Survey
* Your assessment is very important for improving the work of artificial intelligence, which forms the content of this project
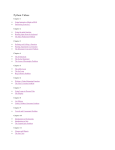
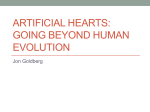
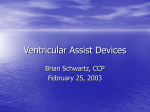
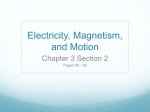
Multi-Disciplinary Senior Design Conference Kate Gleason College of Engineering Rochester Institute of Technology Rochester, New York 14623 Project Number: P09021 LVAD TEST LOOP Jonathan Klein / Project Manager Kyle Menges / Lead Engineer Priyadarshini Narasimhan / Electrical Engineer Christopher Stein / Mechanical Engineer Julie Coggshall / Industrial Engineer Christine Lowry / Mechanical Engineer ABSTRACT INTRODUCTION The primary goal of the LVAD Test Loop project was to design and build a biocompatible test loop to aid in the development of a magnetically levitated, axial flow Left Ventricular Assist Device (LVAD) by characterizing the pressures and flows associated with the device and determining the pump’s impact on blood. The final product is a modular, biocompatible, quick-connect, single tank design with test specific tank lids, and is capable of testing the LVAD under both steady and dynamic states, simulating the physiological conditions of the human body. This paper will describe the design, fabrication, and control of the LVAD Test Loop, as well as the testing processes and results. According to the American Heart Association, in the United States alone, one in three adults have a cardiovascular disease, resulting in approximately one death every 37 seconds [1]. Recognizing this high occurrence rate, the medical device market has targeted several products aimed at helping those with heart disease. One such medical device is the Left Ventricular Assist Device (LVAD); a surgically implanted pump that is designed to assist the left ventricle of the heart which is solely responsible for pumping blood out of the heart and through the aorta to the rest of the body. If the left ventricle becomes too weak to pump the blood on its own, a heart transplant may be the only option for survival. However, the waiting list for a heart transplant can range from several weeks to several months, and therefore the LVAD can be used as a temporary solution to preventing any further deterioration of the heart until a donor organ can be obtained. The Rochester Institute of Technology (RIT) currently has a research team dedicated to the development and testing of a magnetically levitated axial flow LVAD under the guidance of Dr. Steven Day, Assistant Professor of the Mechanical Engineering Department, in collaboration with the University of Virginia and private consultants on an National Institutes of Health (NIH) funded project lead by Dr. Donald Olsen at the Utah Artificial Heart Institute [2]. To assist the team with their development, a previous senior design team designed CARNA, a durability test machine for the LVAD under project P08025. The CARNA test machine was intended to provide realistic conditions for LVAD NOMENCLATURE CO – Cardiac Output CVD – Cardiovascular Disease DAQ – Data Acquisition Device HDPE – High Density Polyethylene LVAD – Left Ventricular Assist Device MAP – Mean Arterial Pressure MVP – Mean Venous Pressure NIH – National Institutes of Health PVS – Pulsatile Ventricular Simulator RIT – Rochester Institute of Technology SVR – Systemic Vascular Resistance VI – Virtual Instrument (LabVIEW) biocompatibility – component will not directly cause clotting or inflammatory response of blood due to the material composition Copyright © 2008 Rochester Institute of Technology testing over long duration testing (approximately 2 years), but did not include the physiological simulation of the human circulatory system. Since then, the LVAD research team created an additional test loop, primarily built out of PVC tubing, to be used to generate performance curves for the device. The current test loop is capable of running at steady-state and allowing for pressure variation through an external clamp to create flow restriction, however the data must be manually recorded. The purpose of this project, P09021, is to provide a biocompatible test loop capable of evaluating the damage to blood associated with the LVAD using bovine blood as a test fluid as well as simulating the physiological conditions within the human circulatory system through the use of a PVS in order to further characterize the performance of the device. The data collection during testing is to be automated, and used in a proposal for an Investigational Device Exemption (IDE), allowing the device to be used in clinical trials before premarket approval can be obtained from the FDA. The project was carried out in two phases consisting of an initial concept design and selection stage followed by the fabrication and implementation of the approved design. be minimized. It should be easy and safe to fill and drain the system using either blood or water-glycerin mixture that simulates the properties of blood. With regards to the physical system, Dr. Day required that the test loop should be able to run both with and without the PVS, and that the system temperature should be monitored and controlled