Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
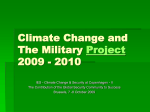
Reprinted by permission from Advances in Powder Metallurgy & Particulate Materials—2012. Copyright © 2012 Metal Powder Industries Federation. All rights reserved. INVESTIGATION OF THE PULSATION PHENOMENON IN CLOSE-COUPLED GAS ATOMIZATION Andrew M. Mullis, Ian N. McCarthy and Robert F. Cochrane Institute for Materials Research University of Leeds Leeds LS2-9JT, UK Nicholas J. Adkins† CERAM Research Penkhull Stoke-on-Trent ST4-7LQ, UK ABSTRACT High speed photography coupled with sophisticated image analysis has been used to study the low frequency pulsation in the volume of melt being instantaneously delivered to the melt nozzle during close-coupled gas atomization. We find that at low gas pressures the distribution of material at the melt tip can be described by a log-normal distribution. At high gas pressure the distribution is better described by two superimposed log-normal distributions, one with a high standard deviation when there is little melt at the atomizer tip and a second with a lower standard deviation when there is more melt at the atomizer tip. We associate this behavior with the transition between open- and closed-wake conditions in the gas. We suggest that the methodology proposed represents a simple, non-invasive technique for characterising the performance of gas atomizers. INTRODUCTION Close-Coupled Gas Atomization (CCGA) is the production technique of choice when fine (5-50 µm, 0.0002 - 0.002 in), highly spherical, metal powders are required. In principle CCGA is straightforward, high pressure gas jets impinging upon a molten metal stream are used to disrupt the stream, breaking it up into a spray of fine droplets. The gas may be delivered either from a single, annular orifice surrounding the melt delivery nozzle, or by a series of discrete jets. In many commercial atomizers an annular gas delivery mechanism is employed due to its simplicity, although the discrete jet design has been demonstrated to be much more efficient in terms of gas consumption1 and has therefore been the focus of much of the recent research into atomization. In both cases, liquid metal is delivered down the central bore of the nozzle, wherein it wets the nozzle tip (a process termed pre-filming, which is itself dependent upon the gas flow conditions) and is stripped off the circumferential edge of the nozzle by the gas. However, the complex interaction between the high velocity gas and the metal results in a turbulent, and often chaotic, flow with the result being that the details of the process are far from well understood. Consequently, early work into gas atomization focused on empirical correlations between median particle † Now at: School of Metallurgy and Materials, University of Birmingham, Edgbaston, Birmingham, B15 2TT, UK. 1 size and process parameters2, 3, 4 such as gas pressure, gas flow rate and melt flow rate. The most widely quoted of these empirical relationships is that due Lubanska,2 which correlates particle size with (1+G)-1/2, where G is the gas:metal mass ratio. For many potential powder metallurgy (PM) applications, both a small median particle size and a narrow size distribution in the product are desirable. While considerable progress has been reported on improving the efficiency with which the impinging gas jets disrupt the melt stream, and hence in reducing the median particle size,1, 5 most atomizer designs produce a distribution of powder sizes which span one order of magnitude or more.5 As pointed out by Nasr et al.,6 remelting of the out of specification product can add substantially to the cost and energy usage of the overall process. A number of factors contribute to this spread in the particle size distribution. In particular, common foundry experience is that close-coupled gas atomizers pulse, that is experience variations in the amount of metal being instantaneously delivered to the atomization tip, with this pulsation being in the frequency range 5-50 Hz. This is commonly seen as a flickering of the luminosity of the atomization spray cone, and has been quantitatively studied by applying Fourier analysis to high speed filming of the atomization process.7 A significant scientific literature has built up attributing these fluctuations to the transition between open- and closed-wake conditions.7, 8, 9 Clearly, such pulsing of the melt causes commensurate variations in the instantaneous gas:metal ratio and hence presumably in the size of the resulting powders. The wake region occurs due to the separation of the supersonic flow from the melt nozzle’s edge, and is characterised by a recirculating subsonic gas flow. The far end of the wake region is determined by the position of the ‘stagnation point’, a point of maximum pressure and minimum velocity