and chloramines are added to the city water supply for disinfection purposes. In drinking water, these additives allow us to drink the water with minimal risk of becoming ill from a parasite or 11 of 11 Water Treatment for Hemodialysis pathogenic bacteria. However, there are some drawbacks to the disinfectants themselves. For instance, chlorine can combine with other organic chemicals to form trihalomethanes, a known carcinogen. For this reason, chloramines, a combined chlorine that cannot combine with other chemicals, has become a major disinfectant of drinking water. But, as compared to chlorine, it takes a longer contact time to be adsorbed. Since the initiation of chloramine use, there have been more reported incidents of hemolysis and related symptoms in patients due to chloramines exposure than compared with chlorine, though chlorine is also harmful (Ackerman, 1988; AAMI, 2001; FDA, 1988; Luehmann et. al., 1989 ). Beside the deleterious effects in patients, both chlorine and chloramines are not removed by RO and actually damage the thin film-type RO membranes. Therefore, they must be removed before the RO sys- tem. Furthermore, chloramines must be removed before DI because there is a possibility that carcinogenic nitrosamines may develop if non-carbon filtered water enters the DI bed (Kirkwood, Dunn, Thomasson, & Simenhoff, 1981). Carbon filtration will remove chlorine and chloramines that are almost always present in the source water by means of a chemical process termed adsorption. As the input water flows down through the granular activated carbon (GAC), solutes diffuse from the water into the pores of the carbon and become attached to the structure (see Figure 4). As a side benefit, a wide variety of naturally occurring and synthetic organic compounds such as herbicides, pesticides and industrial solvents will be adsorbed too (AAMI, 2004; Luehmann et al, 1989). GAC is a type of carbon that is appropriate for HD and can be made of many different organic materials such as bituminous coal, coconut shells, peach pits, wood, bone and lignite that have been exposed to excessive temperatures (pyrolysis). GAC is then acid washed to remove the ash and etch the carbon to increase the porosity and thereby the absorbency of the GAC. All GAC used for dialysis should be acid washed, especially carbon derived from bone, wood or coal as these tend to leach metals, such as aluminum, when they are not acid washed and exposed to water. GAC is rated in terms of an “iodine number,” which measures the ability to adsorb low molecular weight, small organic substances like iodine and subsequently, chlorine and chloramines. The higher the iodine number, the more chlorine and chloramines will be adsorbed. When GAC is used, it shall 12 of 12 Water Treatment for Hemodialysis have a minimum iodine number of 900 or greater. It would be ideal to have a total chlorine number rating for carbon, but it is not the practice. When other forms of carbon are used, the manufacturer must supply performance data that demonstrates the removal of chlorine and chloramines to safe levels at the maximum flow rate through the tanks for a sustained time between testing (AAMI, 2004). Another rating system pertinent to dialysis is the abrasion number, which reflects the ability of the GAC to withstand degradation – the higher the number, the more resistant to breakdown. Since there is frequent backwashing associated with carbon for dialysis, a durable carbon like acidwashed bituminous coal should be considered. Regenerated carbon that is reburnt and reused by the manufacturer, shall not be used for dialysis, it must be virgin carbon. Carbon is used in many, more toxic applications than dialysis and when reprocessed, can retain impurities that may be toxic to patients (AAMI, 2004). It is recommended that GAC have a mesh size of 12 x 40 or smaller in order to obtain a large surface area, but not too small, or flow will be impeded through the bed (Luehmannet al., 1989). New carbon must be flushed thoroughly to remove the ash and carbon fines (small pieces of carbon), or they will damage the RO membrane. At least two carbon beds shall be used in a series configuration (one tank feeding the other) with a sample port following both tanks. Sometimes tanks are arranged as a series-connected pairs (the water stream is split and feeds into two or more sets of carbon tanks) so that the tanks are not so large (see Figure 5). In either set-up, each tank or pair of tanks, shall equal 5 minutes empty bed contact time (EBCT) for a total of 10 minutes EBCT at the 13 of 13 Water Treatment for Hemodialysis maximum flow rate, and the flow dynamics through the tanks should be equal (AAMI, 2004). A 10-minute exposure time of the water through the carbon tanks is imperative in order for the chlorine to be reduced to at least 0.5 mg/L and the chloramine to be adsorbed to at least 0.1 mg/L (AAMI, 2001; AAMI, 2004). The contact time can be calculated using the input flow rate (Q) in gallons per minute (gpm) and the volume of carbon media in cu. ft. (V). EBCT = V x 7.48 (gallons/cu. ft.) Q Sometimes carbon alone is not enough, and an additional means of chlorine/chloramine removal may be necessary (refer to chemical injection section). Portable single patient RO systems are exempt from this standard since oneto-one monitoring typically exists and 10-minute EBCT is not practical, therefore one (or two) smaller tank may be substituted as long as the absence of chlorine/chloramines is verified before each run (AAMI, 1998; AAMI, 2001; FDA, 1996). One caveat – small carbon cartridge filters should not be used alone as they have minimal EBCT for adsorption and are not appropriate for the high flow rates. GAC has a finite capacity where its adsorption capability is exhausted. Also, the ability for the carbon to remove chlorine and chloramines may be reduced when other substances mask the reactive sites or when the pH of the water increases or the temperature decreases. Due to all these variables, it is impossible to predict when the carbon may exhaust, so frequent testing is mandatory. The chlorine/chloramine level should be checked before every patient shift. If there is not a definite patient shift, then the chlorine/chloramine test should be done every 4 hours. The N, N-diethyl-pphenylene-diamine (DPD)-based test kits (e.g., Hach™ digital tester) or dip and read test strips may be used. If using a test strip, assure that