Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
Shape-memory alloy wikipedia , lookup
Strengthening mechanisms of materials wikipedia , lookup
Rolling-element bearing wikipedia , lookup
Flow conditioning wikipedia , lookup
Bearing (mechanical) wikipedia , lookup
Viscoplasticity wikipedia , lookup
Deformation (mechanics) wikipedia , lookup
Paleostress inversion wikipedia , lookup
Fatigue (material) wikipedia , lookup
Viscoelasticity wikipedia , lookup
Frictional contact mechanics wikipedia , lookup
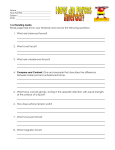
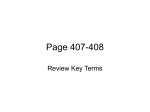
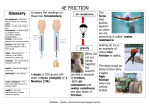
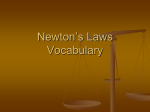
materials Article Determination of Actual Friction Factors in Metal Forming under Heavy Loaded Regimes Combining Experimental and Numerical Analysis Ana María Camacho 1, *, Mariano Veganzones 1 , Juan Claver 1 , Francisco Martín 2 , Lorenzo Sevilla 2 and Miguel Ángel Sebastián 1 1 2 * Department of Manufacturing Engineering, Universidad Nacional de Educación a Distancia (UNED), Madrid 28040, Spain; [email protected] (M.V.); [email protected] (J.C.); [email protected] (M.Á.S.) Department of Civil, Material and Manufacturing Engineering, University of Malaga, Malaga 29071, Spain; [email protected] (F.M.); [email protected] (L.S.) Correspondence: [email protected]; Tel.: +34-913-988-660 Academic Editor: Magd Abdel Wahab Received: 8 August 2016; Accepted: 29 August 2016; Published: 1 September 2016 Abstract: Tribological conditions can change drastically during heavy loaded regimes as experienced in metal forming; this is especially critical when lubrication can only be applied at the early stage of the process because the homogeneous lubricant layer can break along the die-workpiece interface. In these cases, adopting a constant friction factor for the lubricant-surface pair may not be a valid assumption. This paper presents a procedure based on the use of dual friction factor maps to determine friction factors employed in heavy loaded regimes. A finite element (FE) simulation is used to obtain the friction factor map for the alloy UNS A96082. Experiments were conducted using four lubricants (aluminum anti-size, MoS2 grease, silicone oil, and copper paste) to determine the actual friction curves. The experimental procedure is based on the application of lubricant only at the beginning of the first stage of ring compression, and not at intermediate stages as is usual in typical ring compression tests (RCTs). The results show that for small reductions (rh < 20%), the conventional RCT can be applied because the tribological conditions remain similar. For large reductions (rh > 20%), it is recommended to obtain an average value of the friction factor for every lubricant-surface pair in the range of deformation considered. Keywords: friction; lubricant; FE; tribology; metal alloys; forming; large deformations; experiments 1. Introduction Friction reduction has typically been investigated due to its importance in mechanical processes performance, systems performance, and wear prevention. An effective technique for improving tribological performance is surface texturing, as demonstrated by Lu et al. in [1] where friction reduction is achieved by generating square dimples of different sizes and geometries at the contact surface. New coatings to prevent wear under severe conditions are also being investigated, as observed in the work from Vandoni et al. [2], where the use of fiber laser sources for surface texturing of very thin TiN coatings is presented as a good option for heavy loaded sliding regimes. Reduction of friction and wear has been proposed in the recent work of Yazawa et al. [3] through a hybrid tribofilm consisting of both coating and lubricant. In metal forming, friction is a very complex phenomenon due to the variety of technological factors involved and their own interrelation. Not only friction reduction, but also friction characterization has grown recently because tribological conditions between workpieces and tools heavily influence material flow and tool life [4], as well as required loads, energy consumption, surface quality, and the internal microstructure of the products obtained by plastic deformation. Materials 2016, 9, 751; doi:10.3390/ma9090751 www.mdpi.com/journal/materials Materials 2016, 9, 751 2 of 16 Recent studies published by Hua et al. [5] and Zhang and Ou [6] show the enthusiastic interest of the scientific community to develop new methods for friction characterization and to discover new relationships between classical friction models, respectively. The most widely accepted methodology to characterize friction between two surfaces is to define a friction factor at the work piece-die interface. To evaluate the behavior of lubricants in metal forming processes, it is common to quantify the friction factor using different indirect techniques, such as the open-die backward extrusion test [7], double cup extrusion test [8], or ring compression test, among others. The ring compression test (RCT) has been widely used and successfully applied since its initial development by Kunogi [9]; this method was improved by the well-known work of Male and Cockcroft [10]. After its publication, many researchers have subsequently justified its validity; one example is the work of Hawkyard and Johnson [11] that analyzed the problem assuming homogeneous deformation, neglecting strain hardening, and assuming a constant Tresca friction factor at the interface. Male performed a study to determine the variations of the friction factor of metals during the compression processes at room temperature [12], and later on, the same author investigated the applicability of the RCT to conventional metal forming processes [13]. Carter and Lee [14] simulated the RCT using a finite element model, generating the friction factor curves for a particular material, and they observed some differences compared to the curves obtained by Male and Cockcroft in their 1965 work. These differences were related to the assumption of homogeneous strain and a constant value of the friction factor at the workpiece-die interface. Some years later Wang and Lenard [15] concluded that the temperature and strain rate were the two most influential parameters on the Tresca friction factor form results of hot RCTs. Other works have attempted to determine the dependence of friction on the material properties, strain rate, and non-homogeneous deformation, using both metallic [16] and non-metallic materials [17]. From these works it can be concluded that the RCT is an effective method for the determination of the friction factor in the metal forming processes. However, it is inadvisable to use generic friction maps and tables independent of the type of material and operating conditions, as demonstrated by several authors in the scientific literature [7,18]. Particularly, during any transient metal forming operation, such us forging, tribological conditions change during the process; this is especially critical when lubrication can only be supplied at the early stage of the process and heavily loaded conditions are applied due to the extreme changes during the forming process that occur to the lubricant layer at the interface. In these cases, the consideration of the initial friction factor for the lubricant-surface pairs applied to the entire operation can lead to an underestimation of the required forces and, consequently, of the required energy to finish the operation. To determine the actual friction factors found during these operating conditions, numerical simulation is required as a complementary analysis tool to experiments. The Finite Element Method (FEM) is widely used in metal forming simulation because its analysis capability has been probed under large deformations. The combination of experimental tests with analytical and numerical techniques has become the most powerful methodology for researchers in metal forming. As an example, Shahriari et al. [19] have studied the hot RCT of the superalloy Nimonic 115 by combining simulation techniques and