where the majority of the gas enters the wake region. Srivastava and Ojha10 state that gas entering the wake region does so via a toroidal vortex. Gas exits the region from the periphery of the melt nozzle. In general, the higher the stagnation pressure, the larger the amount of gas entering the region. Upon increasing the gas inlet pressure the structure of the flow-field goes through a number of changes. The internal shocks caused by the expansion of the issuing gas moves downstream. As they continue to move further downstream with increasing inlet pressure the recompression shock that reflects from the internal sonic boundary moves far enough to move past this boundary and crosses with the rest of the recompression to form a mach disk. The formation of the disk cuts off the wake region from the surrounding flow, dramatically decreasing its size and strength. It is this phenomenon that is termed ‘wake closure’. The magnitude of the inlet pressure required to achieve wake closure is dependant on the gas inlet configuration; the gas inlet apex angle and the gas jet exit area, as well as the size and geometry of the melt nozzle.8, 11 Wake closure has been an area of intense study as it has been postulated that operation within this region may be beneficial in producing better powder products. Ting et al.8 reports that atomizing just above wake closure led to an increase of 42% in fine particle yield when compared to operation in open-wake conditions. It also led to a large decrease in the melt flow rate. However this is disputed by Mates and Settles9, 12 who suggest that wake closure is of no real consequence in atomization as the closed-wake structure is not preserved during the actual atomization process. The introduction of the dense melt disturbs the structures, causing the disappearance of the mach disk, and the ‘opening’ of the wake. The pulsatile model proposed by Ting et al.8 suggests that during atomization in the closed-wake condition a dynamic balance exists between the momentum of the melt and the momentum of the atomizing gas. In gas only conditions, equilibrium is reached and the familiar pattern of shockwaves and flow features are established. The introduction of a liquid, be it molten metal or a low melting point fluid, into the recirculation zone acts against the compressible gas, distorting and displacing the established flow features. The changes in flow conditions caused by the introduction of the melt causes the melt flow rate to slow or even stop, allowing the original flow features to re-establish. Once re-established melt is again able to flow into the recirculation zone and the cycle is re-established. 2 EXPERIMENTAL TECHNIQUE Imaging experiments were conducted on both an analogue (water) atomizer and a research scale metal atomizer, both of which utilised an identical die of the discrete jet type with 18 cylindrical jets arranged around a tapered melt delivery nozzle with an apex angle of 45°. The design, which is shown schematically in Figure 1, is similar to the Ames HPGA-I1 and USAG13 designs. Although these designs are known to be sub-optimal in their atomization performance, the cylindrical jets giving rise to choked flow which limits the outlet gas velocity to Mach 1, we have used this geometry as it has been discussed extensively in the literature. Moreover, unlike the convergent-divergent jets used to produce supersonic gas flow, the simple cylindrical jet can be operated over a wide range of pressures allowing us to investigate the characteristics of the atomization process as a function of pressure. Atomization experiments were conducted over inlet gas pressures in the range 0.5 - 5.5 MPa (75 - 800 psi). Figure 1. Schematic illustration of the geometry of the gas delivery die and melt nozzle used in the atomization experiments. Imaging of the melt spray cone was performed using a Kodak Ektapro 4540mx high speed digital motion analyzer, operating at frame rates between 4,500 frames/s and 18,000 frames/s. The motion analyzer was fitted with high magnification optics which allowed full frame images (covering a distance ~5 cm (2 in) from the die) to be imaged at a working distance of 25 cm (10 in). Frames varied in size between 256 256 pixels at 4,500 frames/s to 256 64 pixels at 18,000 frames/s, with an eight-bit grey-scale depth per pixel in all cases. Frames were stored separately as a high quality TIFF image without interlacing in 1 Gb of fast memory, giving a total recording time of 3.64 s irrespective of frame rate (corresponding to 16,384 frames at the lowest frame rate used to 65,536 frame at the highest frame rate used). For the metal atomization experiments Ni31.5Al68.5 (Ni-50 wt.