the sensitivity is less than 0.1 mg/L. With the standard DPD test, the difference between the free chlorine and total chlorine is considered the combined chlorine (or chloramine) content, since there is no test that isolates chloramines. Instead of testing for both free chlorine and total chlorine and figuring out the difference, it may be easier to test for total chlorine which is the sum of all chlorine, including chloramines. If a single indicator test is employed, assure that it is for total chlorine, and not only for free-chlorine as the entire group of combined chlorine would be missed. With single indicator 14 of 14 Water Treatment for Hemodialysis tests, the maximum level of total chlorine shall be less than 0.1 mg/L (AAMI, 2001, 2004). Dip and read test strips for residual chlorine disinfectant have a sensitivity of 0.5 mg/L and are not appropriate for total chlorine analysis. If the total chlorine level after the first tank (or tanks), rises to 0.1 mg/L or above, a positive test result, checking for total chlorine must be performed after the second tank (or tanks). Assuming the test is negative after the second tank, dialysis treatments may resume as long as arrangements have been made to change out the first tank(s) within a 72-hour period, and more frequent total chlorine testing is initiated, e.g. test every 1/2 to 1 hour (AAMI, 2004). If the testing after the second carbon tank turns positive, all treatments must cease. When replacing the carbon, whenever possible, the second carbon tank should be placed in the first position, and the new tank put in the second spot. If it is not possible, both tanks should be replaced (AAMI, 2004). Bypass valves placed on the piping to the carbon tanks that allow the feed water to completely bypass all the carbon tanks are unsafe and not recommended. If there are any bypass valves present, they should be locked (e.g., zip or cinch plastic tie) so they cannot be easily repositioned. Inherent problems with carbon tanks are channeling, because water tends to flow in the path of least resistance, compaction forming smaller carbon fines, and biological fouling as carbon is an organic medium. These phenomena cause the carbon surface area to be underutilized. Therefore, carbon tanks are backwashed on a routine basis to “fluff” the bed, clean the debris out and expose unused sides of the carbon. Backwashing does not regenerate the carbon. When it is exhausted, the carbon must be replaced. Exchange carbons may also be used but they are not back-washable and need to be replaced on a more frequent basis. Monitoring of the carbon includes pre- and posttank pressures, checking the display clock for the correct time, and testing the effluent for chlorine/chloramine breakthrough before every patient shift. Document when the carbon tanks have been exchanged or rebedded, and include the grade of carbon used and the length of time the new carbon is rinsed (if not rinsed thoroughly, the residue will harm the RO membranes). 15 of 15 Water Treatment for Hemodialysis Reverse Osmosis Systems Cartridge prefilter. Prefilters are particulate filters positioned after all the pretreatment components and immediately before the RO pump and membranes. Carbon fines, resin beads and other debris exiting the pretreatment can destroy the pump and foul the RO membranes. Typically, prefilters range in pore size from 1-5 microns. Two gauges monitor the inlet and the outlet pressures. If the delta pressure increases by approximately 8 or greater over new filter pressure differential, the filter is clogged and needs replacement. Prefilters are inexpensive insurance against damaging more expensive items downstream in the system. Therefore, changing them on a routine basis before the delta pressure indicates an increase is a good practice. When removing the old filter, inspect the filter’s center tube for soiling. If dirt is present, the filter was overburdened and should have been replaced sooner. The housing of the prefilter should be opaque to deter algae growth (AAMI, 2001; AAMI, 2004; FDA 1996). Read and record pre- and postfilter pressures and the delta pressure daily. RO pump and motor assembly. The RO pump (the noisy thing you hear in the RO room) increases water pressure across the RO membranes to make pure water. RO systems typically operate between 200-250 PSI (pounds per square inch). It is important that RO pumps are made of high-grade stainless steel, inert plastics or carbon graphite-wetted parts. Brass, aluminum, copper and other metals will leach contaminants into the water and are not compatible with peracetic acid-type disinfectants. Operating RO pumps dry will cause irreparable damage. Monitor the inlet and discharge pressures continuously and record daily. RO membranes. The RO membrane is the heart of the system. It produces the purified water through reverse osmosis (see Figures 6 and 7). RO is just that, it is the opposite of osmosis. Osmosis is a naturally occurring phenomenon involving the flow of water from a lessconcentrated compartment (e.g., non-salty side) to the more concentrated compartment (e.g. 16 of 16 Water Treatment for Hemodialysis salty side) across a semi-permeable membrane until equilibrium is obtained. In reverse osmosis, concentrated water (feed or supply water) is forced to flow in the opposite, or unnatural direction across a semi-permeable membrane by means of high pressure (see Figure 8). Natural osmotic flow is overcome, and pure water passes through the membrane, leaving the dissolved solids (salts, metals, etc.) and other constituents behind on the concentrated (or waste) side. In other words, a hydraulic pressure overpowers the osmotic pressure. Dependent upon how much product water is needed, the RO system will have one or more membranes. RO membrane technology is the tightest membrane known. RO membranes reject dissolved inorganic elements such as ions of metals, salts, chemicals, and organics including bacteria, endotoxin and viruses. Rejection of charged ionic particles ranges approximately from 95%-99%, whereas contaminants such as organics that have no charge are rejected at a greater than 200 molecular weight cut-off. Ionic contaminants are highly rejected compared to neutrally charged particles, and polyvalent ions are more readily rejected than monovalent ions. pH and damage to the membranes will also change rejection characteristics. Thin Film (TF) RO membranes made of polyamide (PA) are