experimental tests while using a profile projector as a method of measurement of ring dimensions. Zhu et al. [20] also determined the friction factor of Ti-6Al-4V titanium alloy in hot forging by combining RCT results and finite element simulations. Other analytical techniques such as the Upper Bound Theorem (UBT) also have considerable potential, as demonstrated by Bermudo et al. in their recent work [21]. This paper presents an alternative use of the RCT (by means of dual friction factor maps) to determine friction factors more adapted to heavy loaded regimes that occur during metal forming by combining experiments with numerical simulations by FEM. 2. Materials and Methods 2.1. Approach In this work, a combination of experiments with numerical simulations by the FEM has been selected to perform the analysis and the procedure followed is outlined in Figure 1. Materials 2016, 9, 9, 751 Materials 2016, 751 3 of 1616 3 of Figure 1. Outline of the methodology. RCT refers to ring compression test. Figure 1. Outline of the methodology. RCT refers to ring compression test. This methodology will bebe explained inin detail hereafter, and it comprises thethe following: This methodology will explained detail hereafter, and it comprises following: Experimentaldetermination determinationofofthe the plastic plastic flow curve for in in the • Experimental for the thematerial materialUNS UNSA96082 A96082used used RCTs. the RCTs. Finite Element modelling simulate RCTs, considering flow curve previously obtained. • Finite Element modelling toto simulate RCTs, considering thethe flow curve previously obtained. Experimental performance of RCTs according the alternative procedure presented in this • Experimental performance of RCTs according to thetoalternative procedure presented in this paper. paper. This procedure on the application of lubricant onlybeginning at the beginning of the first This procedure is based is onbased the application of lubricant only at the of the first stage stage during the compression of the rings and not at intermediate stages as usual in typical during the compression of the rings and not at intermediate stages as usual in typical RCTs. RCTs. representation of the dual friction factor map, which includes both the friction curves • Graphical obtained Graphical the dual friction factor map,simulations. which includes both the friction curves by representation experiments inof laboratory and by numerical obtained by experiments in laboratory and by numerical • Selection of the friction factor according to the deformationsimulations. stage. Selection of the friction factor according to the deformation stage. 2.2. Determination of the Plastic Flow Curve 2.2. Determination of the Plastic Flow Curve Before starting the numerical simulation, the flow curve of the material UNS A96082 (Sanmetal Before starting the numerical simulation, thehad flow of the material UNSCorrection A96082 (Sanmetal SA, Zaragoza, Spain) used in the experimental tests to curve be determined. The Bulge Factor SA, Zaragoza, Spain) experimental had toofbe The UNS BulgeA96082 Correction Method (BCFM) [22] wasused usedintothe obtain the plastic tests flow curve thedetermined. aluminum alloy by Factor (BCFM) wascontrolled used to obtain the plastic flow curveDuring of theuniaxial aluminum alloy UNS means ofMethod compression tests[22] under conditions in the laboratory. compression A96082 by meansundergoes of compression tests under once controlled conditions in the laboratory. During tests, the specimen plastic deformation the yield stress is achieved, after the elastic uniaxial thethere specimen undergoes plastic at deformation once the friction yield stress regime [23].compression In the plastictests, regime, is a uniform deformation first; afterwards, at the is workpiece-compression dies’ interfaces a non-uniform deformation, so a correction factor is achieved, after the elastic regime [23]. causes In the plastic regime, there is a uniform deformation at first; required to calculate the flow correctly [24]. afterwards, the friction atstress the in workpiece-compression dies’ interfaces causes a non-uniform To accomplish goal, controlled formingto under quasi-non-friction was performed deformation, so a this correction factor is required calculate the flow stressconditions in correctly [24]. in the laboratory. During compression each specimen, appropriate measurements gathered To accomplish thisthe goal, controlled of forming under quasi-non-friction conditionswere was performed toin obtain the flow curve according to the BCFM. of In Figure 2, both curves (before and after application the laboratory. During the compression each specimen, appropriate measurements were ofgathered BCFM) are represented. to obtain the flow curve according to the BCFM. In Figure 2, both curves (before and after application of BCFM) are represented. Materials 2016, 9, 751 4 of 16 Figure 2. Plastic flow curve of the Aluminum alloy UNS A96082. To characterizethe thematerial material and to implement its plastic properties into the element finite element To characterize and to implement its plastic properties into the finite model, model, the flow curve according to Hollomon’s expression is presented (Equation (1)): the flow curve according to Hollomon’s expression is presented (Equation (1)): (MPa) = 500·0.1 0.1 (1) σ (MPa) = 500·ε (1) where K = 500 MPa is the strength coefficient and n = 0.1 is the strain hardening exponent. They have where K = 500 MPa strength coefficient andofn the = 0.1 is the strain hardening exponent. been determined as isa the result of potential fitting data obtained in the plastic zone ofThey the have been determined as a result of potential fitting of the data obtained in the plastic zone of the stress-strain curve by uniaxial compression tests of cylindrical specimens. stress-strain curve by uniaxial compression tests of cylindrical specimens. 2.3. Lubricants 2.3. Lubricants Lately, there is a growing interest in the use of green lubricants due to environmental concerns Lately, there is growing interest the form use of of liquid green or lubricants due to environmental [25,26]. Lubricants areacommonly applied in in the solid films at the die-workpiece concerns [25,26]. Lubricants are commonly applied in the form of liquid or films at The the interface to minimize adhesion, the interaction between surfaces and, therefore,solid friction [27]. die-workpiece interface to minimize adhesion, the interaction between surfaces and, therefore, most common lubricants in use are oils and greases. Oils are basically composed of a base oil and friction [27]. The most common lubricants in use and Oils the are basically of a specific additives. These additives are added toare theoils base oilgreases. to provide lubricantcomposed its properties base oil and specific additives. These additives are added to the base oil to provide the lubricant and performance characteristics. On the other hand, grease comprises a base oil, additives, andits a properties and thickener performance Onthat, the in other hand, grease a base additives, thickener. The maycharacteristics. be any material combination withcomprises the base oil, willoil, produce the and a thickener. The thickener any material that,used in combination the base oil, will produce solid to semi-fluid structure.may Thebemain thickeners in greases with include lithium, aluminum, the solid to semi-fluid structure. The main thickeners used in greases include lithium, aluminum, calcium soaps, and clay, either alone or in combination. Lithium soap is the most common thickener calcium soaps, and clay, either alone or in combination. soapas is the mostcase common thickener in in use today. However, many applications use solidLithium lubricants in the of molybdenum use today. However, manynitride, applications use solid lubricants(PTFE) as in the of molybdenum disulphide (MoS2), boron polytetrafluoroethylene or case Teflon, and graphite.disulphide These are (MoS2 ), boron nitride, polytetrafluoroethylene (PTFE) or Teflon, and graphite. These are mainly used mainly used in warm and hot