to simulate the physiological properties of the human circulatory system (i.e., temperature, resistance, and compliance). To ensure the success of the design phase of the project, the team interpreted the needs of the customer to create design specifications. These specifications and their respective units of measure and ideal values are summarized below in table (1). Although the specifications were derived by the project team, the ideal values were established to meet or surpass the current testing parameters achieved by the previous test loop devices. DESIGN PROCESS Specifications System Leakage Portability System LxWxH Arterial Compliance Systemic Vascular Resistance Specifications Sample Extraction In order to clearly define the objectives of this project, Dr. Day provided specific criteria throughout the design phase. Imperative to the design was that the test loop needed to be self contained and portable, as space within the research lab is limited, and testing with blood can only be performed in specific rooms within the building. Dr. Day also indicated that the test loop needed to be capable of automatically collecting data and generating pressure and flow curves for LVAD performance through a user-friendly software interface. Currently, the pressure and flow data for the test loop being used by the research team has to be manually recorded and analyzed meaning the test has to be constantly monitored by a technician. Automating this process will allow for longer duration tests as well as real-time performance curves. For blood testing, it was required that the test loop consist of biocompatible components to minimize any damage to the blood other than that associated with the LVAD. Also, when running the blood damage test, samples of the blood need to be extracted quickly and in a safe manner at various times throughout testing. Although a licensed butcher has willingly donated bovine blood, many impurities exist within the blood and therefore, purified blood may need to be purchased in the future. Based on the desire for a compact system, the volume of fluid required to run either the physiological or blood system tests should Blood Damage Fill Time Drain Time Portability Cost Viscosity Density Pressure Pressure Accuracy Flow Rate Flow Accuracy Temperature Temp. Accuracy Data Processing/Output Units # leak locations minutes inches Ideal Value 0 45 48x36x30 mL/mmHg 2 mmHg·min/L 13 seconds mL g Hgb/100mL minutes minutes minutes $ N·s/m2 kg/m3 mmHg mmHg L/min L/min degrees F degrees F 30 4 16 20 15 45 3000 0.002 1150 101 0.2 6 0.05 98.6 0.1 Seconds 10 Table (1) Engineering Specifications Concept Through the use of Pugh Charts and a series of technical design reviews, the concept selection process resulted in a modular test loop system design. The reason for selecting the modular loop concept was that specific customer needs associated with the blood test and physiological test could best be achieved by using separate loops for each test. However, there were many needs that the tests had in common, such as minimizing the footprint of the loop, and therefore a Page 3 Proceedings of the Multi-Disciplinary Senior Design Conference modular loop allowed both the individual and shared customer needs to be met. In addition, using the PVS in the physiological loop introduces a level of complexity that could potentially cause damage when using blood, and therefore any components to be shared by both tests need to be biocompatible to reduce this risk. Also, as the necessary sensors were the most costly system components, using a modular loop allowed the sensors to be positioned in such a way that the desired information could be obtained for both tests. The two figures below show both the shared components, and those required for each specific test. Fig. 1 - Blood Loop various studies and similar projects provide examples and methods for obtaining such biological properties, the values are largely dependent upon the overall system design. Aside from the biological aspects of the project, some other critical design areas included material selection, fluids analysis and air bubble dissipation. Resistance As blood is pumped through the circulatory system, systemic vascular resistance to the blood flow that is provided by the peripheral blood vessels of the circulatory system must be overcome. Within the body, arteries have thicker walls and are more elastic than veins, and help drive the flow of the blood throughout the body as they expand and contract with each heart beat. Veins on the other hand, being thinwalled and much less elastic than arteries, do not provide any assistance to the flow of blood back to the heart. The equation below was used to approximate the level of resistance needed to simulate the systemic vascular resistance of the body. The difference between the mean arterial pressure (MAP) and mean venous pressure (MVP) is divided by the total cardiac output (CO) to determine the level of vascular resistance. As these characteristics vary as a person performs different levels of activity, or has a cardiovascular disease, there are a wide variety of published values acceptable for modeling the human circulatory system. In agreement