the most common type used in HD. These membranes are 17 of 17 Water Treatment for Hemodialysis made with a thin, dense, semi-permeable membrane over a thick porous substructure for strength and spiral-wound around a permeate collecting tube (see Figure 7). The spiral design allows for a large surface area in a small space. The incoming water stream will split into two streams - one purified water and the other a waste stream. This is known as cross flow filtration. TF RO membranes will degrade when exposed to oxidants such as chlorine/chloramines, and, therefore, must be preceded by carbon adsorption. Bleach cannot be used to sanitize TF RO membranes. Care must be taken with the use of peracetic acid products for disinfection, as they will oxidize the RO membrane if used above a 1% dilution, if left longer than 11 hours contact, or if iron deposits and other metals reside on the RO membrane. Furthermore, incoming water temperature, adequate pretreatment, pH, and cleanliness of the RO membrane surface all influence performance of the membrane and, therefore, water quality. TF membranes have a wide pH tolerance of 2-11; however, the optimum pH range for membrane functioning is 5.0-8.5. High alkalinity also enhances scaling of the RO membrane surface. Scale deposits such as calcium and magnesium salts, silt, metals, organics and dirt will accumulate on and eventually foul the RO membrane exterior. Routine cleaning, usually quarterly, will strip the scale and silt build-up. High pH cleaners will remove the silt and dirt slime layer, and low pHcleaners strip the mineral scale and metal build-up. Disinfection regimens vary widely, but once a month is recommended for the entire system (if using a chemical-like peracetic acid), from RO to dialysis machines, which will disinfect the often-forgotten incoming water line to the dialysis machine (Amato,1995; Bland & Favero, 1989). With storage tank systems, weekly disinfection of the tank and distribution loop is a good idea. For portable RO systems, weekly disinfection should be performed, or whenever there is down-time for more than 48 hours (Amato, 1995). A form of preventing disinfectant from being delivered to the patients (e.g., disinfection lockout) shall be provided by the manufacturer (AAMI, 2001). RO membrane performance is measured by percent rejection. Final product water quality is measured by either conductivity in microsiemens/ cm or total dissolved solids (TDS) displayed as mg/L or parts per million (PPM). Both 18 of 18 Water Treatment for Hemodialysis percent rejection and water quality monitors shall be used and continuously displayed with audible and visual alarms that can be heard in the patient care area (AAMI,2001, 2004). Percent rejection alone only measures membrane performance. For example, if the source water is relatively pure, containing 100 PPM dissolved solids (metals, salts, etc.) and the percent of those dissolved solids that are rejected to waste equals 95%, the final water quality would display 5 TDS mg/L or PPM. However, if the source water had as much as 1000 PPM and the percent rejection continued to be 95%, the final water quality would then be 50 PPM. In each scenario, the percent rejection is the same 95%, but the final water quality is significantly different. An AAMI analysis in either case must be done to indicate whether the water is suitable for dialysis or needs further purification as the monitors do not specify what contaminants are left. An AAMI chemical analysis (see Table 2) shall be performed at least once a year to validate the removal of contaminants by the water treatment system. Some states require more frequent testing such as twice a year (Texas Department of Health, 1996). The AAMI sample should be drawn after all the components, on the most distal portion of the distribution loop or loops (AAMI, 2001). The system must operate within the AAMI parameters at all times, so it is suggested to test quarterly with seasonal changes (AAMI, 2004). An additional AAMI analysis should be done if the percent rejection falls below 90% and/or the water quality degrades below a predetermined set parameter (dependent upon location) (AAMI, 2004) especially if it is unable to be recovered through cleaning or repair. When a new RO system is put in place or when RO membranes are replaced, an AAMI chemical analysis must be completed. If a predetermined setpoint for water quality is violated, the product water should divert to drain in order to avoid delivering patients unsafe water. The medical director should be notified to determine whether to continue treatments (AAMI, 2001; FDA, 1996). Small portable RO systems are exempt from the divert-to-drain standard since one to one monitoring usually exists (FDA, 1996). If a problem arises, the treatment should be discontinued and the physician should be notified. AAMI has determined the maximum allowable levels of contaminants that can safely be in the water for HD before causing harm (see Table 2). Usually, RO systems can meet the AAMI standards on drinking water that meets EPA guidelines. Sometimes, double-pass RO, or two-stage RO, where product water from one RO stage is fed into another RO stage, is used for extra 19 of 19 Water Treatment for Hemodialysis purification. Deionization may also be used to polish RO water that cannot meet the standard. RO systems, pumps, dialysis machines and other equipment all require a minimum flow rate and pressure to operate properly without damage. Pressure gauges typically measure the inlet water supply, pump, reject water (or waste), and product pressures, and are displayed as pounds per square inch (PSI) or in actual gpm using flow monitors. Percent recovery (not to be confused with percent rejection) of a large RO system is generally set between 50%-75%, meaning that if the RO has 8 gpm flow, and a 50% recovery, half, or 4 gallons, of the incoming water will be made into product water and the other half, or 4 gallons, will go to drain. With 75% recovery, 75% would be made into product water, and 25% would go to drain. Many RO systems will recycle some of the reject stream to increase the flow into the RO and to conserve water (waste recycle). Also, most RO systems will return the unused purified product water back to the system as it is good water and it should not be wasted. All gauges and flow meters should be within manufacturer’s specifications and the readings should be recorded