Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
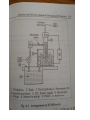
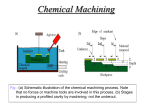
UNIT - III NON TRADITIONAL (OR) UNCONVENTIONAL MACHINING PROCESS Prepared by M.Saravana kumar AP/Mech SNSCT UnConventional Machining process • The UCM do not employ a conventional or traditional tool for metal removal, instead, they directly utilize some form of energy for metal machining. • In this process, there is no direct physical contact between the tool and the workpiece. Therefore the tool material need not be harder than the workpiece material as in conventional machining. Need for unconventional machining 1. A harder and difficult to machine materials such as carbides, stainless steel, hastalloy, nitralloy and other high strength temperature resistant alloys find wide application in aerospace and nuclear engg industries. 2. For such materials the conventional edged tool machining is highly uneconomical and the degree of accuracy and surface finish attainable are poor. 3. The unconventional machining process have been developed to over come the all these difficulties. Types 1. Electrical Discharge Machining (EDM) 2. Wire cut Electro Discharge Machining (WCEDM) 3. Electro Chemical Machining (ECM) 4. Laser Beam Machining (LBM) 5. Electron Beam Machining (EBM) Electrical Energy based process In electrical energy based processes, electrical energy is directly used to cut the material to get the final shape and size. Ex: EDM, WCEDM Electro - Chemical Energy based process In electro chemical energy methods, the metal is removed by ion displacement of the workpiece material in contact with a chemical solution. Ex : ECM Thermal Energy based Process In these methods, heat energy is concentrated on a small area of the workpiece to melt and vaporise the tiny bits of work material. The required shape is obtained by the continued repetition of this process Ex : EBM, LBM 1. Electro-Discharge Machining (EDM) Electrode EDM - Sparks between electrode-workpiece - Dielectric flushes the metal powder - Inexpensive, precise, complex shapes - Workpiece must be a conductor [source: iprod.auc.dk] [source: www.magnix.co.kr] Working Principle • In EDM also known as spark erosion machining, metal is removed by producing powerful electric spark discharge between the tool (cathode) and the work material (anode). • When the D.C supply is given to circuit, spark (temp 10,000 deg) is produced across the gap between the tool and the w/p. • At this high pressure and temperature, w/p metal is melted, eroded and some of it is vaporised. In this way the metal is removed from the workpiece. Contd.., • This spark occurs in an interval of 10 to 30 microseconds and with a current density of 15- 500 A per mm2. • The metal removal rate depends on the spark gap maintained • Dielectric fluids : kerosene, mineral oil, paraffin, hydrocarbon fluids, deionized water. • Electrode materials are graphite, copper, copper – tungsten. Advantages • It can be used for machining various materials such as tungsten carbides, electrically conductive materials. • It gives good surface finish. • Machining of very thin section is possible. • It is well suited for complicated components. • High accuracy is obtained • Fine holes can be easily drilled • It is a quicker process. Disadvantages • Non metallics such as plastics, ceremics, or glass can not be machined in EDM. • It is suitable only for machining small workpieces. • Electrode wear and over cut are serious problem. • Metal removal is slow • Perfectly square corners cannot be made by EDM. • Power requirement is very high • In many cases , the surface machined has been found to have micro cracks. Applications • Production of complicated and irregular shaped profiles. • Thread cutting in jobs • Drilling of micro holes • Helical profile drilling • Curved hole drilling • Resharpening of cutting tools and broaches. Machined parts by EDM 2. WIRE CUT ELECTRO DISCHARGE MACHINING WORKING PRINCIPLE • A thin wire (0.02 to 0.03mm) made of brass or molybdenum having circular cross section is used as electrode (tool). • The wire is stretched and moved between two rollers. The parts of wire is eroded by the spark. • The workpiece to be machined is mounted on the table which is operated by control unit. • When the D.C supply is given to the circuit, spark is produced across the gap between the wire and workpiece. Contd • This sparks occurs in an interval of 10 to 30 micro seconds and with a current density of 15- 500 A per mm2 approximately. • So , thousands of spark discharge occur per second across the very small gap between the wire and workpiece, which results in increasing temperature of about 10,000 deg. Advantages • Easy to use of wire electrode. • No electrode wear • Good surface finish can obtained. • Complicated shapes can be produced • Micro holes can be produced. Disadvantages: • Capital cost is high • Cutting rate is slow • It is not suitable for large workpieces Applications • Production of gears, tools, dies, rotors, turbine blades and cams 3. Electro Chemical Machining • ECM is one of the recent and most useful machining process. In this process, electrolysis method is used to remove the metal from the workpiece. • It is best suited for the metals and alloys which are difficult to be machined by mechanical machining processes. Principle • The process is based on the principle of faraday’s law of electrolysis which may be stated as follows 1. The first law states that the amount of any material dissolved or deposited, is proportional to the quantity of electricity passed. 