forming where liquid lubricants are not recommended. These in warm and hot forming where liquid lubricants are not recommended. These lubricants are widely lubricants are widely used in the metal-mechanical industry [28]. used in the metal-mechanical industry [28]. To simulate different friction conditions during experimental tests, four lubricants (namely To simulate different friction conditions during experimental tests, four lubricants (namely aluminum anti-size, MoS2, silicone oil, and copper paste) were used and characterized by means of aluminum anti-size, MoS2 , silicone oil, and copper paste) were used and characterized by means of the RCT. Aluminum anti-size has excellent lubricating, anticorrosive, and anti-seize properties due the RCT. Aluminum anti-size has excellent lubricating, anticorrosive, and anti-seize properties due to to the aluminum structure that provides excellent behavior in high temperature conditions (until 600 °C). the aluminum structure that provides excellent behavior in high temperature conditions (until 600 ◦ C). It is recommended to prevent early wear of surfaces. MoS2 grease contains a mineral oil as a base, an It is recommended to prevent early wear of surfaces. MoS2 grease contains a mineral oil as a base, an organic thickener, and additives for use in high pressure conditions; it is widely used in cases where organic thickener, and additives for use in high pressure conditions; it is widely used in cases where oscillations, vibrations, and impact loads are encountered under moderate temperatures. Silicone oil oscillations, vibrations, and impact loads are encountered under moderate temperatures. Silicone oil can be used for metallic and non-metallic components; it is characterized by a low viscosity level and can be used for metallic and non-metallic components; it is characterized by a low viscosity level and a a high resistance against decomposition by heat. The last lubricant is the copper paste; it is typically high resistance against decomposition by heat. The last lubricant is the copper paste; it is typically used to prevent wear by corrosion in high temperature and high load applications. used to prevent wear by corrosion in high temperature and high load applications. Materials 2016, 9, 751 Materials 2016, 9, 751 5 of 16 5 of 16 2.4. Finite Element Model 2.4. Finite Element Model A finite element model has been developed in DEFORM F2™ (Scientific Forming Technologies Corporation, Columbus, OH,has USA) accomplish goal ofF2™ creating a friction factorTechnologies map for the A finite element model beentodeveloped in the DEFORM (Scientific Forming specific material UNS A96082. This FE code is a computer aided engineering software specifically Corporation, Columbus, OH, USA) to accomplish the goal of creating a friction factor map for the designed for metal forming analysis. The DEFORM (Scientific Forming Technologies Corporation, specific material UNS A96082. This FE code is a computer aided engineering software specifically Columbus,for OH, USA) preprocessor uses graphical user interface to assemble the dataCorporation, required to designed metal forming analysis. Thea DEFORM (Scientific Forming Technologies Columbus, OH, USA) preprocessor uses a graphical user interface to assemble the data required to run run the simulation. Input data includes: the simulation. Input data includes: Object description: all data associated with an object, including geometry, mesh, temperature, • Object description: all data associated with an object, including geometry, mesh, temperature, material, etc. material, etc. Material data: data describing the behavior of the material under the conditions which it will • Material data: data describing the behavior of the material under the conditions which it will reasonably experience during deformation. reasonably experience during deformation. Inter object conditions: describes how the objects interact with each other, including contact and • Inter object conditions: friction between objects.describes how the objects interact with each other, including contact and friction between objects. Simulation controls: definition of parameters such as discrete time steps to model the process. • Simulation controls: definition of parameters such as discrete time steps to model the process. The main concepts of the preprocessing stage are explained in detail hereafter. The main concepts of the preprocessing stage are explained in detail hereafter. The geometrical relationships of the dimensions of the rings and the operating parameters The geometrical relationships of the dimensions of the rings and the operating parameters involved in the process were based on those used by Sofuoglu and Rasty in their tests [17]. The most involved in the process were based on those used by Sofuoglu and Rasty in their tests [17]. The common dimensional ratio used thisintype problem is the relation between outer diameter: inner most common dimensional ratio in used thisof type of problem is the relation between outer diameter: diameter: height, 6:3:2,6:3:2, respectively, commonly named thethe“canonical Specific inner diameter: height, respectively, commonly named “canonicalaspect aspect ratio”. ratio”. Specific dimensions used in the rings tested are shown in Figure 3. dimensions used in the rings tested are shown in Figure 3. Figure Figure 3. 3. Geometry Geometry of of the the rings rings tested tested by by RCT. RCT. Symmetry conditions are typically applied in the literature about RCTs due to the axisymmetric Symmetry conditions are typically applied in the literature about RCTs due to the axisymmetric nature of this problem. This can be observed in the finite element modelling of RCT in works of nature of this problem. This can be observed in the finite element modelling of RCT in works of reference such such as as the the ones ones realized realized by by Sofuoglu Sofuoglu et et al., al., where where bi-dimensional bi-dimensional models models using using finite finite reference element codes codesANSYS ANSYS [7] Abaqus and Abaqus have been developed. this, an element [7] and [16,17] [16,17] have been developed. ConsideringConsidering this, an axisymmetric axisymmetric modelwith wasthe created the finite element software DEFORM F2™ (Scientific Forming model was created finitewith element software DEFORM F2™ (Scientific Forming Technologies Technologies Columbus, Corporation, Columbus, OH, USA); symmetry conditions were imposed, only half Corporation, OH, USA); symmetry conditions were imposed, so only half ofsothe model was analyzed. of the model was analyzed. and thethe workpiece is modelled as aasdeformable body. The Flat platens platens are aremodelled modelledasasrigid rigidparts parts and workpiece is modelled a deformable body. workpiece has been meshed with with first order continuum elements of quadrilateral shapeshape and the mesh The workpiece has been meshed first order continuum elements of quadrilateral and the contains approximately 2200 elements. mesh contains approximately 2200 elements. Regarding the modelled with with aluminum aluminum alloy alloy UNS UNS A96082, A96082, whose whose Regarding the material, material, each each ring ring has has been been modelled plastic flow curve was determined previously from the compression test, as explained above. The flow plastic flow curve was determined previously from the compression test, as explained above. The stress data are introduced as tabular data because this is the most highly recommended method to flow stress data are introduced as tabular data because this is the most highly recommended method follow the true behavior of the material: to follow the true behavior of the material: . (2) (2) σ= σ, ε,,ε,TT where where Materials 2016, 9, 751 6 of 16 Materials 2016, flow 9, 751 stress, σ: effective 6 of 16 ε: effective plastic strain, . : effective flowrate, stress, ε: effective strain T: temperature work : effective plastic strain, In this paper : effective straincold rate,forming conditions are considered, so the flow stress does not depend on the strain ratetemperature