Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
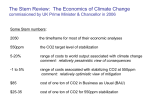
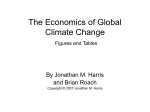
Supporting information for “A New Energy Efficient Chemical Pathway For Extracting Ti From Ti Minerals” Zhigang Zak Fang*, Scott Middlemas*+, Jun Guo*, and Peng Fan* *Metallurgical Engineering, University of Utah, Salt Lake City, UT 84112 + Now with Army Research Laboratory, Aberdeen, MD 21005, USA Experimental Method: Ti-slag was ball milled with chloride salt mixture in a stainless steel jar in a high energy planetary ball mill for 2 hours, and then mixed with MgH2 for an hour in a laboratory tumbler. The chloride salt mixture in this particular example was an eutectic of 50 wt% NaCl -50 wt% MgCl2, which was melted, cooled, and crushed prior to adding into the slag. This composition was chosen after experiments with a series of other salt mixtures including both monolithic and mixed chloride salts. This particular composition was chosen for its melting point below the reaction temperature. It composed 20 wt% of the initial reaction mixture. The slag-reductant mixture was charged in a crucible and held in a tube furnace with flowing hydrogen at 500 °C for 12-48 hrs. The reduced powder was first leached in NH4Cl (1.0 M) / NaC6H7O7 (0.77 M) solution at 70ºC for 6 hours. This was sufficient to remove most of the MgO with no dissolution of TiH2 or Ti, as determined by analysis of the leach solution. Leaching times of 30-60 minutes have yielded similar results. Any remaining MgO is removed with HCl in the final leaching stage. The powder after NH4Cl leaching was thoroughly rinsed with water and ethanol and then leached with NaOH (2 M) solution for 2 hours at 70ºC. After another rinsing, the powder was further leached with HCl (0.6 M) for 4 hours at 70ºC. The leaching parameters are currently being optimized. S1 Dissolved metal concentrations were determined using an ICP Agilent 7500ce quadrupole massspectrometer. X-ray diffraction was performed with a Philips 1140 diffractometer. Analysis of Energy Consumption: The approximate energy consumption of the proposed direct reduction process of Ti slag with MgH2 (DRTS process) on an industrial scale was calculated and compared with the conventional Kroll process. A schematic diagram of the cradle-to-gate boundary comparison of the DRTS and the Kroll processes is shown in Figure S1. Based on a typical industrial production target of 10,000 metric tons per year, a model plant was designed that would employ the proposed process. The energy required for each step (in the form of electrical power or natural gas) in the process was calculated based on the WC phase Figure S1. Cradle-to-Gate energy boundary comparison of the DRTS and Kroll processes. process parameters from initial experimental results. The system boundary for the process calculation includes the milling and blending of slag with MgH2 and salts, direct reduction, leaching, filtering, dry- S2 ing and dehydrogenation of TiH2 powder. The energy required to make slag as well as recover and regenerate MgH2 is calculated. In order to reach the annual production goal, 1.19 tph (ton per hour) of Ti must be produced, which requires 2.56 tph of slag as feed. In order to prevent overgrinding, the as-received slag is sized using a 20 HP dual-fan air classifier, with only the oversized material being sent to the ball mill. The energy required to mill the slag to the desired particle size can be determined using Bond’s law [S1] which states that the required specific energy input, E (kWhr/ton), is proportional to the size reduction ratio to be achieved, according to the following equation: E= 10* Wi [(1/ P80)0.5 – (1/ F80)0.5] (S1) where F80 and P80 are the particle sizes (80% passing) of the feed and product, respectively, and Wi is the Bond work index, which is a material specific index of “grindability.” Titania slag has a Bond work index of 17.6 kWhr/ton [S2]. The size distribution of the slag was experimentally determined using a series of