daily. Water quality (conductivity or TDS) should be within normal limits for the area, and checked against an independent device routinely and recorded at least daily. Percent rejection should be above 90% and documented daily. While it is true for all measurements on a water treatment system, it is especially important to include the expected parameters for water quality on the log sheet. Trend analysis is also vital for documenting water treatment systems. It allows the user to be more proactive, seeing a problem arising, rather than “putting out fires.” Posttreatment Components Deionization. Sometimes DI is required to polish the water when RO alone cannot reduce the contaminants to within AAMI standards. Also, facilities may use DI as an emergency back-up to the RO and have the tanks off-line (or “dry”). Or, they may have a contingency plan with a DI vendor to deliver the tanks quickly in case of an emergency. DI contains resin beads that remove both cations and anions from the water in exchange for hydroxyl (OH-) and hydrogen (H+) ions. The ions released combine to form pure water (H2O) (see Figure 9). Particles without a charge 20 of 20 Water Treatment for Hemodialysis are not removed by DI, as they are with RO, so nonionized substances like bacteria and endotoxin will not be removed. In fact, DI resin is a conducive environment for microbial growth. Because of the potential for bacterial contamination, DI shall be followed by an ultrafilter (UF) so that the downstream components are not contaminated (AAMI, 2001; AAMI, 2004). DI resins retain all the ions accumulated until they reach an exhaustion point. Before this occurs, the tank must be exchanged for a new one. If a DI is used past its point of exhaustion (<1 meg-ohm/cm resistivity), it will start to dump dangerous levels of ions in mass quantities, the weakly attracted ions like aluminum and fluoride going first. Injuries and deaths have been reported with the improper use of DI, therefore it is imperative to assure the safest set-up is in place (Luehmann et al., 1989). DI tanks can be either dual bed or mixed-bed varieties. Dual bed type are tanks that contain either all cation or all anion-attracting resin beads and require two tanks, one of each, in series to remove the ions from the water. Mixed-bed deionizers contain both positive and negative-charged resins in one tank, and produce a higher quality of water than dual beds. Dual beds may be used as long as they are followed by at least one mixed-bed tank. It is recommended that when DI is in place, that two mixed beds are used in a series configuration so that if the first tank exhausts, it can be taken off-line and the second one used for a short time until the first DI is replaced (AAMI, 2004). 21 of 21 Water Treatment for Hemodialysis DI has a finite capacity, 1 cu. ft. of DI resin equals 8,000 grains exchange capability. When the bed is exhausted, it must be replaced with medical (or potable water) designated resins (AAMI, 2001; FDA 1996, Luehmann et al., 1989). DI is used for many industrial applications, such as in chrome plating factories, which can leave the resin full of toxins and heavy metals. These industrial resins could harm patients and should be regenerated separately from dialysis resins. Further, the tanks should be disinfected at the time of regenerating to prevent pyrogenic episodes in patients (AAMI, 2001). Carbon filtration shall precede DI; otherwise carcinogenic nitrosamines can develop when water that is not carbon filtered contacts the resin beads (AAMI, 2004; Kirkwood et al. 1981; Luehmann et al., 1989). DI shall be monitored continuously with a temperature compensated audible and visual resistivity alarm that is heard in the patient care area. The final DI tank shall have the more sophisticated monitor; the preceding tanks may have simple indicator lights (AAMI, 2001; AAMI, 2004). Since DI can exhaust and dump its retained ions, DI should not be used for primary filtration (without RO). Also, DI coupled with UF is unable to remove low molecular weight bacterial by-products such as microcystins (toxins from blue-green algae) that can be deadly to patients (AAMI, 2004). Two tanks need to be set up in a series configuration, one as the worker, one as the back-up. DI shall also have a divert-to-drain mechanism for deteriorating water quality events ( AAMI, 2001; AAMI, 2004; FDA, 1996). Resistivity, which is the inverse of conductivity, should read continuously above 1 meg-ohm/cm and be recorded twice daily (AAMI, 2004). Pre and post pressure readings should be read and recorded daily. DI tanks should be exchanged on a regular basis even if the resin is not exhausted due to the microbiological fouling potential. Bacteria and endotoxin levels post the DI should be routinely monitored. Ultraviolet irradiator (UV). UV is a low pressure mercury vapor lamp enclosed in a transparent quartz sleeve that emits a germicidal 254 nm wavelength and delivers a dose of radiant energy in order to control bacteria proliferation. The UV is able to penetrate the cell wall of the bacterium and altar the DNA to either kill it or render it unable to replicate. It is possible for some species of bacteria to become resistant to the UV irradiation. Therefore, the irradiator shall be equipped with a calibrated ultraviolet 22 of 22 Water Treatment for Hemodialysis intensity meter that delivers a minimum dose of radiant energy at 16 milliwatt-sec/cm2, and activates a visual alarm that indicates he lamp needs to be replaced. If the UV is not equipped with an intensity meter, the dose of radiant energy delivered shall be at least 30 milliwatt- sec/cm2. As the UV kills the bacteria, it may increase the level of endotoxin as a result of the destruction of the gram-negative bacteria (endotoxin producing) cell wall where endotoxins harbor. UV shall be followed by ultrafiltration (AAMI, 2001, 2004). UV irradiation may also be placed on the feed side of the water treatment system, after all the pretreatment (e.g., postcarbon tank) and before the RO. This will diminish the bacteria exiting from the tanks and reduce the bioburden to the RO membranes (AAMI, 2004). An appropriately sized UV for the high flow and an easy to clean quartz sleeve would increase the effectiveness of the UV in this position. Regular maintenance of the UV device includes replacing the lamp when the radiant output indicates, or at least annually (or every 8000 hours