as the temperature is considered constant and equal to 20 ◦ C. T : work A constant friction model orconditions shear friction model was assumed for stress a range of friction factors, In this paper cold forming are considered, so the flow does not depend on“m”, the from 0 to 0.6. This friction model considers a friction factor, m, to quantify the interface friction and its strain rate as the temperature is considered constant and equal to 20 C. analytical expression is (Equation A constant friction model or (3)): shear friction model was assumed for a range of friction factors, τ =a m ·k (3) “m”, from 0 to 0.6. This friction model considers friction factor, m, to quantify the interface friction and its analytical expression (Equation (3)):is constant and it only depends on the shear flow stress, This model assumes thatisfriction stress (3) m k stress is null, whereas for sticking conditions k. For example, for perfect lubrication (m =0) friction (m = This 1), friction equals shear flowisstress. This model has been demonstrated to bestress, more model stress assumes that the friction stress constant and it only depends on the shear flow realistic than Coulomb’s friction model(m in =metal forming analysis because normal pressures are often k. For example, for perfect lubrication 0) friction stress is null, whereas for sticking conditions higher flowstress stresses so the Coulomb’s friction provides stresses highertothan shear (m = 1),than friction equals the shear flow stress.model This model hasfriction been demonstrated be more flow stresses. realistic than Coulomb’s friction model in metal forming analysis because normal pressures are simulation controls, F2™ is a numerical code offriction implicit methodology that oftenRegarding higher than flow stresses so theDEFORM Coulomb’s friction model provides stresses higher than uses the Newton-Raphson method for solving the equations. The model includes 200 steps and the shear flow stresses. step Regarding increment is defined ascontrols, 10. The DEFORM number ofF2™ stepsisisa given by Equation simulation numerical code of (4): implicit methodology that uses the Newton-Raphson method for solving the equations. The model includes 200 steps and the x n = (4) step increment is defined as 10. The number of steps V · is ∆tgiven by Equation (4): where n x V t (4) where n: number of steps, n: of steps,of the primary die, x: number total movement x: total movement of the primary die, V: primary die velocity, V: die increment velocity, per step ∆t:primary is the time t: is the time increment per step The The completed completed model model after after preprocessing preprocessing is is presented presented in in Figure Figure 4, 4, where contact contact nodes nodes at the beginning of the compression process are shown at the die-workpiece interfaces. interfaces. Figure Figure 4. 4. Finite Finite Element Element model model by by DEFORM DEFORM F2™ F2™ after after preprocessing. preprocessing. The deformed rings rings after aftercompression compressionand andextreme extremefriction friction conditions shown in Figure 5b The deformed conditions areare shown in Figure 5b for for comparison. explained in [18], when a ring preform is compressed in the plastic between comparison. As As explained in [18], when a ring preform is compressed in the plastic fieldfield between flat flat platens, a high friction factor results in an inward flow of material (m = 0.6); however, a low friction factor results in an outward flow of material (m = 0.04). Materials 2016, 9, 751 7 of 16 platens, a high friction factor results in an inward flow of material (m = 0.6); however, a low friction 7 of 16 7 of 16 outward flow of material (m = 0.04). Materials 2016, 9, 751 Materials 2016, 9, 751 factor results in an (a)(a) (b)(b) Figure Finite Element Method (FEM) simulation RCT for different friction conditions. (a) Initial Figure Finite Element Method (FEM) simulation RCT for different friction conditions. (a) Initial Figure 5.5.5. Finite Element Method (FEM) simulation ofofof RCT for different friction conditions. (a) Initial mesh (axisymmetrical model); (b) Deformed samples for different friction conditions (top: m =0.6; 0.6; mesh(axisymmetrical (axisymmetricalmodel); model);(b) (b)Deformed Deformedsamples samplesfor fordifferent differentfriction frictionconditions conditions(top: (top:mm==0.6; mesh bottom: m = 0.04). bottom:mm==0.04). 0.04). bottom: 2.5. Experimental Procedure 2.5. 2.5.Experimental ExperimentalProcedure Procedure Experimentaltests tests were conducted determine thedual dual friction factor mapofofthe the Experimental tests were conducted totodetermine friction factor map Experimental were conducted to determine the dualthe friction factor map of the aforementioned aforementioned lubricants material UNS A96082 under specific forming conditions. Accordingly, aforementioned lubricants forfor material UNS A96082 under specific forming conditions. Accordingly, lubricants for material UNS A96082 under specific forming conditions. Accordingly, experimental experimental compression tests were realized using rings treated with the lubricants presented; compression compression tests were realized using rings treated with treated the lubricants presented; this purpose, experimental tests were realized using rings with the lubricantsfor presented; forfor thisuniversal purpose,test the universal testmachine machine HOYTOM HM-100kN (HOYTOM S.L.,Leioa, Leioa, Spain) the machine HOYTOM HM-100kN (HOYTOM S.L., Leioa, Spain)S.L., (Figure 6a) and flat this purpose, the universal test HOYTOM HM-100kN (HOYTOM Spain) (Figure 6a) and flat platens as forming tools (Figure 6b) were used. platens6a) as forming tools (Figure 6b) were used. (Figure and flat platens as forming tools (Figure 6b) were used. (a)(a) (b)(b) Figure Equipment and forming tools. (a) Universal test machine HOYTOM HM-100kN; (b) Detailed Figure 6.6.6. Equipment and Figure Equipment andforming formingtools. tools.(a) (a)Universal Universaltest testmachine machineHOYTOM HOYTOMHM-100kN; HM-100kN;(b) (b)Detailed Detailed view of flat platens. view viewof offlat flatplatens. platens. conductthe theRCTs, RCTs,each eachring ringwas wasplaced placedononthe thebottom bottomplate plateofofthe thetest testmachine machine ToToconduct To conduct the RCTs, each ring was placed on the bottom plate of the test machine (compression (compressionarea) area)after afterlubrication lubricationofofthe thecontact contactsurfaces; surfaces;then, then,the thetop topplate platewas waspositioned positioned (compression area) aftercontact lubrication of the contact surfaces; then, the topcontact plate was positioned making contact with making with the upper surface of the ring. Once was made, an increment of the load making contact with the upper surface of the ring. Once contact was made, an increment of the load the upper surface of the ring. Onceincontact was made, an increment of the loadradius. was applied causing a was applied causing a reduction height and the deformation of the inner According to the was applied causing a reduction in height and the deformation of the inner radius. According to the alternativeapproach approachpresented presentedininthis thispaper, paper,the thelubricant lubricantwas wasonly onlyapplied appliedat atthe thefirst firststage, stage,asas alternative explained previously. explained previously. Materials 2016, 9, 751 8 of 16 Materials 2016, 751 8 of 16 reduction in9,height and the deformation of the inner radius. According to the alternative approach presented in this paper, the lubricant was only applied at the first stage, as explained previously. The RCTs RCTswere wereconducted conducted three different for lubricant each lubricant intoorder to generate The onon three different ringsrings for each in order generate enough enough points to create the friction map. Compressions were applied to reach loads of 30, 50,kN. andThe 70 points to create the friction map. Compressions were applied to reach loads of 30, 50, and 70 kN. velocity The ramofvelocity of the of the test machine was mm/s in all The of the cases. The ram the upper plateupper of theplate test machine was 2.5 mm/s in 2.5 all of the cases. conditions of conditions of the process are specified in Table 1. the process are specified in Table 1. Table 1. 