with a similar mock circulatory loop project created by the University of Virginia [4], the desired systemic vascular resistance was determined to range from 0 to 15 mmHg·min/L (based on a MAP of 100 mmHg, a MVP of 10 mmHg and a CO of 6 L/min), to allow for flexibility during testing. R Fig. 2 - Physiological Loop PHYSICAL LOOP DESIGN One of the most challenging tasks associated with this project was designing the components of the test loop to simulate the physiological conditions of the human circulatory system. While the PVS is used to emulate the dynamic conditions of the heart, there are many other biological factors, such as the resistance and compliance of the blood vessels as blood is pumped throughout the body, which needed to be included in the design of the test loop. Although Pr essure MAPmmHg MVPmmHg Flow CO L min (1) In order to prevent unnecessary disruption to the flow in the test loop, it was decided that the ideal design would be an external form of variable resistance. As a result, a linear actuator controlled by a stepper motor was selected to provide the resistance within the loop. The benefit of choosing this method is not only that the resistance is external to the system, unlike a globe or needle valve design, but also that the same LabVIEW program used to collect the test loop data could be used to control the amount and rate of resistance desired by the user. This resistance method is also crucial during the performance curve generation, as the pressure within the system can then be adjusted at a desired flow rate. Copyright © 2009 Rochester Institute of Technology compliance tank (Fig. 3) and one without the venous compliance tank (Fig. 4) as seen below. Compliance Consequently, in addition to the systemic resistance within the circulatory system, a certain level of compliance is necessary to model the physiological conditions that exist within the human body. As blood is pumped through the arteries and veins of the body, the vessel walls expand and contract causing a fluctuation in volume as the pressure on the walls varies. To mimic these changes in volume, a compliance chamber is needed to simulate the deformation and distension experienced by the vessel walls [5]. Published values for the appropriate level of compliance to mimic the human body were taken from the human circulatory system model created by the University of Virginia. The equation below was used to achieve the compliance values necessary to simulate the actual compliance that exists within the human body. Through the use of an air-tight sealed tank, the system compliance is equal to the volume of air (Vair) within the tank divided by the air pressure within the tank (Pair). The volume of air in the tank is adjusted by varying the volume of fluid (volume of the tank (V tank) minus the area of the tank (Atank) multiplied by the height of the fluid (hfluid)) in the tank along with the air pressure (pressure of the fluid (P fluid) minus the density (ρ) multiplied by gravity (g) and the height of the fluid) within the tank. C Vtan k Atan k h fluid Pfluid gh fluid Vair Pair Fig. 3 - System model with both an arterial and venous compliance tank (2) As the intent of the test loop design is to provide realistic conditions that the LVAD will experience when implanted in the body, the need for both an arterial and venous compliance tank was evaluated using an electrical equivalent model. The LVAD and PVS were modeled using a square wave with a 1V base voltage representing the LVAD, and a 100V maximum voltage to mimic the pulsating of the PVS. The pulse width was assumed to be 360 ms to best represent the duration of a single heart beat, and the period was set for 60 beats per minute. The arterial and venous compliance were modeled using 2 mF and 50 mF capacitors respectively, as the desired value for the arterial compliance is 2 ml/mmHg and the venous compliance value is 50 ml/mmHg. The resistance of the tubing is represented by resistors (R1-R4) with a value of 0.51 Ω (actual units of mmHg/L/min) based on an assumed tubing length of 1m. In addition, the variable systemic vascular resistance was modeled using a resistor (R5) with a value of 13 Ω to simulate a differential pressure of 90 mmHg across the LVAD with a flow rate of 6 L/min. Two simulations were run, one containing both the arterial and venous Fig. 4 - System model with an arterial compliance tank As a result of modeling the system both with and without the venous compliance tank, it was determined that a venous compliance tank was not necessary to include in the test loop design. The table below summarizes the results of the equivalent model with voltages at the nodes near the arterial and venous capacitance. For the simulations, voltage (V) represents the pressure (mmHg) within the system, and current (A) represents the flow rate (L/min). Analyzing the results, the fact that the voltage and rise time for the arterial capacitor remains fairly consistent in both simulations indicated that the contributions of the venous compliance tank to the system were almost negligible. Proceedings of the Multi-Disciplinary Senior Design Conference Arterial Capacitor (V) Venous Capacitor (V) Current (A) With