Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
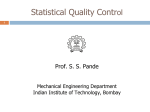
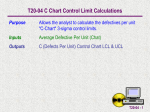
CHAPTER 10: QUALITY CONTROL Teaching Notes As a result of increased global competition, a rapidly growing number of companies of all sizes are paying much more attention to issues involving quality and productivity. Many statistical techniques are available to assist organizations in improving the quality of their products and services. It is important for companies to use these techniques in the context of an overall quality system (Total Quality Management) which requires quality awareness, careful planning and commitment to quality at all levels of the organization. Many companies are not only utilizing these statistical techniques themselves, but are also requiring their suppliers to meet certain standards of quality based on various statistical measures. This chapter covers the statistical applications of quality control. Control charts are given the primary emphasis, but other quality control topics such as process capability analysis is also important. Through the use of control charts, the nonrandom (special) causes of variation will be controlled, and random (common) causes of variation will be analyzed through process capability. Answers to Discussion & Review Questions 1. The elements in the control process are: a. Define b. Measure c. Compare to standard d. Evaluate e. Take corrective action if needed f. Evaluate corrective action to ensure it is working 2. Control charts are based on the premise that a process which is stable will reflect only randomness. Statistics of samples taken from the process (means, number of defects, etc.) will conform to a sampling distribution with known characteristics. From this, control limits are determined. Observing a sample statistic outside the control limits or a trend in sample statistic indicates the process has significantly changed, hence there must be an assignable cause. Control charts are used to judge whether the sample data reflects a change in the parameters (e.g., mean) of the process. This involves a yes/no decision and not an estimation of process parameters. 3. 4. Order of observation of process output is necessary if patterns (e.g., trends, cycles) in the output are to be detected. 5. a. x chart - A control chart used to monitor process by focusing on the central tendency of a process. b. Range control charts are used to monitor process, focusing on the dispersion of a process. c. p-chart - is a control chart used to monitor the proportion of defectives in a process. d. c-chart - is a control chart used to monitor the number of defects per unit. 6. Specifications are limits on the range of variation of output which are set by design (e.g., engineering, customers). Control limits are statistical bounds on a sampling distribution. They indicate the extent to which summary values such as sample means or sample ranges will tend to vary solely on a chance basis. Process variability refers to the inherent variability of a processthe extent to which the output of a process will tend to vary due to chance. Control Instructor’s Manual, Chapter 10 175 limits are a function of process variability as well as sample size and confidence level. Both are essentially independent of tolerances. 