2. The second law proposes that the amount of change produced in the material is proportional to its electrochemical equivalent of the material. Basically in the electroplating, the metal is deposited on the work piece, while in ECM, the objective is to remove the metal from the workpiece. Contd.., • So, the reverse of electro plating is applied in ECM process. • Therefore, the work piece is connected to positive terminal (anode) and the tool is connected to negative terminal (cathode). • When the current is passed, the workpiece loses metal and the dissolved metal is carried out by circulating and electrolyte between the work and tool. • Most widely used electrolyte in this process is sodium nitrate solution. Sodium chloride solution in water is a good alternative but it is more corrosive than the former.(Sodium hydroxide, sodium sulphate, sodium flouride, pottasium nitrate & chloride) Working Principle • The tool and workpiece are held close to each other with a very small gap (0.05 to 0.5 mm) between them by using servo motor. • The electrolyte from the reservoir is pumped at high pressure and flows through the gap between the w/p and tool at velocity of 30 to 60 m/s. • A mild D.C voltage about 5 to 30 volts is applied between the tool and w/p. • Due to the applied voltage, the current flows through the electrolyte with positively charged ions and negatively charged ions. The positive ions move towards the tool (cathode) while negative ions move towards workpiece (anode) Advantages • • • • • • • MRR is High Wear and tear of tool is negligible. Machining is done at low voltage. Complex shapes can be machined. High surface finish can be obtained (0.2 to 0.8 microns) Very thin sections can be easily machined Toughness and brittleness of a material has no effect on the machining process. Disadvantages • Non conducting materials cannot be machined. • Consumption of power is nearly 100 times more than in turning or milling the steel. • Machining process is comparatively slow. • Initial investment is quite high. • More space is required. Application • Machining complicated profiles, such as jet engine blades, turbine blades, turbine wheels. • Drilling small deep holes, such as in nozzles. • Machining of cavities and holes of irregular shapes. • Machining of blind holes and pockets such as in forging dies. • Machining of hard materials and heat resistant materials. Laser Beam Machining LASER - Light Amplification by stimulated Emission of Radiation Fig : (a) Schematic illustration of the laser-beam machining process. (b) and (c) Examples of holes produced in nonmetallic parts by LBM. Contd.,, • It produces a powerful, monochromatic, collimated beam of light in which the waves are coherent. • Types of laser are solid state, gas laser, liquid laser. The most commonly used solid laser is ruby laser. • The xeon or argon gas present in the flash tube is fired by discharging a large capacitor through it. The electric power of 250 to 1000 watts may need this operation. • This optical energy i.e light energy from the flash tube is passed into the ruby rod. • The emitted photons in the axis of ruby rod are allowed to pass back and forth millions of times in the ruby with the help of mirror at the two ends. The emitted photons other than the axis, will escape out the rod. • The powerful beam of red light goes out of the partially reflective mirror at one end of the ruby rod. • The high intensity converged laser beam, when falls on the workpiece, melts and vaporize the work material. Advantages • Machining of Non metal is possible. • Micro holes can be machined. • No tool wear Electron -Beam Machining Fig : Schematic illustration of the electron-beam machining process. Unlike LBM, this process requires a vacuum, so workpiece size is limited to the size is limited to the size of the vacuum chamber. Working Principle • In EBM process, high velocity focused beam of electrons are used to remove the metal from the w/p. These electrons are travelling at half the velocity of light 1.6 * 10^8 m/s. • This process is best suited for micro cutting of metals. • When the high velocity beam of electrons strike the workpiece, its kinetic energy is converted into heat. This concentrates heat raises the temperature of workpiece material and vaporizes a small amount of it, resulting in removal of material from the workpiece. Contd.., • When the high voltage DC source is given to electron gun, Tungsten filament wire gets heated and the temperature raises upto 2500 c • When the electron beam impacts on the workpiece surface, the kinetic energy of high velocity electrons is immediately converted into heat energy. This high intensity heat metals and vaporizes the work material at the spot of beam impact.