operation). Biofilm, a protective slime coating that bacteria secrete when they attach themselves to a surface, will decrease the effectiveness of UV. Routine cleaning of the quartz sleeve will remove the biofilm. Record daily the output of the radiant monitor and the readings of any pressure gauges associated with the UV. Distribution System Water storage. RO distribution systems can be grouped into two categories, direct feed and indirect feed. A direct feed system “directly” delivers the product water from the RO unit to the product water loop for distribution (see Figure 10). Unused product water is usually re-circulated back into the RO unit for conservation reasons. An indirect feed system involves a storage tank that accumulates the product water and delivers it to the distribution loop (see Figure 9). Unused portions of the product water are typically sent back into the storage tank. The RO unit will stop and start filling the tank by receiving signals from the high and low level switches on the storage tank. Water storage and distribution systems contain large amounts of water that no longer have chlorine/chloramines to prevent microbial growth. The larger 23 of 23 Water Treatment for Hemodialysis surface area increases the potential for bacteria contamination. The tank should be designed to prevent the growth of bacteria by having a conical or bowl-shaped bottom for complete emptying, and have a tight fitting lid that is vented to air through a hydrophobic 0.2 µm air filter to prevent microbes from entering the tank. The tank should be designed for easy frequent disinfection and rinse with an internal spray mechanism. Storage tanks shall be made of inert materials that do not leach contaminants into the purified water, and the size of the tank should be in proportion to meet the facility’s peak demands, no larger (AAMI 2004; AAMI, 2001; FDA, 1996; Luehmann, et al,1989). In both direct and indirect scenarios, it is important to obtain good scrubbing velocities to inhibit the adhesion and growth of bacteria. The recommended minimum velocity for direct feed systems measured at the most distal portion of the loop with everything connected and drawing water (dialysis machines, reuse, bicarbonate filling, etc.) or peak demand, is at least 1.5 ft/sec. (FDA, 1996; Luehmann et al., 1989). It is also recommended that the flow in a direct feed system is measured where it returns to the RO system to prevent backflowing of non-purified water into the loop during low pressure situations. A dual check valve is also recommended (AAMI, 2004). Indirect storage tank systems require a minimum of 3 ft./sec. flow velocity at peak demand. Storage tanks require a recirculation pump made of inert, non-leaching materials that can meet the challenge of the higher velocities. An aggressive 24 of 24 Water Treatment for Hemodialysis and frequent disinfection program should be employed. Many facilities disinfect the distribution system on a weekly basis. Monitoring of bacteria and endotoxin is recommended after the storage tank and the air vent filter should be replaced routinely. Pre- and post-pump pressures should be recorded daily. Water distribution piping systems. A continuous loop design where the water returns to the storage tank or to the RO unit will conserve water and is the recommended design. No dead-ends or multiple branches should exist in the distribution system (e.g., a branch sending purified water to the hospital laboratory), as these are places for bacteria biofilm to grow. To minimize biofilm formation, there should always be flow in the piping (AAMI, 2004). Highly purified water is very aggressive and will leach metals and chemicals it comes in contact with. Polyvinyl chloride (PVC) is the most common piping material used in the USA for dialysis because of its low cost and relatively inert nature. Other substances that may be used, but not limited to, are chlorinated PVC (CPVC), polyvinylidene fluoride (PVDF), polyethylene (PE), crosslinked polyethylene (PEX), polypropylene (PP), and stainless steel (SS). Though these materials may be more inert than PVC, they tend to be expensive. Extreme attention to detail in installing these substances is imperative, when plumbed improperly; they may lead to more problems, not fewer, wasting your time and money. No copper, brass, aluminum, lead, zinc or other toxic substances shall be used in the piping, nor shall the piping contribute bacterial contamination. The inner surfaces of the joint connections should be as smooth as possible to avoid microbiological adhesion, such as chamfered connections (no hacksaws), and the use of simple wall outlets with the shortest possible fluid path and minimum pipe fittings are recommended (AAMI, 2001, 2004; Luehmann et al,1989). Flow velocity should be evaluated routinely (e.g. quarterly) and the loop visually inspected (when possible) for incompatible materials that may have been inadvertently added. Loop repairs should be performed by trained personnel or reputable plumbers and all materials used should be inspected for compatibility. Disinfection should always follow any invasive repair to the system. Bacteria and endotoxin testing should be done routinely on the loop (AAMI, 2001, 2004; ; FDA, 1996; Luehmann et al.,1989 ). 25 of 25 Water Treatment for Hemodialysis Alternative Disinfection of Water Systems Biofilms are communities of microorganisms attached to surfaces. Anywhere nonsterile water flows, biofilm will form. Biofilms offer bacteria and other microbes, an endless supply of food and protection against most disinfectants. Even with routine chemical disinfection, biofilm can form. Biofilms form faster in slowmoving water, but bacteria have a more difficult time attaching themselves in fast-moving water, but eventually they will take hold. Once bacteria and other microorganisms attach to a surface, they excrete an extracellular polymer or glycocalyx that will aid in protecting themselves from chemicals and supply nutrients to live (Meltzer, 1997). Bleach and ozone are the most effective means for reducing or removing biofilms (AAMI, 2004). Once a biofilm has established itself, it is nearly impossible to eradicate. Many times entire water treatment systems and distribution piping have been replaced to take care of a biofilm problem. Ozone disinfection. Ozone is a very powerful oxidizing agent that is not a chemical, but a gas, O3, that is formed from oxygen through an electrical