7. The problem is that even when the machine is functioning as well as it can, unacceptable output will result. Among the possible options that should be considered are: a. Use 100 percent inspection to weed out the defectives. If destructive testing is required, this may not be feasible. b. Attempt to convince customer (offer a lower price?) to widen tolerances or engineering (communicate the cost of 100 percent inspection if relevant). The problem is that customers/engineers may resent this suggestiondepending on how it is handled. Moreover, it may be that the tolerance is necessary for proper functioning of the final product or service. c. Attempt to substitute a different machine (e.g., a newer one) which has the capability to handle the job. 8. 9. This “problem” often goes undetected since there are no complaints from customers about output being within specs. However, it is quite possible to realize decreased costs or more profits by taking certain actions. A “marketing approach” to this problem might be to see if the customer is willing to pay more for output that meets narrower tolerances. If not, perhaps the job could be shifted to another, less capable machine, freeing up this equipment for more demanding work. Still a third option would be to cut back on inspection since virtually 100 percent of the output will be acceptable. a. An optimum level of inspection is one where the cost and effort of inspection equals the benefits derived from inspection, or the point (number of units inspected) at which the marginal cost of inspection equals the marginal benefit from inspection. b. Cost of product or service, volume, cost of inspection, cost of letting undetected defects slip through, degree of human involvement, stability of process, and the number and size of lots. c. The main issues in the decision of whether to inspect on site or in a central location are the situation (size & mobility), inspection time, cost of process interruption, need for quick decision, importance to avoid extraneous factors affecting samples or tests, need for specialized equipment, and the need for a more favourable testing environment. d. Raw materials & purchased parts, finished products, before a costly operation, before an irreversible process, and before a covering process. 10. a. Type I error b. Type II error Memo Writing Exercise A p-chart is used to monitor the proportion of defective units generated by a process, while an x chart is used to monitor the central tendency of a process (i.e. change in the mean or the nominal value of a process). A p chart classifies the observations into one of two mutually exclusive categories (good vs. bad, pass vs. fail, etc.). An x chart usually requires taking measurements in data to monitor the average of a process. Examples of characteristics requiring an x chart include measurement of a diameter of a tire, length of a bolt, tensile strength of a rubber product, and weight of a cereal box. In using a p chart data collection is usually easier because instead of taking actual measurements, we would simply record whether the item is conforming or not conforming. In addition, the p chart requires a considerably larger sample size than the x chart. On the other hand, if workers do the charting on the line, the training required for p chart is simpler than the training required for x and R chart. x chart is usually preferred over p chart for characteristics that require taking actual measurements because the lower number of observations and higher information content will outweigh the extra cost of measurement. However, when the characteristic in question is a dichotomous 176 Operations Management, 2/ce classification (defective vs. nondefective, on vs. off) the x chart is not applicable and p chart should be used. Solutions 1. spec’s: 24 kg. to 25 kg. .0062 .0062 = = 24.5 kg. [assume µ = x ] = .2 kg. -2.5 a. 24 +.5 z= = 2.5 2(.0062) = .0124 or 1.24% .2 .2 b. ± 2 = 24.5 ± 2 = 24.5 ± .1 or 24.4 to 24.6 n 16 2. From Appendix B, Table