Venous 96.61 3.41 6.64 Capacitor Without Venous 96.36 0 7.13 Capacitor Table (2) Electrical Equivalent Model Results Rise Time of Arterial Capacitor (s) Rise Time of Venous Capacitor (s) With Venous 0.0403 0.0727 Capacitor Without Venous 0.0403 0 Capacitor Table (3) Rise Time Comparison From the range of published compliance values, the University of Virginia’s circulatory model was used as a guideline in selecting a systemic arterial compliance of approximately 2 mL/mmHg. Many of the established values used by other research projects and medical studies indicate that a value ranging from 1 to 2.2 mL/mmHg is acceptable to mimic the actual conditions of the human circulatory system. Design Feasibility To determine the feasibility of the test loop design, the approximate head losses throughout the system as well as the differential pressure across the LVAD were calculated based on assumed lengths of tubing and diameter changes at a flow rate of 6 L/min. Another important preliminary calculation was determining whether or not the heat loss from the reservoir or tubing would be significant enough that a heat source would need to be incorporated into the system, as keeping the blood temperature from fluctuating during testing is extremely important to ensure good test results. Additionally, as with any hydraulic test loop, being able to purge the system free of air is also necessary. To prevent air bubbles from being trapped in the system, the amount of time required for several different sized bubbles was calculated to determine the minimum reservoir length required to provide enough time for trapped air to escape from the system. Materials Selection With the intent of this test loop being capable of handling blood as a test fluid, careful considerations were made to ensure that all components that could potentially come in contact with blood were biocompatible to prevent any unnecessary damage. Purchased components that were made of High Density Polypropylene (HDPE), Polysulfone or Page 5 Nylon, and preferably those meeting the USP VI qualification were chosen to prevent negative hemolytic effects due to component composition. Biocompatible quick-connects with valves distributed by Colder (HFCD17839M male, HFCD22839M female) were used at multiple locations along the test loop to decrease the amount of time it would take to fill and drain the system, as well as to provide points at which the loop could be disconnected without spilling liquid. Another advantage to having the quick-connects in the system was to allow for changeovers between different tests in a timely manner. CAD Design Conception The system layout and component design of the LVAD test loop was first created in SolidWorks© (SolidWorks Corporation, MA). The 3-D modeling software allowed the team to experiment and systematically organize the dimensions and layout the test loop prior to fabricating the items necessary to the design implementation. To achieve the goals established by this project, it was necessary to design and manufacture five critical components. One of the parts designed by the team was the stepper motor holder. As previously described, the external method of resistance selected was a linear actuated stepper motor which required a square “U” bracket in order to mount it to the cart. Also designed by the team were stainless steel custom LVAD fittings with pressure taps for 1/16 inch Tygon© (SaintGobain, Courbevoie, France) tubing to connect the pressure sensor measuring the differential pressure across the LVAD. Additionally, the test specific reservoir tank lids were modeled. Component & System Fabrication Using the band saw, mill and lathe available within the RIT machine shop, the conceptually designed components were fabricated. The test specific reservoir lids were cut using a 3-axis end mill, and the holes were added using a hand drill. The 3axis end mill was also used to cut the stepper motor holder out of HDPE rectangular bar stock. Custom spacers attached to the test specific lids as well as the end cap for the stepper motor were both made from HDPE round stock, and cut using a lathe. A ban saw was used to trim the different pieces of bar stock down to an approximate size for the component being made. A combination of an end mill and lathe was used to machine the stainless steel custom LVAD connectors with a precise surface finish and within a specific tolerance to minimize damage to the blood and ensure that leaks would not occur. Copyright © 2009 Rochester Institute of Technology CONTROL SYSTEM & INSTRUMENTATION DESIGN Essential to meeting the customer needs defined by Dr. Day was the selection of the sensors, data acquisition unit (DAQ), and software controls. The control system was configured using LabVIEW© (National Instruments, TX) in order to provide a userfriendly control program by means of a graphical user interface. The control system was designed to record the information gathered from the various sensors, as well as to automate the adjustable resistance provided by the stepper motor. Within the program, the algorithm allows the user to input the number of samples desired and at what rate the samples are to be taken, as well as controlling the