% Al) metal was used, the melting point of which is 1613 K (2444 F). The melt was superheated by 200 K (360 F), giving a melt temperature prior to ejection of 1813 K (2804 F). At this temperature the melt stream is sufficiently bright that filming can take place using the radiant light from the melt, even at high frame rates. Consequently, no external light sources were used. Conversely, in the analogue atomization experiments imaging was performed in reflected light provided by two high power halogen lamps mounted in the base of the atomizer. For both the metal and analogue atomizers the melt was ejected from the guide tube under a constant overpressure of 40 kPa (6 psi). 3 RESULTS OF THE IMAGING EXPERIMENTS One feature that is apparent from the filming, particularly when a number of images are combined into a movie, is that there are considerable fluctuations in the amount of material instantaneously being delivered from the nozzle. This is illustrated in Figure 2, in which 2 frames taken from one imaging sequence performed on the Ni-Al melt at a gas pressure of 3.5 MPa (500 psi) are shown. The frame capture rate in this sequence was 4,500 frames/s. Figure 2. Two frames from the high speed filming of the gas atomization of Ni31.5Al68.5 melt at 1813 K, showing (a) copious melt at the atomization tip and (b) melt to the tip virtually choked off. The two frames are separated by 0.842 s and the flow of melt resumed with 0.02 s of frame (b) being captured. Here, because the imaging is performed using radiant light from the hot melt, the spray cone appears light against a dark background. Pre-filming of the melt nozzle is evident, with the bright area to the top of the frame in Figure 2a being the 5 mm (0.2 in) diameter circular base of the melt nozzle, not the outlet of the inner guide tube. The frames shown are non-consecutive, and have been selected so as to illustrate the extremes in the pulsation of metal delivered to the tip, with the frame number shown on each image indicating from where in the sequence the image is taken (Note that due to the triggering mode used both the time and frame number are counted backwards, consequently low frame numbers are images captured later in real time). In particular, in Figure 2a it is evident that a significant quantity of melt is being discharged from the melt nozzle, whereas in Figure 2b, recorded some 0.842 s later during the same atomization run, the flow of melt to the nozzle has been virtually choked off and even the tip of the melt delivery nozzle is barely distinguishable. We would stress here that neither the positioning nor settings on the camera have been altered between these two frames being captured. Similar amounts of melt being discharged from the melt nozzle would have given rise to images of similar brightness and the difference between the images therefore reflects that amount of material instantaneously at the nozzle tip. Melt returned to the nozzle shortly after frame 12448 (Fig. 2b) had been captured. These fluctuations in the optical intensity apparent at the tip of the melt nozzle during filming have been analysed quantitatively by taking a slice across each image. This slice is normal to the melt nozzle and 2 nozzle widths downstream of the nozzle outlet (see Figure 3). The lens aperture and camera gain are adjusted such that during peak discharge no pixels are at saturation brightness. The mean grey level intensity of the row of pixels within this slice is then calculated, giving a single statistic per frame which may be used as a proxy for the optical intensity of the melt instantaneously at the tip of the melt delivery nozzle, which may then be plotted as a time-sequence. As the grey level is recorded on an 8 bit scale this statistic varies from zero (no discernible melt is being discharged from the melt nozzle) to 255 (the pixels across the entire width of the frame in the slice are at saturation intensity). 4 QUANTITATIVE DATA ANALYSIS TECHNIQUES In a series of recent papers14, 15 we have shown that if the Fourier transform of this average grey level time sequence is taken two characteristic frequency regimes may be identified. A similar observation was made by Ting et al.7 using a different methodology in which a 2-dimensional Fourier transform was applied to the whole image. The low frequency component of this oscillation, for which the majority of the spectral power is located at frequencies < 50 Hz, is thought to be related to the pulsation behavior7 of the melt discharge which can be seen in Figure 2 and which is the subject of the investigation here. Figure 3. Illustration of the sampling window used to measure the total volume of melt being discharged from the melt nozzle (h = two nozzle diameters). Note that in this figure the image has been rotated by 90 counter-clockwise to save space, atomization occurs vertically downwards. Conversely, we have postulated that the high frequency variation, which generally has a well defined peak