B 0 +2.5 z-scale 24.5 25 16 = 2.0 litres = .01 litre n=5 a. Control limits: ± 2 n b. UCL 2.010 [z = 2.0 for 95.5%] .01 UCL is 2.0 + 2 = 2.009 litres 5 LCL is 2.0 - 2 2.015 .01 = 1.991 litres 5 (litres)2.005 Mean 2.000 1.995 * * * * 1.990 * * LCL 1.895 Yes, the process is in control. n = 10 = = A2 = 0.31 X = 3.10 a. Mean Chart: X ± A2 R = 3.1 ± 0.31(0.45) D3 = 0.22 R = 3.1 ± .14 = 0.45 D4 = 1.78 Hence, UCL is 3.24 and LCL is 2.96 Range Chart: UCL is D4R = 1.78(0.45) = .801 LCL is D3R = 0.22(0.45) = .099 b. In control since all points are within these limits. 4. Sample Mean Range = Mean Chart: X ± A2R = 79.96 ± 0.58(1.90) 1 79.48 2.6 = 79.96 ± 1.1 2 80.14 2.3 3. 3 80.14 1.4 4 79.60 1.7 5 80.02 2.0 6 80.38 79.96 1.4 1.9 Instructor’s Manual, Chapter 10 UCL = 81.06, LCL = 78.86 Range Chart: UCL = D4R = 2.11(1.90) = 4.009 LCL = D3R = 0(1.90) = 0 [Both charts suggest that the process is in control: Neither has any points outside the limits.] 177 Solutions (continued) Embedded Excel Worksheet 5. obs # 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 Octane rating 89.20 86.50 88.40 91.80 90.30 87.50 92.60 87.00 89.80 92.20 85.40 91.60 87.70 85.00 91.50 90.30 85.60 90.90 82.10 85.80 Moving Range obs # 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 Octane rating 16.20 13.80 17.00 15.80 13.50 14.70 14.00 14.80 13.20 16.80 14.90 13.00 12.50 16.70 15.90 14.60 16.50 18.40 15.20 14.60 17.20 16.10 14.40 17.00 13.80 15.50 Moving Range 2.70 1.90 3.40 1.50 2.80 5.10 5.60 2.80 2.40 6.80 6.20 3.90 2.70 6.50 1.20 4.70 5.30 8.80 3.70 avg= std dev= 88.56 2.91 UCLx= LCLx= 97.29 79.83 All observations fall within above limits avg moving range= UCLmr= LCLmr= 4.11 13.42 0 All moving ranges fall within above limits Therefore, process is in control. 6. 178 2.40 3.20 1.20 2.30 1.20 0.70 0.80 1.60 3.60 1.90 1.90 0.50 4.20 0.80 1.30 1.90 1.90 3.20 0.60 2.60 1.10 1.70 2.60 3.20 1.70 avg= std dev= 15.23 1.50 UCLx= LCLx= 19.73 10.74 All observations fall within above limits avg moving range= UCLmr= LCLmr= 1.92 6.29 0 All moving ranges fall within above limits Therefore, process is in control. Operations Management, 2/ce Solutions (continued) 7. 8. n = 200 a. 1 2 3 4 4 12 5 9 = .020 = .010 = .025 = .045 200 200 200 200 b. (0.02 + 0.01 + 0.025 + 0.045)/4 = 0.025 c. mean = .025 p(1 p) .025(.975) Std. dev. .011 n 200 d. α = 0.03 confidence = .97 z = 2.17 .025 ± 2.17(0.011) = .025 ± .024 = .001 to .049. e. .025 + z(.011) = .047 Solving, z = 2, leaving .0228 in each tail. Hence, alpha = 2(.0228) = .0456. f. Yes, all sample proportions in part (a) fall within these control limits. g. mean = .02 .02(.98) Std. dev. .0099 200 h. .02 ± 2(.0099) = 0.0002 to .0399. No, the last sample is beyond the upper limit. p(1 p) n = 200 Control Limits = p 2 n p 25 .0096 13(200 ) .0096 2 .0096 (.9904 ) 200 .0096 .0138 Thus, UCL is .0234 and LCL is 0 (because it can't be negative). Since n = 200, the fraction represented by each data point is half the amount shown. E.g., 1 defective = .005, 2 defectives = .01, etc. Sample 10 is too large. Omitting that value and recomputing 18 = .0075 yields limits with p= 12(200) UCL = .0075 + .0122 = .0197 and LCL = 0. 9. c= 110 = 7.857 14 Control Limits: c ± 3 c = 7.857 ± 8.409 UCL is 16.266, LCL, if negative, should be changed to 0. All numbers of daily compaints are within the limits. 