generator placed onsite, and is injected into the water. Ozone will eradicate existing biofilms with enough exposure time. Ozone has a very short half-life of about 25 minutes at 20؛C in highly purified water. In the presence of organic and inorganic impurities, ozone will degrade more rapidly. Also, exposure to UV irradiation will quickly remove ozone. The by-products of ozone in the presence of impurities (e.g., biofilm) are safe and include carbon dioxide, carboxylic acids, filterable solids and neutralized organics (such as inactivated endotoxin). Ozone has been classified by the FDA as generally recognized as safe (GRAS). The OSHA maximum exposure level for ambient ozone is 0.1 ppm over a time weighted average of eight hours in a five day period (shorter exposure time to higher levels, 0.3 for 15 minutes is acceptable). To prevent ozone from getting into the air, it is recommended that the storage tank system and piping remain closed when ozone is in use. Ozone is not recommended for RO disinfection as the powerful oxidant will destroy the membranes. The facility must continue to use chemical disinfection for the RO unit. Since ozone is easy to make (using air and an ozone generator), and does not require a lengthy rinse time, it is convenient to use on the storage tank system and distribution piping. 26 of 26 Water Treatment for Hemodialysis Since all distribution piping systems are different, each system would have to be evaluated for compatibility with ozone. For instance, ozone is listed as non-compatible with PVC, the material used in most distribution pipes. However, at the low levels used for disinfection purposes, between 0.3-0.7 ppm, the PVC is hardly affected. Bleach is also not compatible with many materials, but at low concentrations, is considered acceptable. Ozone is compatible with CPVC. Ozone can be aggressive with UF filters made of polysulfone, so ultrafilter materials would have to be addressed (Amato & Curtis, 2002; Meltzer, 1997; Murphy, 1998). A test based on indigo trisulfonate or an equivalent (e.g., DPD with a conversion factor) will indicate the presence and absence of ozone in the water. An ambient in air ozone test should be performed routinely in order to comply with the OSHA permissible exposure limits (AAMI, 2004). Hot water disinfection systems. Heat pasteurization is well known in the hemodialysis center, as many dialysis machines use this mode for routine disinfection. However, it is not commonly used in the U.S. for water treatment system disinfection because heat is not compatible with PVC piping. Some manufacturers supply an RO system that is compatible with heat disinfection and contains RO membranes that withstand high temperatures, but most RO systems in place are not heat tolerant. In this case, heat could be used to sanitize the storage tank and distribution system. Piping materials such as PVDF, SS, PEX and PP are compatible with heat, but can be cost prohibitive. Heat disinfection will not remove established biofilms. It is, however, a convenient disinfection process that requires little to no rinse time, so it could be used more often, thus not allowing biofilm to form. An occasional chemical disinfection might be necessary. Generally, < 80؛C for a 30-minute exposure time will perform a more than adequate disinfection of an RO system and distribution loop. The temperature and contact time need to be established and validated by the manufacturer of the system. It is recommended that the temperature be monitored and recorded in the most distal portion from the water heater. Reaching the correct temperature for the right amount of time is considered a successful disinfection (AAMI, 2004). 27 of 27 Water Treatment for Hemodialysis Bacteria and Endotoxin Bacteria testing of product water. Bacteria levels in water used for HD, shall not exceed 200 colony forming units/ml (CFU/ml) with an action level of 50 CFU/ml. If the action level is violated, the facility must show that it is taking some action (e.g., disinfection, re-assaying) to bring the bacteria count down. At a minimum, bacterial levels should be tested monthly. Weekly bacteria assays are recommended for new systems until they are established (e.g., 1 to 2 months) (AAMI, 2001, 2004). Water samples should be collected minimally from the first and last outlets of the water distribution loop, where it enters the reprocessing equipment, on water used to prepare concentrates, and on water exiting the DI, the UF, UV and storage tank systems. The outlet should be allowed to flush for 60 seconds before obtaining the sample. Sample ports should not be disinfected with bleach or betadine as the residual disinfectant will kill the very bacteria being tested for. Alcohol may be used on the ports if it is allowed to dry completely before sampling (AAMI, 2004). Bacteria assaying technique. Samples that cannot be assayed within 1 to 2 hours can be refrigerated for up to 24 hours of collection. Total viable counts shall be obtained using the membrane filter technique (uses a known volume of water filtered through a membrane, then the membrane is aseptically transferred to an agar plate) or the spread plate technique (an inoculum of at least 0.5 ml. of sample is spread over the agar). Use of the calibrated loop to apply the sample is prohibited; it is not sensitive enough for HD bacteria testing as the sample is too minuscule. Tryticase soy agar (TSA) is the medium of choice for testing both water and dialysate samples. Other choices include standard methods agar and plate count agar (TGYE). Blood and chocolate agar are too nutrient rich and will kill the bacteria being tested and should not be used. Dip samplers (e.g. Millipore®) may be used as long as a quality assurance program is in place that includes proper training of staff on the collection and reading of the samples, and the results are verified with a certified lab at least annually. (Some states do not accept the results of the facility’s own sampling.) Dip samplers may have confluent growth (colonies grown together) and may be viewed as “no growth” when actually it is “too numerous to count.” Samples shall be incubated at 35°C for 48 hours. Colonies should be counted using a magnifying device (AAMI, 2004). 