number of steps to increase the resistance. Based on the user input, live output plots of temperature vs. time, pressure vs. time and flow vs. time are updated, as both the raw data and an average set of data are recorded to the file name required to start the program. The DAQ that was chosen for this application was the USB-2416 made by Measurement Computing, with 32 analog inputs dedicated to reading the signals from the required sensors, and an additional 8 digital input/output channels capable of sending and receiving up to a 5V signal. The reason for selecting this DAQ over the more common National Instrument (NI) devices that do not require additional virtual instrument (VI) blocks was that all of the various voltage and current requirements for the different types of sensors and stepper motor could be handled using this single unit. The other more expensive option was to use a NI DAQ for the stepper motor, pressure and flow sensor, and to purchase a separate DAQ for the thermocouples. The fact that there are 32 analog inputs also allows for flexibility for future expansion, as multiple sensors can be used at the same time. The types of measurements required for this project included temperature, pressure and flow rate. Because sensors with the appropriate accuracy are costly, Dr. Day agreed to share some of the existing equipment that the LVAD research team uses to collect data with the existing system. An emtec flow meter that was not currently being used by the team was provided to measure the flow rate within the system. The ultrasonic flow meter requires a straight section of at least 6 inches of ½ inch diameter, 3/32 inch wall thickness Tygon tubing on either side of the sensor. The choice was also made to purchase the same DP15-34 Validyne differential pressure sensor to measure the pressure drop across the LVAD as the research team was familiar with this sensor and could use it with their existing system if so desired with minimal software changes. Type “T” thermocouples were purchased from Omega as they were determined to have the desired accuracy required for the project. DESIGN TESTING & VALIDATION After a preliminary trial run using water with the LVAD it was determined that the Colder quickconnects had a large pressure drop associated with them as they were intended for low flow, high pressure applications. In order to quantify the pressure drop associated with these components, the Biomedicus was used to generate a plot of the pressure drop over the normal range of flow rates that the LVAD is run at. As a means for testing the amount of blood damage the test loop causes, a comparison between the percent of hemolysis in the blood was made between our test loop design and a more simplistic loop previously tested by the LVAD research team using both the industry standard Biomedicus pump and the LVAD. First, each loop is run at a constant flow rate and pressure that can be achieved by both the LVAD and the Biomedicus. Multiple blood samples are extracted from the reservoir at different intervals throughout the three hour test while the temperature of the blood, the pressure across the pump and the flow rate are held constant. Maintaining the blood at approximately 37ºC is necessary to reduce the amount of damage to the blood due to temperature fluctuations, as is a constant pressure and flow rate. After running with the Biomedicus, the loop is then connected to the LVAD and the procedure is repeated at the same pressure and flow rate. Another important test was to determine if the compliance value could be achieved using the LVAD and PVS with the physiological test loop. The outside of the reservoir tank was labeled in milliliter increments so that the volume of air inside the tank could be found by subtracting the volume of water from the total volume. With the aid of the physiological test lid, the tank can be pressurized and measured using a modified sphygmomanometer pump, and the compliance can then be calculated. Testing the tank and lid sub-system for leaks and being able to pressurize the tank up to 160 mmHg will ensure that the compliance is achievable based on the loop design. The PVS itself will most likely play a limiting factor if the back pressure becomes too great, causing the PVS not function properly. To validate that the LabVIEW program generates automated flow curves by varying the resistance through increasing or decreasing the travel of the stepper motor, the pressure across the pump in the system as well as the flow rate of the system need to be recorded at several points. RESULTS AND DISCUSSION Although our final test loop design follows our initial conceptual modular design, some modifications were necessary over the course of the production and validation phases. The following figures (Fig. 5 and Page 7 Proceedings of the Multi-Disciplinary Senior Design Conference Fig. 6) show the assembled blood and physiological loops. Fig. 7 – Pressure drop across quick-connect Fig. 5 – Blood test loop (Biomedicus attached) Automated performance curves were generated using the Biomedicus in place of the LVAD for four different rotational speeds as seen below in Fig. 8. Although the data points for our test loop (X’s and diamonds) correspond with the data points from the LVAD research team (dashed lines), the pressure loss due to the quick connect can be seen as the flow increases along the curve. Also, moving along the curve towards the y-axis, our data points do not extend as far due to the fact that the cap on the stepper motor is not wide enough to completely close the tubing. Biomedicus Performance Curve 250 Pressure - mmHg 200 150 100 50 Fig. 6 – Physiological test loop (LVAD not connected) 0 The results of the pressure drop measurement across the Colder quick-connects indicate that there is an exponential relationship between pressure drop and increase in flow rate. The plot below (Fig. 7) shows the relationship between flow and pressure drop across the quick-connects. Because of this significant drop in pressure, all but one of the quick-connects in the system was removed to reduce the pressure losses of the loop for pump performance testing. The reason for keeping one quick-connect in the system was to ensure that during blood testing there would be one point that could be disconnected without spilling blood for drainage and air bubble removal. 0 2 4 6 Flow - Lpm 8 500 rpm 1000 rpm 1500 rpm 2000 rpm 500 rpm SD 1000 rpm SD 1500 rpm SD 2000 rpm SD Fig. 8 – Automated performance curve using the Biomedicus Even though the quick-connects introduce a significant pressure drop into the system, they do not affect the results of hemolysis testing. After two three hour hemolysis test using both the LVAD and Biomedicus, the percent hemolysis for our test loop was slightly lower than that of the LVAD research team’s simplistic loop. This indicates that the loop itself does not have a significant effect on hemolysis. Copyright © 2009 Rochester Institute of Technology 10 The results of the hemolysis testing are shown in the figures below. Fig. 9 – Biomedicus %Hemolysis comparison results temperature control, especially cooling, when performing blood tests. Verification that the 2 mmHg/mL arterial compliance value can be reached should be performed. Automating the compliance tank pressurization system would be beneficial to the technicians running the test by removing the need to constantly monitor and pressurize the tank by hand while testing. Additional verification and progress on the LabVIEW program to ensure compatibility with multiple pressure sensors and flow meters and verifying the effect of the pressure drop using a quickconnect during LVAD performance characterization would also further validate the capability of the test loop. A few physical improvements to the test loop would be to increase the range of the automated test curves by improving the stepper motor cap so that the tubing is completely closed will allow for more data to be collected. Continuous improvements on reducing the test loop footprint and the fill and drain system to reduce set-up and tear-down time would also benefit the constraints of the lab as well as being able to extend the amount of testing time by shortening the preparation before and after testing. REFERENCES Fig. 10 – LVAD %Hemolysis comparison results The LVAD Test Loop successfully fulfilled all of the customer needs, but only met 15 out of 20 engineering specifications, including the budget. The arterial compliance and temperature control were not verified and the performance curves using the glycerin mixture to simulate blood were not obtained as the team was behind schedule. The accuracy of the temperature and flow rate measurements were not well defined during the initial development of the specifications, however they did meet the customer’s needs. CONCLUSIONS AND RECOMMENDATIONS Overall, the project can be considered a limited success, as not all of the initial specifications were met. However, if more time was available for further testing, the remaining specifications could most likely be achieved. Continuation of this project should begin with further investigation of the need for automated [1] American Heart Association. “Heart disease and stroke statistics – 2009 update.” Dallas, Texas: American Heart Association; 2009. [2] Day, S.W., “Research”, <http://www.people.rit.edu/swdeme/research.html> [3] P08025 CARNA Project <https://edge.rit.edu/content/P08025/public/Home > [4] Yingjie L., Wood, H., Allaire, P., Olsen, D., 2005, “Design and Initial Testing of a Mock Human Circulatory Loop for Left Ventricular Assist Device Performance Testing,” Artificial organs, vol. 29, pp. 341-345. [5] Noodergraaf, A., 1978, “Circulatory System Dynamics,” Academic Press, NY. pp. 255-286. ACKNOWLEDGMENTS The team would like to express its appreciation and gratitude to those who made a contribution to this project. Special thanks to Dr. Steven Day for his guidance and support, and Ivan Farber from Oetiker Inc., for his generous donation of components and installation tools. Additionally, the team would like to thank Dr. Richard Doolittle, Dr. Daniel Phillips, Mr. John Wellin, Mr. David Hathaway, Mr. Robert Kraynik, Mr. Steven Kosciol, Dr. Mark Olles, Dr. ShanBao Cheng, Dave Gomez, Jim Cezo, Jessica Watkins, Steve Snyder and the entire LVAD Research Team for their assistance, patience, cooperation and constructive criticism.