10. c= 21 = 1.5 14 Control Limits: c ± 3 c = 1.5 ± 3.67 UCL is 5.17, LCL becomes 0. All values are within the limits. Instructor’s Manual, Chapter 10 179 Solutions (continued) p= 11. total number of defectives 87 = .054 = Total number of observations 16(100) .054(.946) p (1 - p ) = .054 ± 1.96 Control limits are p±z n 100 = .054 ± .044. Hence, UCL = .098 LCL = .01 Note that observations must be converted to fraction defective, or control limits must be converted to number of defectives. In the latter case, the upper control limit would be 9.8 defectives and the lower control limit would be 1 defective. Even though all points are within these limits, the process error rate can be shown statistically to be different from 4% error rate because 5.4% is too far from 4% given 1600 observations. 12. There are several slightly different ways to solve this problem. The most straightforward seems to be the following: (1) Observe that the upper control limit is six standard deviations above the lower control limit. (2) Compute the value of the upper control limit at the start: .01 15 6 15.06 cm. 1 (3) Determine how many pieces can be produced before the upper control limit just touches the upper tolerance, given that the upper limit increases by .004 cm. per piece: 15.2cm. - 15.06cm. = 35 pieces. .004 cm./piece 13. a. Out of the 30 observations, only one value exceeds the tolerances, or 3.3%. [This case is essentially the one portrayed in the text in Figure 10-11A.] Thus, it seems that the tolerances are being met: approximately 97 percent of the output will be acceptable. b. R = 1.90 from problem 4. A2 = .58 n 5 A2R (.58)(1.90) .82 σ≈ 3 3 max spec min spec 81 78 CP .61 < 1 => not capable 6 6(.82) No, part (a) and (b) give different results. It is best to use CP Index because it is based on population, not just a sample of 30. 14. a. = .146 n=6 x x 150.15 3.85. 39 .146 .385 2 3.85 .119 Control limits are x 2 n 6 39 So UCL is 3.97, LCL is 3.73. Sample 29 is outside the UCL, so the process is not in control. 180 Operations Management, 2/ce Solutions (continued) 3.5 Cm 15. UCL n=1 = 0.01 cm 3.44 Mean LCL 3 sigma 3 sigma 3.0 Cm (i) The upper control limit is 6 standard deviations above the lower control limits. (ii) When UCL = 3.5 Cm, the LCL = 3.5 - 6 0.01 = 3.5 - 0.06 = 3.44 Cm. 1 (iii) Determine how many pieces can be produced before the LCL just crosses the lower tolerance of 3 Cm. 3.44 - 3.00 0.44 440 = = = 440 pieces 0.001 0.001 1 16. It is necessary to see if the process variability is within 9.96 and 10.35. Two observations have values above the specified limits, i.e., 10% of the 20 observations fall outside the limits. n 4 A 2 R from (10-4) (.73)(.52) .253 σ≈ 3 3 max spec min spec 10.35 9.65 CP .46 < 1 => process is not capable 6 6(.253) One should reduce the process variability, e.g., using experimental design or use more accurate machines. 17. a. 1 4.3 2 4.5 3 4.5 4 4.7 b. = x = (4.3 + 4.5 + 4.5 + 4.7)/4 = 4.5 std. dev. (of data set) = .192 using Excel c. mean = 4.5, std. dev. = .192/ 5 = .086 d. 4.5 ± 3(.086) = 4.5 ± .258 = 4.242 to 4.758 The risk is 2(.0013) = .0026. e. 4.5 + z(.086) = 4.86 Solving, z = 4.19, so the risk is close to zero. f. None. g. R = (.3 + .4 + .2 + .4)/4 = .325 n=5 = Means: A = 0.58 x ± A R = 4.5 ± 0.58(.325) = 4.3115 to 4.6885. 2 Ranges: D3 = 0 Instructor’s Manual, Chapter 10 2 The first mean is below the lowest limit, and the last mean is above the upper limit. 0 to 2.11(.325) = 0 to .68575 All ranges are within the limits. 181 Solutions (continued) h. Two different measures of dispersion are being used, the standard deviation and the range, and the process distribution is not quite Normal. i. 4.4 ± 3 0.18 = 4.4 ± .241 = 4.16 to 4.64. The last sample mean is above the upper limit. 