28 of 28 Water Treatment for Hemodialysis Dialysis professionals should understand that the above-mentioned bacteria testing measures may underestimate the bacterial burden in the water system due to the nature of biofilm (AAMI, 2001). The required testing methods may not show all organisms that can grow in the system because testing measures for planktonic (free-floating) bacteria and not sessile (attached) bacteria. Incubating for a 48-hour period only allows for the growth of most bacteria, and is not long enough to show molds, fungi or yeast (note: the European standards for HD check for other microbes on a routine basis, growing their samples 5 to 7 days). Therefore, it is highly recommended to disinfect on a routine aggressive basis and not just when unacceptable microbial samples dictate (Bland & Favero, 1989). With large amounts of downtime (system off) or poor flow through the system, biofilm can be present even with samples stating “no growth.” Occasional scrape or swab samples of storage tanks, piping and valves may be more helpful for indicating biofilm. Endotoxin testing of product water. Endotoxin in the water used for HD purposes shall not exceed 2 EU/ml (endotoxin units/ml) and action must be taken when the level exceeds 1 EU/ml. Endotoxin testing is done using the Limulus amoebocyte lysate (LAL) assay using either a kinetic assay or a gelclot assay. The kinetic assay is more reliable and sensitive than the gel-clot method as it uses computer-driven spectrophotometry that calculates the amount of endotoxin. The gel-clot assay only renders a negative or positive result at a given concentration. At a minimum, two tubes should be run each time the gel-clot method is used, one for control and one for testing the sample. When drawing the water samples for endotoxin, the same technique applies as for bacteria sampling, though always check manufacturer’s or the laboratory’s recommendations (AAMI, 2004). Bacteriology of Dialysate The aforementioned assaying techniques will work for dialysate samples. Routine bicarbonate concentrate sampling for bacteria is unnecessary unless it is believed to be the source of a problem. The concentrated sample will need to be diluted in order to be tested (AAMI, 2004). AAMI has broken up the dialysate purity into three different categories, conventional dialysate, ultrapure dialysate and dialysate for infusion. Conventional dialysate. Conventional dialysate should contain a viable microbial level less than 200 CFU/ml. (note: this is quite a drop from the past 29 of 29 Water Treatment for Hemodialysis <2000 CFU/ml, and states microbial, not bacterial) with an action level of 50 CFU/ml. (AAMI, 2004). The endotoxin level should be less than 2 EU/ml. with an action level of 1 EU/ml. If the action level is violated, corrective steps should be taken such as disinfection of the dialysis machine and/or resampling. The bacteria and endotoxin standards are the same for product water and conventional dialysate, making them easier to remember (AAMI, 2001, 2004). Dialysate samples should be collected from at least two machines per month, making sure that all the machines are tested within a year (AAMI, 2004). As long as the dialysis machines are disinfected every day, this is enough sampling (note: some states may require all machines to be sampled within a quarterly period). Draw the dialysate sample from the effluent exiting the dialyzer port. If this is not possible, use the dialysate sampling port. With a 30 ml. syringe, fill the syringe with dialysate and discard. Using a new sterile syringe, draw a fresh sample of dialysate and place it in the sterile specimen container. Assays should be repeated if the bacteria or endotoxin levels in the dialysate violate the action level. Weekly testing should be performed until the bacteria or endotoxin in the dialysate is within acceptable limits (<50 CFU/ml/<1 EU/ml.). If a patient exhibits an endotoxin reaction or septicemia, dialysate and water sampling should be done as close to the event as possible, along with blood cultures and other tests that the medical director may dictate. If the endotoxin reaction arose due to endotoxin build-up in the reprocessed dialyzer, it may be difficult to confirm because LAL testing may be negative in this instance (a protein carrier like blood, is necessary to drawout the endotoxin from the dialyzer). In this case, close attention to water used for reuse and reprocessing practices should be evaluated. Ultrapure dialysate. Though water mainly flows from the blood side of the dialyzer out, dialyzers with highly permeable membranes, such as high-flux, can have back-filtration and back-diffusion occurring due to their large pore size (water and solute flow from the dialysate into the blood side of the dialyzer) (Leypoldt et al.,1991). The concern is that endotoxins and endotoxin fragments are small enough to cross the high-flux porous membrane, causing acute and/or long-term symptoms in patients. Quite a number of research papers conclude that the long-term effects of endotoxin and other cell fragments from gram-negative bacteria exposure in 30 of 30 Water Treatment for Hemodialysis dialysis patients,results in chronic inflammatory responses. Therefore, AAMI has taken a step toward more strict standards in dialysate. Chronic endotoxin exposure from dialysate, at a level lower than that which causes an acute pyrogenic reaction (possible temperature spike, chills, rigors, hypotension, etc.) can stimulate the pro and anti-inflammatory activities resulting in decreased transferrin, increased beta- 2 microglobulin amyloidosis leading to carpal tunnel syndrome, and accelerated atherosclerosis (Canaud, Bosc, Leray, Morena, & Stec, 2000). C-reactive proteins from the acute phase inflammatory response can predict mortality and morbidity in HD patients, and have been linked to malnutrition, resistance to EPO, and increased cardiovascular risk (note: along with cholesterol and triglyceride levels) (Panichi et al., 2000). Ultrapure dialysate should have a viable microbial count less than 0.1 CFU/ml. and an endotoxin level lower than 0.03 EU/ml. If the levels are violated, action must be taken to correct the situation. The user is responsible for developing a monitoring plan, including testing frequency, that would keep the microbial and endotoxin levels within the standard. Dry powder bicarbonate cartridges are frequently used to achieve the low microbial standard, as bulk bicarbonate is more easily contaminated with microbes and endotoxin (AAMI, 2004). The use of in-line ultrafiltration on the dialysate may also be necessary to achieve the low