Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
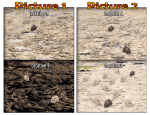
Extrusion of Sections with Varying Thickness Through Pocket Dies Authors: D.Lesniak, W.Libura Received: 31 August 2006 Published: November 2007 Presented By: Brad Elmer Date: 19 September 2007 Background Al market based on: Complicated shapes Highest possible quality Appropriate shape Dimensional tolerances Surface quality Homogenous structure Uniform mechanical properties Background Metal flow through the die must be as uniform as possible Especially a problem on profiles with varying thickness Non-uniform metal flow High velocity gradient in die opening Solution Correctly designed pocket die Controls metal flow Enhances product quality Purpose “…to determine the influence of the pocket die geometry on the metal flow during extrusion of sections with varying thickness and consequently on its geometrical stability and surface quality” Mechanical properties of cross sections Extrusion force measured for all dies Method Profile 1 is wall thickness ratio g1/g2=6:2 Profile 2 is wall thickness ratio g1/g2=12:2 Metal Flow Test Goal: “…check pocket dies geometry on the formation of cracks and geometrical stability of extrudate.” Metal Flow Test Flat die and different pocket dies W2 was varied 1mm pocket A 3mm pocket B 7mm pocket C Results Profile 1 Results Profile 2 Results Lessens dead zones Symmetry zones result in uniform flow Results Shape stability Test Results Flat die: material flows faster at thick part “…application of two large pockets at the thin profile part leads to faster metal exit speed…” Can bend the other way Results Results Results Flat die: inhomogeneous material flow Creates velocity gradient Unbeneficial state of stresses in orifice Tensile stresses responsible B good quality Most beneficial state of stresses Homogeneous meterial flow Extrusion force Test Indirect extrusion ram pressure = p = Yf ex (ex is from Johnson eqn) and where Yf is found using the the ideal true strain e = ln rx In direct extrusion, difficult to predict the chamber/billet interactive friction, so use the shear yield strength ( about Yf /2 ) to estimate the chamber wall shear force as pf p Do2/4 = Yf p Do L/2 giving pf = 2 Yf L / Do and where pf = additional pressure to overcome wall friction force Total ram pressure becomes p = Yf (ex + 2L / Do ) Results Profile 1 Results Profile 2 Results Results Micro properties Test Conclusions References