5 Embedded Excel Worksheet 4.5 4.2 4.2 4.3 4.3 mean= std dev= 4.6 4.5 4.4 4.7 4.3 4.5 4.6 4.4 4.4 4.6 4.7 4.6 4.8 4.5 4.9 4.5 0.191943 Bin 4.1 4.2 4.3 4.4 4.5 4.6 4.7 4.8 4.9 4.1 4.2 4.3 4.4 4.5 4.6 4.7 4.8 4.9 More Frequency 0 2 3 3 4 4 2 1 1 0 18. Process mean = 0.03 cm, σ = 0.003 cm, tolerance = (0.02, 0.04) cm. a. C = specification width .04 - .02 = .02 .02 = = = 1.11 p process width 6(.003) .018 b. In order to be capable, the process capability ratio must be at least 1.00. In this instance, the index is 1.11, so the process is capable. (If 1.33 were used, the process would not be capable.) Machine Standard Deviation (cm) Job Specification (cm) Cp Capable ? 0.833 0.583 0.600 1.000 1.333 No No No Yes Yes 19. 001 002 003 004 005 20. 182 0.02 0.04 0.10 0.05 0.01 0.05 0.07 0.18 0.15 0.04 Machine Cost per unit ($) Standard Deviation (mm.) A 20 0.079 B 12 0.080 C 11 0.084 D 10 0.081 Cp 1.013 1.000 0.952 0.988 Operations Management, 2/ce Solutions (continued) You can narrow the choice to machines A and B because they are the only ones with a capability ratio of at least 1.00. You would need to know if the slight additional capability of machine A is worth an extra cost of $8 per unit. 21. Let USL = Upper Specification Limit, LSL = Lower Specification Limit, X = Process mean, = Process standard deviation For process H: X LSL 15 14.1 .9375 3 (3)(.32) USL X 16 15 1.04 3 (3)(.32) Cpk min .9375, 1.04 .9375 .9375 1.0, not capable For process K: X LSL 33 30 1.0 3 (3)(1) USL X 36.5 33 1.17 3 (3)(1) C pk min 1.0, 1.17 1.0 Since1.17 1.0, the processis capable. For process T: X LSL 18.5 16.5 1.33 3 (3)(0.5) USL X 20.1 18.5 1.06 3 (3)(0.5) C pk min 1.33, 1.06 1.06 Since1.06 1.0, the processis capable. Instructor’s Manual, Chapter 10 183 22. No, the maximum value of CPK occurs when the process mean is centred in the specification range, and then CPK will equal CP because max spec process mean process mean min spec 1 max spec min spec CPK = = CP. 3 3 2 3 Therefore CPK ≤ CP. 23. Let USL = Upper Specification Limit X = Process mean, = Process standard deviation. USL = 45 minutes, X Armand 38 min ., Armand 3 min . X Jerry 37 min ., Jerry 2.5 min . X Melissa 37.5 min ., Melissa 2.5 min . For Armand: USL X 45 38 .78 3 (3)(3) Since .78 1.0, Armand is not capable. C pk For Jerry: USL X 45 37 1.07 3 (3)(2.5) Since 1.07 1.0, Jerry is capable. C pk For Melissa: USL X 45 37.5 1.0 3 (3)(2.5) Since 1.0 1.0, Melissa is capable. C pk Jerry is most capable. 184 Operations Management, 2/ce Solutions (continued) Embedded Excel Worksheet 24. a. Stroh Brewery Sample 1 0.6 0.55 0.5 2 0.4 0.45 0.35 3 0.5 0.3 0.4 Process mean = 0.49 Process stan. dev.= 0.10 5 0.65 0.45 0.45 6 0.6 0.5 0.55 7 0.7 0.55 0.55 8 Freq. 0.3 0.4 0.5 0.6 0.7 0.8 More 1 5 7 6 2 0 0 Tolerance =(0,1.45) cc Cpk = 3.18 >1 Frequency Bin 0.3 0.4 0.5 0.6 0.7 0.8 4 0.4 0.4 0.5 6 4 2 0 0.3 0.4 0.5 0.6 0.7 0.8 More Bin Capable b. Sample 1 0.6 0.55 0.5 Sample mean: 0.55 Sample Range: 0.10 2 0.4 0.45 0.35 0.40 0.10 Sample Mean control chart: UCL = 0.63 LCL = 0.35 3 0.5 0.3 0.4 0.40 0.20 4 0.4 0.4 0.5 0.43 0.10 5 0.65 0.45 0.45 0.52 0.20 6 0.6 0.5 0.55 0.55 0.10 7 0.7 0.55 0.55 0.60 0.15 avg. 0.49 0.14 = grand mean = average range Mean chart 0.70 0.60 0.50 0.40 0.30 0.20 0.10 0.00 1 Sample Range control chart: UCL = 0.35 LCL = 0.00 2 3 4 5 6 7 5 6 7 Range chart 0.50 0.40 0.30 0.20 0.10 0.00 1 Instructor’s Manual, Chapter 10 2 3 4 185 Solutions (continued) Embedded Excel Worksheet c. Sample 1 0.6 0.55 0.5 Sample mean: 0.55 Sample Range: 0.10 2 0.4 0.45 0.35 0.40 0.10 3 0.5 0.3 0.4 0.40 0.20 Time period 4 0.4 0.4 0.5 0.43 0.10 5 0.65 0.45 0.45 0.52 0.20 6 0.6 0.5 0.55 0.55 0.10 7 0.7 0.55 0.55 0.60 0.15 avg. 0.49 = grand mean 0.14 = average range Mean chart 1.60 1.40 1.20 Out of control 1.00 0.80 0.60 0.40 0.20 0.00 1 2 3 4 5 6 7 8 Range chart 0.50 0.45 0.40 0.35 0.30 0.25 0.20 In control 0.15 0.10 0.05 0.00 1 2 3 4 5 6 7 8 Case: Toys Inc. A consultant must consider the long-term implications of decisions suggested. 