1. Ring compression compression test test conditions. conditions. Table Temperature Ram Velocity Ram Velocity Temperature (◦ C) (°C) (mm/min) (mm/min) 20 2.5 20 2.5 1st Stage Load 1st Stage Load (kN) (kN) 30 30 2nd Stage Load 2nd Stage Load (kN) (kN) 50 50 3rd Stage Load 3rd Stage Load (kN) (kN) 70 70 Rings at the end of every compression stage are presented in Figure 7. Rings at the end of every compression stage are presented in Figure 7. 1st stage 2nd stage 3rd stage Figure 7. Rings after each compression stage using four lubricants. From left to right: copper paste, Figure 7. Rings after each compression stage using four lubricants. From left to right: copper paste, silicone oil, MoS2 grease, aluminum anti-size. silicone oil, MoS2 grease, aluminum anti-size. In this thethe dimensional changes of the of ringthe for ring each lubricant the three compression thisfigure, figure, dimensional changes for each during lubricant during the three stages can be observed. changes will be changes explainedwill in detail in a subsequent section. compression stages canThese be observed. These be explained in detail in a subsequent section. 2.6. Finite Element Model Validation 2.6. Finite Model Validation The Element finite element model has been validated with theoretical results obtained by De Pierre et al. [29] by an analytical forwith the theoretical canonical results aspect obtained ratio (6:3:2). The finite element model has beenmethod validated by DeDue Pierretoetthe al. dependency of the method with the material, results for the same finite element model and different [29] by an analytical method for the canonical aspect ratio (6:3:2). Due to the dependency of the metallic alloys are presented in Figure These alloys are (form right): copper UNS method with the material, results for the8.same finite element modelleft andtodifferent metallicalloy alloys are C11000 and aluminum alloys UNS A92024 (both flow curves are imported from the materials library presented in Figure 8. These alloys are (form left to right): copper alloy UNS C11000 and aluminum of DEFORM F2™) and UNS A96082 in this work). alloys UNS A92024 (both flow curves(used are imported from the materials library of DEFORM F2™) and The biggest differences are found for the friction factor m = 0.5. However, these differences UNS A96082 (used in this work). are minimum the friction coefficients commonly in cold these forming (m < 0.2). The biggestfor differences are found for themost friction factor m = used 0.5. However, differences are Additionally, a comparison of the dimensional changes in diameter obtained by experiments anda minimum for the friction coefficients most commonly used in cold forming (m < 0.2). Additionally, finite element is shown in Figure 9. In this figure, it be seen graphically the comparison ofsimulation the dimensional changes in diameter obtained bycan experiments and finite how element inner diameter decreases in both cases during the compression process (lubricants: silicone oil simulation is shown in Figure 9. In this figure, it can be seen graphically how the inner diameter and aluminum anti-size). decreases in both cases during the compression process (lubricants: silicone oil and aluminum anti-size). Materials 2016, 9, 751 Materials Materials 2016, 2016, 9, 9, 751 751 9 of 16 99 of of 16 16 (a) (a) (b) (b) (c) (c) Figure 8. Finite element model Figure 8. 8. Finite Finite element element model model validation validation with with theoretical theoretical results results obtained obtained by by De De Pierre Pierre et et al. al. [29]. [29]. Figure validation with theoretical results obtained by De Pierre et al. [29]. (a) Copper alloy UNS C11000; (b) Aluminum alloy UNS A92024; (c) Aluminum alloy UNS A96082. (a)Copper Copperalloy alloyUNS UNSC11000; C11000;(b) (b)Aluminum Aluminumalloy alloyUNS UNSA92024; A92024;(c) (c)Aluminum Aluminumalloy alloyUNS UNSA96082. A96082. (a) (a) (a) (b) (b) Figure Figure 9. 9. Comparison Comparison of of experimental experimental observations observations and and numerical numerical results. results. (a) (a) Lubricant: Lubricant: silicone silicone oil; oil; Figure 9. Comparison of experimental observations and numerical results. (a) Lubricant: silicone oil; (b) (b) Lubricant: Lubricant: aluminum aluminum anti-size. anti-size. (b) Lubricant: aluminum anti-size. Results Results from from the the simulation simulation are are in in good good agreement agreement with with both both analytical analytical and and experimental experimental Results from the simulation are in good agreement with both analytical and experimental results, results, so the numerical model can be considered validated. results, so the numerical model can be considered validated. so the numerical model can be considered validated. Materials 2016, 9, 751 Materials 2016, 9, 751 10 of 16 10 of 16 3. Results and Discussion 3. Results and Discussion 3.1. Determination of Dimensional Variables 3.1. Determination of Dimensional Variables Once RCTs have been conducted in the laboratory, it is possible to create the friction factor map; to accomplish thebeen reductions in height (Equation (5)) innertoradius (6)) that map; each Once RCTsthis, have conducted in the laboratory, it isand possible create(Equation the friction factor ring experienced under different lubricants have to be obtained: to accomplish this, the reductions in height (Equation (5)) and inner radius (Equation (6)) that each h h1 obtained: ring experienced under different lubricants have 0 to be r (%) 100 h h h00 − h1 r h (%) = · 100 (5) (5) d dh0 i ,0 i,1 r (%) (6) 100 d − d ddii,0 i,1 ,0 r d (%) = · 100 (6) di,0 where di,0 is the inner diameter of the ring at the beginning, di,1 is the inner diameter of the ring at the where the inner the ring at the beginning, the height inner diameter the ring stage. at the end of dthe stage, h0 is diameter the initialofheight of the ring, and h1 is dthe final at every of reduction i,0 is i,1 is end of the stage, h0 is the initialchanges height of h1 is thedifferent final height at every reduction stage. To To measure the dimensional ofthe thering, innerand diameter, methods have been proposed. measure theLenard dimensional changes of inner diameter, different methods have been Wang Wang and [15] measured thethe diameter with calipers in two directions at theproposed. middle and on and Lenard [15] measuredHartley the diameter with calipers in two method directions the middle and on the end of the end of the specimen. et al. [30] proposed a new byatusing a ball-bearing of known the specimen. et al. [30]Shahriari proposedeta new method by using ball-bearing of known diameter, diameter, andHartley more recently, al. [19] combined thea aforementioned method with a and more recently, Shahriari et al. [19] combined the aforementioned method with a profile profile projector equipped with an X-Y micrometer table; however, this technique stillprojector offered equipped with an X-Y micrometer table;the however, thisprofile technique still offered problems the problems because the method assumes deformed possesses a circular shape because which does method assumes the deformed profile possesses a circular shape which does not match perfectly to not match perfectly to reality. Goetz et al. [31] demonstrated that there are more types of profiles reality. Goetz et al. [31] demonstrated that there are more types of profiles besides concave and convex, besides concave and convex, which reduces the feasibility of the measurement process. For the sake which reducesand the feasibility measurement process. For the sake of simplicity, as there is of simplicity, as there isofnothe perfectly established procedure, a profile projector,and TESA VISIO no perfectly established procedure, a profile projector, TESA VISIO (TESA SA, Renens, Switzerland) (TESA SA, Renens, Switzerland) (Figure 10), has been used in this paper to take the