Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
Allen Telescope Array wikipedia , lookup
Spitzer Space Telescope wikipedia , lookup
Lovell Telescope wikipedia , lookup
Hubble Space Telescope wikipedia , lookup
Arecibo Observatory wikipedia , lookup
James Webb Space Telescope wikipedia , lookup
International Ultraviolet Explorer wikipedia , lookup
Optical telescope wikipedia , lookup
CfA 1.2 m Millimeter-Wave Telescope wikipedia , lookup
The venerable craft of
telescope mirror grinding
takes on a modern cast. All
changes; all is very much
the same.
To some optical astronomers the
beauty of their science is in the increasing sophistication with which
they can manipulate and extract information from the star-born photons
gathered by their giant telescopes (See
"An Astronomical Revolution," Mosaic,
Vol. 7, No. 4). For others, the magic is
still in the great photon-catchers themselves—the painstakingly honed masses
of polished glass—mirrors in today's
giant reflecting telescopes—that have
been astronomy's heart since Galileo
turned his crude system of lenses on the
heavens in the early 17th century.
The quality of an astronomical instrument has always been limited by the
quality of its lens or mirror. Astronomers of a century ago, hungry for more
powerful, more precise instruments,
would boast of and compare the skills
of their favorite optical craftsmen, as
if they were patrons of art comparing
the merits of the world's great sculptors.
And well into this century, little, if anything, had changed in the crafting of
optics for telescopes; bigger did not
mean fundamentally different.
The big mirrors of the 20th century
do transcend the capabilities of the
single artisan in glass, however; they
depend instead upon the collective talents
of groups of opticians. Nevertheless, the
big mirrors of today's major observatories have often remained on the opticians' table for five years or more as
craftsmen hovered and crawled over
their surfaces, seeking through an array
of instruments and their craft's traditional instinct (by Zen, says one astronomer), the near-molecular-level irregularities that defocus stellar images.
This forming and finishing of large
optical surfaces by classical techniques
has always been a tedious, costly, subjective, and not always completely successful process. It reached its peak with
the magnificent 200-inch reflector for
the Hale telescope on California's Mount
Palomar, installed in 1948. Since then,
mirror-making, with the aid of some
advanced techniques, has changed. Mirrors have improved, but some of the Zen
has gone out of their crafting.
The optical shop at the Kitt Peak
National Observatory in Tucson—where
mirror blanks become optical surfaces
for Earth-bound and orbiting observatories—might be considered one of the
heirs of Sir William Herschel, Alvan
Clark, and other legendary makers of
astronomical optics. Despite the technological revolution of the last quarter
century, of which the Kitt Peak opticians
have been in the forefront, classical
artisans in glass would probably be relatively at home with their modern counterparts. The building is modern, but
the center of action is still the big
grinding table. Though today's glass
disk can be the size of a backyard swimming pool, grinding tools still cluster
around the table. A 15-foot-diameter,
perforated Hartmann test screen—something an ancient optician would not have
known, though he would readily have
perceived its purpose—hangs from a
wall.
The first of the best
Proof of the skill of modern opticians
and the efficacy of relatively recent innovations in techniques is the four-meter
mirror Kitt Peak opticians completed in
July 1974 for the Cerro Tololo InterAmerican Observatory in Chile. Astronomers who have used this mirror believe
it is the finest large telescope mirror in
the world. It is astronomy's most precise
large scientific instrument. It represents
the future of mirror-making technique;
the Hale mirror is the epitome of the
past.
The Cerro Tololo mirror was brought
to near perfection not with Zen or any
secret arts, but rather with computers,
better glass, and completely rational—
even obvious—adaptations of the ageold optical techniques.
The three basic ingredients in this
great stride in mirror-making are:
• The adoption of zero-temperaturecoefficient glass.
• A happy marriage of optics and
data processing involving, for example, computer assistance in the
analysis of mirror tests and in the
location of deviations from perfection in the mirror surface.
• The manufacture of the mirror on
the same pneumatic pads (air bags)
to be used in its final installation.
This simple innovation avoids the
introduction of new stresses and
mirror deformations during installation.
The new glasses
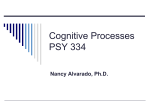
Start to finish. From the casting of the
giant Cer-Vit® biank for a four-meter
telescope mirror (above), to the testing of
its ground, polished, and figured surface by
Hartmanrt screen and computer (left), the
process of telescope mirror-making is one
in which modern techniques have
enhanced, rather than replaced, the
craftsman's art.