microbial standard. Dialysate for infusion. In the United States, convective therapies, where a large volume of an electrolyte solution (20-70 L) is infused into the patient’s blood for replacement, is not commonplace. Hemodiafiltration and hemofiltration therapies require sterile replacement fluid and can be expensive. There are machines commercially available that will produce the sterile solution online from conventional dialysate by sequential ultrafiltration through the use of UF membranes. Dialysate for infusion should have less than 10-6 CFU/ml (< 1 CFU/1000 L). The removal to this level is demonstrated by a reduction ratio and not by culturing. The manufacturer of the equipment must validate the ability of the equipment to consistently reduce the microbial count to such a level, and the endotoxin to less than 0.03 EU/ml. The LAL test for endotoxin can be performed to validate endotoxin removal. The user should follow the manufacturer’s guidelines for use, monitoring, and maintenance so that the equipment used will continue to meet the specifications through an established process (AAMI, 2004). 31 of 31 Water Treatment for Hemodialysis Electrolyte solutions may also be produced on-line and used to prime the extracorporeal blood circuit before dialysis and to correct hypotensive episodes during the dialysis treatment, in place of normal saline. Some manufacturers have demonstrated that small volumes of fluid containing less than 0.1 CFU/ml. and less than 0.25 EU/ml. can be safely used for this purpose (AAMI, 2004). SUMMARY By understanding water treatment system operation and dialysate purity issues, the nuances of patient reactions, and communicating with technicians, nephrology nurses can contribute immensely to long-term positive outcomes for patients. 32 of 32 Water Treatment for Hemodialysis PRE TEST (TRUE OR FALSE) 1. F 2. T 3. F 4. T 5. F 6. F 7. F 8. F 9. T 10. T 11. T Over 80% of dialysate is water The average person on dialysis is exposed to anywhere from 90 – 192 liters of water (in the dialysate) per treatment. The Ministry of Industry & Trade and the Saudi Food & Drug Authority are solely responsible for the regulation of companies who sell water purification systems. A water temperature of 77 degrees contributes to an effective reverse osmosis (RO) system. A pH lower than 8.5 with Chloramine will result in poor quality. Water softeners remove hardeners from the water and replace them with Chloramine. Regenerated and reburnt carbon can be used for dialysis. In reverse osmosis, water is forced to flow in an unnatural direction across a semi-permeable membrane by means of low pressure. Chemical analysis should be performed at least annually to validate the removal of contaminants by the water treatment system. To prevent bacterial growth in a storage tank it should be conical shaped. The dialysis technician reports 150 CFU/ml in the dialysis water. You should retest next month. REFERENCES Ackerman, R.A. (1988). The Philadelphia incident. Contemporary Dialysis and Nephrology, 9, 27-28, 33. Amato, R.L. (1995). Disinfection of an RO: Clearing the issues. Dialysis and Transplantation, 24(5), 244-249, 258. Amato, R.L. & Curtis, J., (2002). The practical application of ozone in dialysis. Nephrology News and Issues, 16(10), 27-30. Association for the Advancement of Medical Instrumentation (AAMI). (1998). Volume 3: Hemodialysis Systems ANSI/AAMI RD5-1992. Arlington, VA: Author. 33 of 33 Water Treatment for Hemodialysis Association for the Advancement of Medical Instrumentation (AAMI). (2001). Volume 3: Hemodialysis Systems ANSI/AAMI RD62-2001. Arlington, VA: Author. Association for the Advancement of Medical Instrumentation (AAMI). (2004). Volume 3: Hemodialysis Systems ANSI/AAMI RD52-2004. Arlington, VA: Author. Bland, L.A., & Favero, M.S. (1989). Microbial control strategies for hemodialysis systems. Plant Technology & Safety Management Series, 3,30-36. Canaud, B., Bosc, J.Y., Leray, H., Morena, M., & Stec, F. (2000). Microbiologic purity of dialysate: Rationale and technical aspects. Blood Purification 18(3), 200-213. Capelli, G. (1991). Dialysate contribution to bio-incompatibility in hemodialysis: The effect of microbial contamination. Contemporary Dialysis & Nephrology, 12, 20-22. Carpenter, B., Hedges, S.J., Crabb, C., Reilly, M., & Bounds, M.C. (1991, July 29). Is your water safe? US News and World Report, pp. 48-55. Code of Federal Regulations (CFR) Title 21, Volume 8, revised April 1, 2004. US Government Printing Office via GPO Access. Food and Drug Administration (FDA). (1988, February 19). FDA safety Alert: Chloramine contamination of hemodialysis water supplies. Rockville, MD: Author. Food and Drug Administration (FDA). (1989, March 15). FDA safety alert: Sodium Azide contamination of hemodialysis water supplies. Rockville, MD: Author. Food and Drug Administration (FDA). (1996). FDA premarket approval guidelines for hemodialysis water treatment systems. Rockville, MD: Author. Kirkwood, R.G., Dunn, S., Thomasson, L., & Simenhoff, M.L. (1981) Generation of the precarcinogen dimethylnitrosamine (DMNA) in dialysate water. Transactions of the American Society for Artificial Internal Organs, 27, 168-171. 34 of 34 Water Treatment for Hemodialysis Leypoldt, J.K., Schmidt, B., & Gurland HJ. (1991). Measurement of backfiltration rates during hemodialysis with highly permeable membranes. Blood Purification, 9, 74-84. Luehmann, D., Keshaviah, P., Ward, R., Klein, E., & Thomas, A. (1989). A manual on water treatment for hemodialysis. Rockville, MD: FDA. Meltzer, T.H. (Ed.). (1997). Ozone and its applications. In Pharmaceutical water systems (pp. 125-164). Littleton, CO: Tall Oaks Publishing, Inc. Murphy, J.C., (1998). Materials compatibility for ozone. Water Conditioning and Purification, 40(5). Panichi, V., Migliori, M., De Pietro, S., Taccola, D., Bianchi, A.M., Norpoth, M., Giovannini, L., Palla, R., & Tetta, C. (2000). C-reactive protein as a marker of chronic inflammation in uremic patients. Blood Purification, 18(3), 183-190. Texas Department of Health. (1996, July 26). End stage renal disease facilities: Rules and standards. 25 TAC 117.1- 117.85. Austin, TX: Author. White, D., & Layman, R. (1991). Reverse osmosis element design evolution and its effects on improving water quality for hemodialysis. Contemporary Dialysis & Nephrology, 12, 20- 25, 50. 35 of 35 Water Treatment for Hemodialysis 36 of 36 Water Treatment for Hemodialysis 37 of 37