sizing sieves, and the F80 and P80 were determined to be 600 µm and 1 µm, respectively. Grinding slag thus requires 220 kWh/ton, which will require a 11.5’D x 14.5’L ball mill driven by a 753 HP motor [S3]. The blending of 2.56 tph slag with 1.10 tph salts and 1.46 tph MgH2 requires 50 kWhr/ton [S4], or a total of 256 kWhr. The energy required for the reduction reaction was calculated using HSC Chemistry 5.11 software. The energy required to heat the reactants from 25 ºC to 500 ºC and the energy of the reaction at 500 ºC was calculated separately, and is shown in Table S1. It is evident that the net reaction is exothermic. The energy required for dehydrogenation of 1.27 tph of the purified TiH2 in Ar at 400 ºC was also calculated using HSC, and is shown in Table S2. Once again, a 10% conductive heat loss in the furnace was assumed. It is evident that the reaction is endothermic and requires a total energy input of 3,943 MJ/ton Ti. It should be noted that the amount of heat released during the exothermic reduction reaction is approximately 10% greater than the heat required for the endothermic dehydrogenation reaction. The S3 heat from the hot hydrogen gas that must be vented from the reduction furnace can easily be captured using a thermal storage refractory material and used for the dehydrogenation reaction. Table S1. Energy required to heat reduction reactants from 25ºC to 500ºC and energy released by reduction reaction at 500ºC MJ MJ/ton Ti Heating Reactants 4408 3704 Reduction reaction -5137 -4316 Total -729 -613 Table S2. Energy required to heat TiH2 and Ar from 25ºC to 400ºC and dehydrogenate at 400ºC MJ MJ/ton Ti Heating TiH2 486 408 Dehydrogenating TiH2 4207 3535 Total 4692 3943 After reduction, 5.14 tph of reduced powder will be leached for two hours with NH4Cl solution in a series of four closed 7,400 gallon leaching tanks each agitated with a 5.5’D mixing blade driven by a 15 HP motor [S5]. The energy required to heat the solution will be provided from boiler steam and will require 3.7 MBTU of natural gas or 3890 MJ/ton. The leached powder is then thickened to 50% solids in a 75’D bridge thickener with a 5 HP motor, with the overflow being sent to the Mg recovery process. The underflow is sent to a three stage countercurrent washing circuit, with each stage occurring in a 50’D high capacity thickener driven by a 2 HP motor [S3]. The rinsed powder is then filtered using an 8’D x 8’L drum filter driven by 10 HP motor. Each of the subsequent leaching stages follows a similar procedure with nearly identical equipment. Pumps were sized for conveying the solution to and from each process and were also included in the energy tally. S4 After the final rinsing and filtration, the TiH2 powder still contains 10% by weight water (312 lbs) that must be removed prior to dehydrogenation. The moist powder is fed to a 3’D x 10’L rotary drying kiln driven by a 10 HP motor. Drying requires 1800 BTU/lb of water [S3], therefore the drying will require 562 kBTU per hour, or about 500 MJ/ton Ti. The energy consumption for each step in the DRTS process as well as total energy is summarized in Table S3. The most power intensive step of the new process is the milling and blending of the slag, while leaching consumes the most natural gas due to the energy required to heat solutions. After further optimization of the process, it is likely that lower solution temperatures could be used and the process would require significantly less energy. TABLE S3. Energy consumption of each step in the proposed DRTS process Process Electricity (MJ/ton) % Total Electricity Natural Gas (MJ/ton) % Total Natural Gas Total % Total Energy Milling/Blending 7751 81.7 - - 7751 38.7 Reduction/Dehydrogenation 35 0.4 4240 40.1 4275 21.3 Leaching 1218 12.8 5824 55.1 7042 35.1 Drying/Filtering 488 5.1 498 4.7 986 4.9 Total 9492 10562 20054 The total energy consumption for the process from slag to Ti powder was calculated to be 20,054 MJ/ton Ti. The energy to produce raw Ti sponge from raw ilmenite using a