spectral power in the frequency range 300 - 1000 Hz depending upon the atomization parameters and the thermophysical properties of the atomized fluid, is related to the motion of melt filaments within the spray cone. This observation appears to be confirmed by recent observations using ultra high speed (20 ns) pulsed laser imaging which has allowed the highly regular motion of such filaments to be observed directly.16 However, as this high frequency variation in the optical intensity is related to the motion of the melt at the nozzle tip, and not to the quantity of melt present, this high frequency component of the signal is filtered out before we make any further analysis to understand the pulsation behavior of the melt. In order to remove the high frequency components of the variation a low band pass filter is applied to the time-series data. For this we use a Butterworth IIR multi-section filter, as Butterworth filters are characterized by a magnitude response that is maximally flat in the pass-band and monotonic overall. The transfer function, H(z), for a filter of order n is given by; H ( z) B( z ) b0 b1z 1 ... bn z n A( z ) a0 a1z 1 ... an z n where a and b are length n+1 vectors containing the filter coefficients. Here we use a filter of order n = 7 in 4 sections. The pass-band, with gain of 1 (0 db) is defined as the region f 60 Hz, with an attenuation rising smoothly to -80 dB at a frequency of 300 Hz. This filter design is considered appropriate for the current application as those parts of the signal relating to melt pulsation (typically f 50 Hz, and with negligible spectral power above 100 Hz) are preserved while components associated with motion of melt filaments (which have negligible spectral power below 200 Hz) are very effectively removed. The frequency transfer characteristics of the filter are shown in Figure 4. 5 DATA ANALYSIS RESULTS The effects of applying such a filter to the grey level intensity data obtained from a typical atomization experiment are shown in Figure 5. In this particular case the Ni-Al melt was atomized at a gas pressure of 3.5 MPa (500 psi). The time averaged value of G, the gas-to-metal ratio, was measured at 2.84 (kg gas to kg melt) while the resulting powder had a mass-median diameter of 62.6 m (0.00246 in) and a (geometric) standard deviation of 1.8. The atomization experiment was filmed at 18,000 frames/s over a period of 3.64 s, giving a total of 65536 images. Each image was subsequently analyzed to give a single value of the optical brightness of the melt in the analysis window as described above. Figure 5a shows the unfiltered data, with the slow rise and fall in the mean grey level the result of melt pulsation and the thickening of the trace depicting this variation being the result of the superimposed high frequency motion of the melt filaments within the spray cone. Figure 5b shows the filtered data, from which it can be seen that the high frequency oscillation around the mean level has been very effectively removed but that the chaotic, low frequency signature of the melt pulsation is retained. Figure 4. Frequency transfer characteristics of the Butterworth filter applied to the data. The filter has a gain of 1 (0 dB) between 0 and 60 Hz dropping to -80 dB at 300 Hz. Figure 5. Time sequence showing the variation of optical intensity at the melt delivery nozzle tip (a) unfiltered and (b) after application of the Butterworth filter. 6 The median grey level in Figure 5b is 30.58, with a minimum of 5.73 and a maximum of 68.98. On the assumption that (i) the gas flow rate is constant and (ii) that the measured and filtered grey level corresponds directly to the volume of melt passing instantaneously through the measuring slice, this would correspond to an equivalent variation in the instantaneous gas-to-metal ratio ranging from 1.26 (at grey level 68.98, maximum metal available at the tip) to 15.16 (at grey level 5.73, minimum metal available at the tip). Although no data is available relating the instantaneous gas-to-metal ratio to the size of the particles produced, in light of the well studied statistical correlations between mean gas-to-metal ratio and mass median particle size we would conjecture that such large variations in the instantaneous ratio are likely to be a significant contributory factor to the observed spread in the particle size distribution in gas atomized powders. In order to investigate the variation in the mass flow of metal to the tip of the atomization nozzle further, and hence attempt to elucidate a deeper understanding of the pulsation phenomena during gas atomization, the mean grey level intensity has been grouped into bins (in the case of this data set of width 1.0), such that an intensity histogram can be constructed. This is shown in Figure 6. The resulting distribution is very clearly