measurements of (Figure 10), plane. has been used in this paper to take the measurements of the middle plane. the middle Figure 10. Details of the inner diameter measurement with profile projector TESA VISIO. Figure 10. Details of the inner diameter measurement with profile projector TESA VISIO. Table 2 shows the measurements obtained after performing the RCT with each ring in every Table 2 shows the measurements obtained after performing the RCT with each ring in every stage stage of the compression process. Each value of the diameter is the mean of three measurements, and of the compression process. Each value of the diameter is the mean of three measurements, and each each measurement is provided by the profile projector selecting eight points at 45 around the measurement is provided by the profile projector selecting eight points at 45◦ around the diameter; the diameter; the diameter of the circle is determined by fitting the data by the least-square method. diameter of the circle is determined by fitting the data by the least-square method. Materials 2016, 9, 751 11 of 16 Materials 2016, 9, 751 11 of 16 Table 2. Dimensional measurements after conducting the RCTs. Table 2. Dimensional measurements after conducting the RCTs. Lubricants Lubricants Aluminum anti-size Aluminum anti-size MoSMoS 2 grease 2 grease Silicone oil oil Silicone Copper paste Copper paste Forming Stage Forming Stage 11 22 33 11 22 3 3 11 22 3 3 11 2 2 3 3 Inner Diameter (mm) OuterOuter Diameter (mm) Inner Diameter (mm) Diameter (mm) 5.1495.149 10.989 10.989 12.510 4.8034.803 12.510 13.680 4.2944.294 13.680 11.080 5.2595.259 11.080 4.878 12.754 4.878 12.754 4.476 13.735 4.476 13.735 10.842 5.0935.093 10.842 4.638 12.383 4.638 12.383 4.002 12.982 4.002 12.982 10.943 5.1025.102 10.943 4.800 12.538 4.800 12.538 4.377 13.598 4.377 13.598 AsAs it can bebe seen in all allcases; cases;while whilethe theinner inner diameter it can seenininTable Table2,2,the theouter outerdiameter diameter expands expands in diameter increases at at thethe first stage the compression compressionprocess. process. increases first stageand anddecreases decreasesatatthe thelast last stages stages during during the Images (from thathave havebeen beeninincontact contact with Images (fromthe theprofile profileprojector) projector)of of the the rings’ rings’ surfaces surfaces that with thethe flatflat platens forfor all all lubricants areare shown in in Figure 11.11. The profile projector allows platens lubricants shown Figure The profile projector allowsfor forthe theopportunity opportunitytotosee thesee contact surfaces of the workpiece after each stage. stage. In all the cases an external the contact surfaces of the workpiece aftercompression each compression In all the there cases isthere is an ring belonging to the lateral surface of the ring that establishes new contact once the compression takes external ring belonging to the lateral surface of the ring that establishes new contact once the place; this will lead an inhomogeneous contact surface andcontact it will surface influence friction factorthe so it compression takesto place; this will lead to an inhomogeneous andthe it will influence canfriction be onefactor reason to be consider this factor m constant the process. sonot it can one reason not to consider thisthroughout factor m constant throughout the process. Figure 11. Rings tested in the laboratory after each forming stage. Images obtained by TESA VISIO Figure 11. Rings tested in the laboratory after each forming stage. Images obtained by TESA VISIO profile projector. profile projector. Materials 2016, 9, 751 12 of 16 Materials 2016, 9, 751 12 of 16 3.2. Dual Friction 3.2. Dual FrictionFactor FactorMap Map The friction factor map waswas obtained by a by finite element modelmodel according to the material properties The friction factor map obtained a finite element according to the material of properties the ring (aluminum alloy UNS A96082). By overlapping the friction curves obtained numerically of the ring (aluminum alloy UNS A96082). By overlapping the friction curves obtained and through experimental a quantitative qualitativeand assessment of the behaviorofofthe each numerically and throughtesting, experimental testing, and a quantitative qualitative assessment lubricant be realized, considerations about alternative uses of RCTsuses are of described. behaviorcan of each lubricantand can some be realized, and some considerations about alternative RCTs Figure 12 showsFigure the dual frictionthe factor obtained. are described. 12 shows dualmap friction factor map obtained. Figure12. 12.Dual Dualfriction friction factor factor map results. Figure map for for UNS UNSA96082 A96082experimental experimental results. The dual friction factors map plotted for alloy UNS A96082 (Figure 12) shows that the value of dualfactor friction factors experimentally map plotted for A96082 shows that the value theThe friction obtained foralloy eachUNS lubricant can(Figure only be12) considered constant for of thesmall friction factor obtained experimentally for each lubricant can only be considered constant for small reductions in height (lower than 20% in most cases). Table 3 presents the friction factors reductions (lowerthe than 20% in most Tableresults. 3 presents the friction factors estimated estimatedinbyheight comparing experimental andcases). simulated However, for reductions higher bythan comparing the experimental and simulated results. However, for reductions higher than this percentage, the assumption of a constant value for the friction coefficient throughout thethis percentage, assumption of aTable constant valuethe for ranges the friction coefficient throughout thefor RCT is no RCT is nothe longer acceptable. 3 shows of friction factors encountered each longer acceptable. 3 shows thecoefficient ranges offor friction factors encountered for each lubricant, and the lubricant, and theTable average friction each range. average friction coefficient for each range. Table 3. Friction factors determined by the RCT according to reduction in height. Table 3. Friction factors determined by the RCT according to reduction in height. Aluminum Friction Factor (m) MoS2 Grease Copper Paste Silicone Oil Anti-Size Aluminum Friction Copper Paste Silicone Oil SmallFactor height(m) reduction MoS2 Grease Anti-Size 0.12 0.20 0.23 0.24 (rh < 20%) Small height 0.12 reduction (rh < 20%) 0.12 < m < 0.24, Large height reduction Large height 0.12 < m < 0.24, mavg > 20%) mavg = 0.18 (rh > reduction (r 20%) ** = 0.18 h 0.20 0.20 < m < 0.28, 0.20 < m < 0.28, mavg m=avg0.24 = 0.24 0.23 0.23 < m < 0.27, 0.23 < m < 0.27, mavg mavg==0.25 0.25 * Upper value: friction coefficients range; lower value: average friction coefficient. 0.24 0.24 < m < 0.39, 0.24 < m < 0.39, mavg mavg = =0.32 0.32 * Upper value: friction coefficients range; lower value: average friction coefficient. Materials 2016, 9, 751 Materials 2016, 9, 751 13 of 16 13 of 16 This is reasonable because the tribological conditionsconditions are changing the dies-workpiece Thisbehavior behavior is reasonable because the tribological areat changing at the interfaces during deformation by heavily regimes, asregimes, observed in real transient dies-workpiece interfaces duringcaused deformation causedloaded by heavily loaded as observed in real metal forming such as open dieopen forging or stamping. On one new contact areas transient metaloperations, forming operations, such as die forging or stamping. Onhand, one hand, new contact corresponding to the to lateral surfaces of the of ring establishing new contact, and, on the hand, areas corresponding the lateral surfaces theare ring are establishing new contact, and, onother the other hand, the lubricant layer large during largereductions height reductions is not to expected to be homogeneously the lubricant layer during height is not expected be homogeneously distributed at area the contact areato according to the inhomogeneous contact pressures profile [32]. As an atdistributed the contact according the inhomogeneous contact pressures profile [32]. As an