combination of the Becher and Kroll processes has been reported as 360,000 MJ/ton Ti (100 kW-hr/kg) [S6], which includes the energy for upgrading to synthetic rutile, which has been reported to consume 35,000 MJ/ton TiO2[S7]. The making of slag has been reported to consume at 35,500 MJ/ton TiO2[S7]. Based on the TiO2 content of the slag, the proposed process will require 2.15 tons of slag per ton Ti. The total amount of energy from slag production is calculated to be 60,900 MJ/ton Ti as shown below: S5 (S2) Adding this amount to the calculated energy consumption from slag to Ti powder, a total of 80,954 MJ/ton Ti (22.5 kWhr/kg) is obtained. It appears that the system boundary considered by Norgate et al [S6] also included the energy to recover and regenerate Mg through electrolysis, therefore it shall also be included in this analysis. The electrolysis of MgCl2 to form Mg and Cl2 gas has been reported to consume 13.0 kWhr of electrical energy per kg of Mg. The energy required for producing Mg used in this process can be calculated as follows: (S3) The addition of this value brings the total energy consumption for the DRTS process to 137,700 MJ/ton Ti (38.2 kWhr/kg). Based on this preliminary assessment, the proposed process would consume ~62 % less energy than the Kroll process, which for an annual domestic Ti production rate of 18,000 tons would result in 4,000 TJ of annual energy savings. S6 Results of Thermodynamic Analysis E quilibium am ount, log(m ole) 1 0.5 H 2(g) MgO 0 TiH2 Mg MgH2 -0.5 -1 Fe2Ti Fe TiAl Fe3Si -1.5 FeSi -2 TiAl3 -2.5 Ti5Si3 V CaAl2 Mn Al -3 FeTi Cr V5Si3 CaO Mg(g) Cr3Si ZrH 2 CaH 2 -3.5 MnSi -4 100 Mn3Si 200 300 TiSi Mg 2Si 400 500 600 700 Temperature, °C Figure S2. Relative equilibrium amounts of reaction products of Ti slag reacted with MgH2 in 1 bar H2 atmosphere at different temperatures. MgO and TiH2 are the major predicted phases at equilibrium for the entire temperature range. Data calculated using HSC Chemistry 5.11. S7 TABLE S4. Typical oxygen content in Ti or Ti powders ASTM standard of O2 in Powder Metallurgy (PM) Ti [S8] O2 content (ppm) Grade 1 PM Ti 1800 Grade 2 PM Ti 2500 Grade 3 PM Ti 3500 Measured* O2 of Sponge Ti from Kroll process O2 content (ppm) Sponge Ti - 30 µm 3500 Sponge Ti - 75 µm 2000 Sponge Ti - 150 µm 1570 *Measured by Leco TC600 Nitrogen/Oxygen Analyzer Reported O2 in Ti powder from other developing processes O2 content (ppm) FFC process [S9] <1000 Armstrong process [S9] <1000 TABLE S5. Energy consumption of Ti production processes Processes Total energy consumption (kWhr/kg) Kroll process [6] 100.3 FFC process [6] 88.1 Armstrong process [10] 48.4 DRTS process 38.2 S8 References [S1] Wills BA, Napier-Munn T. Will's Mineral Processing Technology Handbook. 7th ed. Oxford, U.K.: Butterworth-Heinemann; 2006. [S2] Penney WR, Fair JR. Chemical Process Equipment: Selection and Design. Oxford, U.K.: Butterworth-Heinemann; 2012. [S3] Infomine. Mine an Mill Equipment Costs Estimators Guide: Capital and Operating Costs. Vancouver: Infomine; 2012. [S4] Kirchain R, Roth R. The Role of Titanium in the Automobile. Cambridge, MA: Camanoe Associates; 2002. p. 43. [S5] Baasel WD. Preliminary Chemical Engineering Plant Design. 2nd ed. New York City: Van Nostrand Reinhold; 1990. [S6] Norgate TE, Jahanshahi S, Rankin WJ. Assessing the Environmental Impact of Metal Production Processes. Journal of Cleaner Production. 2007;15:838-48. [S7] Reck E, Richards M. Titanium Dioxide - Manufacture, Environment and Life Cycle Analysis: The Tioxide Experience. Surface Coatings International Part B: Coatings International. 1997;80(12):568-72. [S8] ASTM B988-13 standard. Standard Specification for Powder Metallurgy (PM) Titanium and Titanium Alloy Structural Components, 2013. [S9] US DOE report. Summary of Emerging Titanium Cost Reduction Technologies, 2004. [S10] William HP, et al. Solid State Processing of New Low Cost Titanium Powders Enabling Affordable Automotive Components, 13th Diesel Engine-Efficiency & Emissions Research Conference, 2007. S9