bimodal, with intensity peaks at grey levels of 27 and 33. In general, such a bimodal distribution would suggest that two separate physical processes are operating, or that conditions within the process are switching between two possible sets of conditions. To explore this possibility further cumulative frequency plots can be constructed. Figure 7a shows the (relative) cumulative frequency plot for the example data set shown in Fig. 6. In Figure 7b we transform the cumulative frequency plot by taking log10 of the intensity (grey) level and applying the inverse normal probability function to the cumulative frequency. The result is that the data can indeed be modeled as comprising of two segments, each of which is, to a good approximation, log-normally distributed. At low optical intensities, corresponding to there being little metal at the atomization tip, the (geometric) standard deviation for the resulting distribution is 2.0. Conversely, at higher optical intensities, corresponding to their being more metal at the tip, the standard deviation is around 1.4. Figure 6. Histogram of optical intensity measured during 3.64 s of close-coupled gas atomization at a sampling rate of 18 kHz. 7 ANALOGUE ATOMIZER RESULTS The analogue atomizer has exactly the same geometry as the metal atomizer described above, and except where stated was run with the same operating parameters. Our previous high speed imaging studies14, 15, 16 have shown that the analogue atomizer is a very good model for the metal atomizer, displaying many qualitatively similar phenomena including low frequency pulsation and high frequency precession of the second (atomized) fluid. In the context of the investigation conducted here performing experiments on an analogue atomizer has a number of advantages over performing metal atomization experiments, not least that the analogue atomizer can be run over a much wider range of gas inlet pressures, which is useful in elucidating the mechanism for the pulsation effect. Specifically, if the metal atomizer is run at too high a pressure (> 5.0 MPa, 650 psi) freeze-off of the melt at the atomization tip is a significant risk whereas if the metal atomizer is run at too low a pressure (< 2.0 MPa, 220 psi) incomplete atomization could result in a stream of hot metal pooling in the bottom of the chamber. In contrast, there are no issues associated with running the analogue atomizer in the pressure range 0.5 MPa P 5.5 MPa (70 psi P 800 psi). Figure 7. (a) Relative cumulative frequency plot for the data shown in Figure 6 and (b) transformed by taking the log10 of the intensity and applying the inverse normal function to the relative cumulative frequency revealing the the data follows two discrete log-normal distributions. However, it is worth noting one significant difference between the images obtained using the metal and analogue atomizers. On the metal atomizer imaging experiments are performed in radiant light, whereas those on the analogue atomizer are performed in reflected light. Consequently, in the case of the metal atomizer, when no melt is present the field of view is completely black and the recorded mean grey level intensity is zero. However, in the case of the analogue atomizer some stray reflection of the light from the halogen lamps occurs from the walls of the atomization enclosure, so in the absence of melt some background grey level is recorded. This is typically around 10 on the 0-255 scale used here. For each experiment performed this background level is therefore determined prior to introducing the atomized fluid into the chamber and subtracted from all subsequent measurements once the fluid is introduced. The data analysis methodology follows that given above but for brevity we do not reproduce cumulative frequency data for all of the experiments performed, instead we present here two representative examples of the behavior observed. Figure 8 shows the inverse normal probability obtained from the cumulative frequency data plotted against log10(optical intensity) for two pressures, 1.75 MPa (250 psi) and 3.5 MPa (500 psi). What is interesting is that at the lower pressure we observe a single log-normal distribution whereas at the higher pressure we observe two distinct distributions, as was the case for the metal 8 atomizer. The geometric standard deviations for these are 1.2 at 1.75 MPa (250 psi) and 1.2 and 1.6 for the low and high standard deviation regimes at 3.5 MPa (500 psi) respectively. The pressure for this transition in behavior appears to be around 3.0 MPa (440 psi), with atomization at low pressure always giving a single regime of log-normal behavior and atomization at high pressure giving two regimes of log-normal behavior, with the higher standard deviation occurring for low melt flow. We also note that the values measured on the analogue