example, example, shows the contact pressure for a slim it occurs in theofearly Figure 13a Figure shows 13a the contact pressure profile for a profile slim preform, as itpreform, occurs inasthe early stages open stages of open die forgingcomponents, of cylindrical components, Figure presents profile for a die forging of cylindrical and Figure 13b and presents the13b same profilethe forsame a flattened-shape flattened-shape as in the late stages during compression of cylindrical parts. preform, as in thepreform, late stages during compression of cylindrical parts. (a) (b) Figure 13. Contact pressure profiles for different friction conditions. (a) Slim preform (d = 10 mm and Figure 13. Contact pressure profiles for different friction conditions. (a) Slim preform (d = 10 mm and h = 20 mm); (b) Flattened-shape preform (d = 10 mm and h = 3 mm). h = 20 mm); (b) Flattened-shape preform (d = 10 mm and h = 3 mm). As observed in the first case (Figure 13a), a minimum is detected at the center; this configuration observed in firstthe caselubricant (Figure 13a), a minimum is detected at theresponse center; this configuration can As be favorable to the entrap at this area, resulting in positive against friction. can be favorable to entrap the lubricant at this area, resulting in positive response against However, in the second case (Figure 13b) the maximum of the profile is presented around the friction. center However, in the second case (Figure the maximum the under profilethis is presented around thelubricant center of of the workpiece, as expected from13b) classical analysis of [33]; configuration the the workpiece, as expected fromand classical analysis the [33];edge under configuration layer layer at the center could break slip towards of this the workpiece. In the bothlubricant cases, every atcontact the center could break and slip towards the edge of the workpiece. In both cases, every contact pressure profile has a different friction condition associated with it and vice versa. This pressure profile has any a different friction associatedsuch withas it and vicetribological versa. This conditions means that means that during transient metalcondition forming operation, forging, during transient metal forming operation, such as forging, tribological conditions change during changeany during the process as a result of different stress states, so the establishment of the initial the process as a result of different stress states, so the establishment of the initial friction factor for the friction factor for the entire operation, as usual, should be reconsidered. entireFurthermore, operation, as in usual, should be reconsidered. metal forming processes several types of lubrication can be distinguished [27]. Furthermore, in metal severalsotypes of lubrication be distinguished In dry forming there is no forming lubricantprocesses at the interface friction is high. In can boundary lubrication[27]. thereIn dry is no lubricant at organic, the interface friction isabsorbed high. In boundary lubrication is a forming thin filmthere of lubricant, generally that issophysically or chemically adheredthere to theis amaterial thin filmsurface. of lubricant, generally organic, thatremains is physically absorbed or chemically adhered to the As in the former case, friction high. Full film lubrication occurs when there material in the former case, friction remains high. Full film lubrication when is a thicksurface. layer ofAssolid lubricant; in this case, the conditions affecting friction are occurs governed bythere the isshear a thick layer of solid lubricant; in this case, theisconditions affecting friction are governed by the strength the lubricant film. When there a thick layer of liquid lubricant, the lubrication shear strength the lubricant in film. there isisa governed thick layer liquid lubricant, lubrication conditions are of hydrodynamic; thisWhen case, friction byofthe viscosity of the the lubricant and conditions hydrodynamic; in this interface case, friction is governed of the lubricantlow. and the slidingare velocity at the contact allowing frictionbytothe beviscosity considered relatively the sliding velocity the contact interface allowing friction to be considered relatively low. However, However, the mostatcommon situation in metal forming operations is mixed-layer lubrication; this is the most common situation in metal forming operations is mixed-layer lubrication; because hydrodynamic conditions cannot be maintained at high pressures andthis lowis because sliding hydrodynamic conditions cannot be maintained at high lowprocedure sliding velocities. Taking velocities. Taking this into account, it is necessary topressures establish and a new to determine this into account, it is in necessary to establish a new procedure determine conditions of friction in conditions of friction metal forming processes closer to thoseto actually encountered. metalAs forming processes closer and to those actually[28], encountered. indicated by Mandić Stefanović modelling results and their transfer onto real As indicated by Mandić and resultsconditions and their in transfer ontoand real processes highly depends upon theStefanović similarity [28], of themodelling contact friction modelling processes depends upon thetosimilarity of the contact conditions and during thehighly real process. According this, the friction factor atfriction the very beginninginofmodelling any forming during real friction process.conditions According this, the friction factor at very resulting beginning process,the when cantobe significantly different to the ones atof theany endforming of the process, can be far from reality. For small height reductions (lower than 20% in the case of the Materials 2016, 9, 751 14 of 16 process, when friction conditions can be significantly different to the ones resulting at the end of the process, can be far from reality. For small height reductions (lower than 20% in the case of the material considered in this paper, UNS A96082) friction curves obtained experimentally for each lubricant are clearly similar to some of the curves obtained by the finite element simulation. However, for high height reductions (higher than 20% in the case of UNS A96082), this behavior is not observed, and the experimental results fall into a friction factor range for each lubricant. In this case, the use of a single average value of the friction factor assigned to every lubricant-component pair in the range of deformation is recommended. 4. Conclusions This paper shows that friction factors obtained for each lubricant-surface pair by the alternative approach of the RCT technique seem to vary during the compression process, as observed in real transient metal forming operations; thus, the points obtained do not entirely match a single curve of the friction factor map plotted from the finite element simulation. Based on these observations, the alternative approach of the RCT presented in this paper can be successfully applied in the determination of friction conditions that are better adapted to real processes. To obtain a friction factor closer to the actual one present in real forming processes, the new procedure described in this paper is recommended: • • For small deformation stages (rh < 20% in this work), the conventional RCT [10] can be applied, as the tribological conditions will remain similar during the operation (Table 3). Particularly, in this paper, friction factors obtained for small reductions were 0.12, 0.20, 0.23, and 0.24 for lubricants MoS2 , aluminum anti-size, copper paste, and silicone oil, respectively. For large deformations-reductions (rh > 20% in this work), it would be advisable to use the alternative approach of the RCT presented in this paper (without any lubrication between steps), and to obtain an average value of the friction factor assigned to every lubricant-component pair in the range of deformation considered (Table 3). This average value was 0.18, 0.24, 0.25, and 0.32 for lubricants MoS2 , aluminum anti-size, copper paste, and silicone oil, respectively. Some differences were also observed in the