1. Cutting cost in design and product development may not be beneficial to the company in the long run. 2. The trade-in and repair program, while appeasing customers in the short run, may be too costly and will not be correcting the root cause of the problem. 3. Since the company thrives on its reputation of high quality products, it needs to continue to design products of high quality that fulfils the needs of the market place. 100% inspection may be too expensive. Manufacturing needs to place greater emphasis on preventive quality management/control (e.g., use of control charts) rather than inspecting already completed parts. The company may want to consider investing more in R&D. Case: Tiger Tools Answers to Questions: 1. For the first data set R = .873. From Table 10-2 , for n = 20, A2 = .18. Using Equation 10.4, the estimated standard deviation is: 186 Operations Management, 2/ce n 20 A2R (.18)(.873) .234 3 3 1.20 6(.234) The process capability is = .854. Because this is less than 1.00, the process is not capable 2. For the second data set, R = .401. From Table 10-2 , A2=.58. Performing the same calculations as in #1, we obtain an estimated standard deviation of: A R .58(.401) 2 n 5 .173 3 3 1.2 The process capability is = 1.153. Because this is more than 1.00, the process is capable. 6(.173) The process seems to be cycling, as indicated by the plot of the smaller sample size below. Taking large samples probably resulted in combining the results of several different process means, and therefore resulted in a large estimate for σ. For n = 5 2 4 6 8 10 12 Sample number 14 16 18 20 22 24 26 Even though process is capable, it is not in control (because of the wave-like pattern of the average lengths of prybars). The cause for this should be investigated and fixed. Instructor’s Manual, Chapter 10 187 Returned bottles Case: Canadian Springs Visual Inspection Answers to Questions: 1. Cleansing & Sterilization Plant aquifer Tanker trucks Spring water Carbon filters & . . . membranes Conveyor belt Holding tanks Reverse Osmosis Filling Premium water Capping Holding tanks 2. Quality for Canadian Springs means that the product, water, is free of any impurities or most bacteria. Also, the water's taste, smell, and colour should be acceptable. Canadian Springs draws the water from closed aquifers that have almost pure water. By using sanitized tanker trucks and equipment in the plants, contamination of water is kept to a minimum. In addition, water goes through filteration processes. Also, the returned bottles are cleaned and sterilized. Finally, regular hourly quality tests are performed on the water in the holding tanks, and bottled water is kept for up to 30 days and tested to see how the water keeps over time. Case: In the Chips at Jays Answers to Questions: 1. big Semi-trailers of potatoes Holding bins Sort Conveyor belt Washing Skinning Laser check (opti-sort scanner) for dark spots, holes Broken chips fall through small Inspection for rotten potatoes Chippers Inspection for burnt chips Cooking in corn oil, circulated, salted, flavoured Holding bins Bagging 188 Scales Operations Management, 2/ce 2. Chips should taste good (i.e., from good-tasting, not rotten, potatoes), be pure (without skin), be whole (not broken), not burnt, and consistently flavoured. First, good quality, North Dakota potatoes are purchased, then washed and skinned, and inspected to remove the rotten ones. While frying, the oil and flavours are circulated to provide consistency. After cooking, burnt and broken ones are separated too. Instructor’s Manual, Chapter 10 189