atomizer appear to be significantly less than those measured during the atomization of Ni-Al melt. Specifically, taking the case described above for atomization at high gas pressure, the standard deviation observed during the atomization of Ni-Al melt using radiant light from the melt at 1813 K (2804 F) was 2.0 in the low flow regime and 1.4 in the high flow regime whereas the equivalent figures obtained using water as the analogue fluid in reflected light were 1.6 and 1.2 respectively. As the pulsation phenomenon is intimately linked to the momentum balance between the high pressure gas and the second fluid we suspect that the lower density of the analogue fluid, 1000 kg m-3 (62.4 lb/cu ft) for water as opposed to 3750 kg m-3 (234 lb/cu ft) for Ni31.5Al68.5 alloy at 1813 K (2804 F),17 is responsible for this. In deed, given the large difference in density we are gratified to observe qualitatively similar behavior between the metal and analogue systems. Figure 8. Log-normal plots for the analogue (water) atomizer operating at a gas pressure of (a) 1.75 MPa (250 psi) and (b) 3.5 MPa (500 psi). At low pressure the intensity appears to follow a single log-normal distribution but at high pressure two distributions appear to be present, as was the case with the metal atomizer. 9 DISCUSSION The pulsation phenomenon in close-coupled gas atomizers is thought to arise due to the chaotic transition between open- and closed-wake conditions down-stream of the tip.7, 8 However, it is also know that a minimum gas pressure is required to produce wake-closure and that below this pressure the wake will be permanently open. Ting et al.8 reported the wake closure pressure in the system they studied as being around 4.0 - 4.5 MPa (580 - 650 psi). Aspiration pressure measurements16 suggest that for the system considered here this transition occurs between 3.0 - 3.5 MPa (440 - 500 psi). It is therefore tempting to speculate that the transition we observe here between the distribution of optical intensities being described by a single log-normal distribution and being described by two superimposed distributions is a consequence of the atomizer moving from being in the open-wake condition to being in the state where it is alternating between the open- and closed-wake conditions. If this is the case we could then also associate the two log-normal regimes observed at high gas pressure with the alternation between openand closed-wake conditions, with the high flow rate, low standard deviation regime corresponding to the open-wake condition and the low flow rate high standard deviation regime corresponding to the closedwake condition. For the metal atomizer the crossover point between the two distributions occurs at an optical intensity of 23.5 (intersection of the two trend lines in Figure 8b), which corresponds to the atomizer being on the high standard deviation distribution around 25% of the time. However, because there is less metal at the tip during these times, this corresponds to significantly less than 25% of the product being produced during these periods. In fact, the fraction of product produced in this regime can be obtained by estimating the integral 23.5 0 255 0 I f dI I f dI where I is the intensity grey level and f the frequency density. Using this procedure we estimate around 14% of the total metal volume was discharged while the atomizer was in the high standard deviation state. The corresponding figures for the analogue atomizer are that it was in the high standard deviation state 21% of the time and that 16% of the total fluid volume was discharged during this time. Moreover, if we accept that we can associate the open- and closed-wake conditions with the periods of high and low standard deviation then the estimates above for the duration these periods can be applied directly to the open- and closed-wake, i.e. the metal atomizer was in the closed-wake condition 25% of the time and produced 14% of the final product through a closed-wake. Further, if the observed transition between high and low standard deviation behavior is related to the open- to closed-wake transition, the behavior observed here has significant implications for our understanding of the pulsation phenomenon in close-coupled gas atomization. In particular, it would appear that to claim that pulsation occurs due to the transition between open- and closed-wake conditions is overly simplistic. Rather, we observe that the atomizer transitions from an open-wake regime where it pulses with relatively low intensity to a closed-wake regime in which it pulses with much greater intensity. However, it is still the case that the closed-wake can be associated with low flow of material and that in all likelihood the ultimate cause of the pulsation is short timescale fluctuation in the aspiration conditions due to the