width of the range obtained for each lubricant, being small for aluminum anti-size and copper paste (0.08 and 0.04, respectively) and bigger for MoS2 and silicone oil (0.12 and 0.15, respectively). In these last two cases the determination of an average value is more critical. The methodology presented in this paper can be used in the real practice of forming processes as follows. In incremental processes and those ones where lubrication can be applied between stages of small deformations, the conventional RCT is advisable for taking into account that friction conditions are more homogeneous with the application of incremental loads [34]. However, in those metal forming operations where heavy loaded regimes occur and the lubricant cannot be applied in intermediate stages, the lubricant layer is not constant during the forming process, and the tribological conditions change throughout the operation. When a transient forming process, such as forging or stamping, is being performed, the use of the alternative RCT approach is recommended. In this case, an average value for the whole friction range should be estimated instead of applying the initial friction factor for the entire operation, as usual. For more precise results, the friction factor should be selected according to the deformation stage in each particular case. Thus, the friction factor values should be based on the deformation level of each particular forming process, and this alternative approach of the RCT can be valuable. To help in this matter, dual friction factor maps, as presented in this work, can be an interesting tool to determine friction coefficients at die-workpiece interfaces closer to those found in real process conditions. Acknowledgments: The authors would like to take this opportunity to thank the Research Group of the UNED “Industrial Production and Manufacturing Engineering (IPME)” for the given support during the development of Materials 2016, 9, 751 15 of 16 this work. This work has been financially supported by the funds provided through the Annual Grant Call of the E.T.S.I.I. of UNED of reference 2016-ICF04. Author Contributions: A.M.C. and M.A.S. conceived and designed the experiments; M.V. and J.C. performed the experiments; A.M.C., F.M., and L.S. analyzed the data; and A.M.C. wrote the paper. Conflicts of Interest: The authors declare no conflict of interest. References 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. Lu, P.; Wood, R.J.K.; Gee, M.G.; Wang, L.; Pfleging, W. The friction reducing effect of square-shaped surface textures under lubricated line-contacts: An experimental study. Lubricants 2016, 4, 26–39. [CrossRef] Vandoni, L.; Demir, A.G.; Previtali, B.; Lecis, N.; Ugues, D. Wear behavior of fiber laser textured tin coatings in a heavy loaded sliding regime. Materials 2012, 5, 2360–2382. [CrossRef] Yazawa, S.; Minami, I.; Prakash, B. Reducing friction and wear of tribological systems through hybrid tribofilm consisting of coating and lubricants. Lubricants 2014, 2, 90–112. [CrossRef] Groche, P.; Muller, C.; Stahlmann, J.; Zang, S. Mechanical conditions in bulk metal forming tribometers-part one. Tribol. Int. 2013, 62, 223–231. [CrossRef] Hu, C.L.; Ou, H.A.; Zhao, Z. An alternative evaluation method for friction condition in cold forging by ring with boss compression test. J. Mater. Process. Technol. 2015, 224, 18–25. [CrossRef] Zhang, D.W.; Ou, H.A. Relationship between friction parameters in a coulomb-tresca friction model for bulk metal forming. Tribol. Int. 2016, 95, 13–18. [CrossRef] Sofuoglu, H.; Gedikli, H. Determination of friction coefficient encountered in large deformation processes. Tribol. Int. 2002, 35, 27–34. [CrossRef] Barcellona, A.; Cannizzaro, L.; Forcellese, A.; Gabrielli, F. Validation of frictional studies by double cup extrusion tests in cold-forming. CIRP Ann. Manuf. Technol. 1996, 45, 211–214. [CrossRef] Kunogi, M. A new method of cold extrusion. J. Sci. Res. Inst. 1956, 50, 215–246. [CrossRef] Male, A.; Cockcroft, M. A method for the determination of the coefficient of friction of metals under conditions of bulk plastic deformation. J. Inst. Met. 1965, 93, 38–45. Hawkyard, J.; Johnson, W. An analysis of the changes in geometry of short hollow cylinder during axial compression. Int. J. Mech. Sci. 1967, 9, 163–182. [CrossRef] Male, A.T. Variations in friction coefficients of metals during compressive deformation. J. Inst. Met. 1966, 94, 121–125. Male, A. The determination of coefficients of friction during compressive deformation. Proc. Inst. Mech. Eng. 1968, 182, 64–67. [CrossRef] Carter, W.T.; Lee, D. A finite-element analysis of cylinder and ring compression and its experimental-verification. Comput. Struct. 1985, 21, 1–19. [CrossRef] Wang, F.; Lenard, J.G. An experimental-study of interfacial friction-hot ring compression. J. Eng. Mater. Technol. ASME 1992, 114, 13–18. [CrossRef] Sofuoglu, H.; Gedikli, H.; Rasty, J. Determination of friction coefficient by employing the ring compression test. J. Eng. Mater. Technol. ASME 2001, 123, 338–348. [CrossRef] Sofuoglu, H.; Rasty, J. On the measurement of friction coefficient utilizing the ring compression test. Tribol. Int. 1999, 32, 327–335. [CrossRef] Camacho, A.M.; Torralvo, A.I.; Bernal, C.; Sevilla, L. Investigations on friction factors in metal forming of industrial alloys. Procedia Eng. 2013, 63, 564–572. [CrossRef] Shahriari, D.; Amiri, A.; Sadeghi, M.H. Study on hot ring compression test of nimonic 115 superalloy using experimental observations and 3D FEM simulation. J. Mater. Eng. Perform. 2010, 19, 633–642. [CrossRef] Zhu, Y.C.; Zeng, W.D.; Ma, X.; Tai, Q.G.; Li, Z.H.; Li, X.G. Determination of the friction factor of Ti-6Al-4V titanium alloy in hot forging by means of ring-compression test using FEM. Tribol. Int. 2011, 44, 2074–2080. [CrossRef] Bermudo, C.; Martin, F.; Martin, M.J.; Sevilla, L. Experimental validation of the new modular application of the upper bound theorem in indentation. PLoS ONE 2015, 10, 1–15. [CrossRef] [PubMed] Bridgman, P. Studies in Large Plastic Flow and Fracture; McGraw-Hill: New York, NY, USA, 1952. Altan, T.; Oh, S.; Gegel, H. Metal Forming Fundamentals and Applications; ASM International: Materials Park, OH, USA, 1983. Materials 2016, 9, 751 24. 25. 26. 27. 28. 29. 30. 31. 32. 33. 34. 16 of 16 Fereshteh-Saniee, F.; Fatehi-Sichani, F. An investigation on determination of flow curves at room temperature and under forming conditions. J. Mater. Process. Technol. 2006, 177, 478–482. [CrossRef] Bay, N.; Nakamura, T.; Schmid, S. Green lubricants for metal forming. In Proceedings of the 4th International Conference on Tribology in Manufacturing Processes, Nice, France, 13–15 June 2010. Shih-Chen, S.; Fu-I, L. Biopolymer green lubricant for sustainable manufacturing. Materials 2016, 9, 1–11. Gariety, M.; Ngaile, G. Cold and Hot Forging. Fundamentals and Applications; ASM International: Materials Park, OH, USA, 2005. Mandić, V.; Stefanović, M. Friction studies utilizing the ring-compression test-part ii. Tribol. Ind. 2003, 25, 76–82. De Pierre, V.; Gurney, F.; Male, A.T. Mathematical Calibration of the Ring Test with Bulge Formation; Westinghouse Electric Corporation: Savannah, OH, USA, 1972. Hartley, R.S.; Cloete, T.J.; Nurick, G.N. An experimental assessment of friction effects in the split hopkinson pressure bar using the ring compression test. Int. J. Impact Eng. 2007, 34, 1705–1728. [CrossRef] Goetz, R.L.; Jain, V.K.; Morgan, J.T.; Wierschke, M.W. Effects of material and processing conditions upon ring calibration curves. Wear 1991, 143, 71–86. [CrossRef] Veganzones, M.; Camacho, A.M.; García-Prada, J.C.; Sebastián, M.Á. Contact pressure profiles in axisymmetric compression considering friction and geometrical factors. Procedia Eng. 2014, 69, 72–80. [CrossRef] Rowe, G. An Introduction to the Principles of Metalworking; Edward Arnold Limited: London, UK, 1971. Valero, J.; Marín, M.; Camacho, A. Influence of load application methodology in the performance of ring compression tests. Procedia Eng. 2015, 132, 306–312. [CrossRef] © 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).