chaotic interaction of the supersonic gas. 10 SUMMARY AND CONCLUSIONS We have shown elsewhere,14, 15, 16 using high speed photography, that the amount of material instantaneously at the melt delivery tip in a close-coupled gas atomizer varies on time scales of 0.05 – 0.01 s. In this paper we have shown that these fluctuations can be described statistically using the lognormal distribution. At low gas pressures these fluctuations seem to follow a single distribution whilst at higher gas pressures two distributions with quite different standard deviations appear to be present, with a high standard deviation being characteristic of low flow rates and a significantly lower standard deviation being observed at high flow rates. For the atomization geometry considered here this transition between following a single to following a dual distribution appears to occur around 3.0 MPa (440 psi). At high gas pressure the atomizer appears to spend 20-25% of its time in the high standard deviation state and to switch between the two states on time-scales of 0.05 – 0.01 s. We conjecture that the low standard deviation state can be associated with the atomizer being in an open-wake condition and, conversely, that the high standard deviation state can be associated with the atomizer being in a closed-wake condition. We propose that the above methodology represents a simple, non-invasive technique for characterising the performance of gas atomizers and would be appropriate to off-line and potentially on-line monitoring. Off-line, the technique could be used to evaluate the effects of changes in atomizer configuration while, with appropriate automation, on-line monitoring would provide an additional tool for ensuring correct process operation and ultimately quality assurance of the product. REFERENCES 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. I.E. Anderson, R.S. Figliola and H. Morton H., “Flow mechanisms in high pressure gas atomization”, Mater. Sci. Eng. A, 1991 vol. 148, pp. 101-114. H. Lubanska, ”Correlation of spray ring data for gas atomization of liquid metals”, J. Metals, 1970, vol. 22, pp. 45-49. E. Klov and W.M. Schfer, “High Pressure Gas Atomization of Metal”, 1972, Syracuse University Press, Syracuse, pp. 57. D. Bradley, “On the atomization of a liquid by high velocity gases: Parts 1 and 2.”, J. Phys. D: Appl. Phys., 1973, vol. 6, pp. 1724-1736 and pp. 2267-2272. I.E. Anderson and R.L. Terpstra, “Progress Toward Gas Atomization Processing with Increased Uniformity and Control”, Mater. Sci. Eng. A, 2002, vol. 326, pp. 101–109. G.G. Nasr, A.J. Yule, and L. Bendig, “Industrial sprays and atomization design: Analysis and applications”, 2002, Springer Publishing pp. 494. J. Ting, J. Connor and S. Ridder, “High-speed cinematography of gas-metal atomization”, Mater. Sci. Eng. A, 2005, vol. 390, pp. 452-460. J. Ting, M. Peretti and W.B. Eisen, “The effect of wake-closure phenomenon on gas atomization performance”, Mater. Sci. Eng. A, 2002, vol. 326, pp. 110-121. S.P. Mates and G. S. Settles, “A study of Liquid Metal Atomization Using Close-coupled Nozzles, Part 2: Atomization Behavior” Atomization and Sprays, 2005, vol. 15 pp. 41-59. V.C. Srivastava and S.N. Ojha, “Effect of aspiration and gas-melt configuration in close coupled nozzle on powder productivity”, Powder Metal., 2006, vol. 49, pp. 213-218. I. E. Anderson, R.L. Terpstra, J.A. Cornin and R.S. Figliola, “Verification of Melt Property and Closed Wake Effects On Controlled Close-Coupled Atomization Processes”, Adv. Powder Metall. Particulate Mater., 2006, vol. 1, pp. 1-16. S.P. Mates and G.S. Settles, “A study of liquid Metal Atomization Using Close-Coupled Nozzles, Part 1: Gas Dynamic Behavior” Atomization and Sprays, 2005, vol. 15, pp. 19-40. V. Anand, A.J. Kaufman, and N.J. Grant, “Rapid solidification of a modified 7075 aluminium alloy by ultrasonic gas atomization”, Rapid Solidification Processing, Principles & Technologies II, compiled by R. Mehrabian, B.H. Kear and M. Cohen, Claitor, Baton Rouge, LA, 1978, pp. 273-286. 11 14. A.M. Mullis, N.J. Adkins, Z. Aslam, I.N. McCarthy and R.F. Cochrane, “High frame rate analysis of the spray cone geometry during close-coupled gas atomization” Int. J. Powder Metall., 2008, vol. 44, pp. 55-64. 15. I.N. McCarthy, Z. Aslam, N.J. Adkins, A.M. Mullis, and R.F. Cochrane, “High speed imaging and Fourier analysis of the melt plume during close-coupled gas atomization” Powder Metall., 2009, vol. 52, pp. 205-212. 16 A.M. Mullis, I.N. McCarthy and R.F. Cochrane, “High Speed Imaging of the Flow During CloseCoupled Gas Atomization: Effect of Melt Delivery Nozzle Geometry” J. Mater. Process Tech., 2011, vol. 211, pp. 1471-1477. 17 Intermetallic Materials Processing in Relation to Earth and Space Solidification (IMPRESS) Project (NMP3-CT-2004-500635) Deliverable Report D7.3. 12