Ordinary glass has a coefficient of
thermal expansion of about 94 x 10~7
per degree Centigrade; it expands not
much less than does steel. Pyrex glass
expands thermally only a third as much,
but still too much for comfort. A consequence is that even telescope mirrors
made from Pyrex, such as the 200-inch
mirror at Palomar, change their dimensions by optically significant amounts
during daily temperature changes. ("Optically significant" means a dimensional
change of a quarter wavelength, about
five millionths of an inch or more.) In
fact, the passage of a cold front may
shut a large telescope down for hours
until the mirror and telescope tube become adjusted to the new ambient temperatures. High resolution work is impossible during these transient periods
because the carefully devised and meticulously achieved dimensions of the mirror
surface change by several wavelengths
of light.
A second undesired consequence of a
non-zero temperature coefficient arises
during the final figuring and polishing
of big mirrors; the mere act of polishing
glass raises the average temperature of
a localized area by as much as 5°—so
much that opticians cannot determine
the results of their work for at least
several hours, the time it takes for
thermal mountains several wavelengths
high to subside in a 12- to 20-ton slab
of glass two feet thick. The test-polishtest cycle is therefore long and frustrating with ordinary glass. With zero- or
low-temperature-coefficient glass, the
cycle can be reduced to a few minutes
—almost "real time" in the language of
radio communication.
Low, lower, lowest
Lower and lower coefficients of expansion have been the telescope maker's
quest, ever since glass first replaced
polished metal as a telescope mirror material more than 100 years ago. The first
big mirror made from a truly lowtemperature-coefficient glass at Kitt Peak
was the four-meter (158-inch) mirror for
the now three-year-old Mayall telescope
at Kitt Peak. The material employed
was fused silica (quartz), which has a
thermal expansion coefficient of only
5.5 x 10~7 per degree Centigrade. The
30,000-pound quartz blank was made
by General Electric in 1967 by using
an array of hexagonal quartz ingots at
3,300° F. The original mirror blank was
160 inches in diameter and weighed
42,000 pounds. GE reduced the weight
by 9,000 pounds by trimming the outside and sawing out a 52-inch hole from
the center (through which the image is
received from the secondary mirror in a
Cassegrain telescope). As of 1976, this
is the largest quartz blank ever made.
Astronomers had realized for many
years that quartz was a superior material
for telescope mirrors. In 1928, GE's
Elihu Thomson was engaged by George
Hale to make a 200-inch quartz blank
for the projected Palomar telescope.
MOSAIC November/December 1976
17
During the early 1930's, Thomson successfully made three 60-inch blanks. Because of financial limitations, he had to
stop before he tried the 200-inch blank.
The 60-inch blanks, though of relatively
poor quality, ultimately ended up at
Kitt Peak where they were ground into
mirrors for solar telescopes.
After Kitt Peak opticians finished the
Mayall quartz mirror—a three-year task
—they were ready to take on a tougher
assignment, a four-meter mirror blank
made of Cer-Vit® material, a new kind
of crystallized glass that belongs to a
family of glass ceramics. It is much
harder—and therefore harder to work—
than quartz, which in turn is harder to
work than ordinary glass. The extra
hardness of Cer-Vit® is a price well
worth paying; its expansion coefficient
of 0.5 x 10~7 per degree Centigrade is
as near zero as it may be practically
possible to get.
Cer-Vit® was developed by OwensIllinois in the middle 1950's as an experimental material in search of an application. It had fairly ordinary use as
a high-temperature material for about a
decade, when it was brought to the attention of Kitt Peak astronomers ana
technicians. They tested several small
(8-inch to 12-inch) blanks, and the application of Cer-Vit® to astronomy
began. By 1966 several American and
European observatories were ordering
first 42-inch and then 60-inch blanks
of the material from Owens-Illinois.
Then, with a British-Australian team
planning a new telescope in New South
Wales, a Canadian-French group planning one ultimately installed in Hawaii,
and a U.S.-Chilean group planning Cerro
Tololo, the company built a 150-inch
blank casting facility and produced a
Cer-Vit® blank for each.
The 29-ton blanks were cast from
special glass that had been transformed
by a carefully controlled heat-treatment
process that converted the normally
amorphous glass into a crystalline, ceramic substance. The largest of the three
—by a few inches—was the 158-inch
blank for the Cerro Tololo Inter-American Observatory. It was completed in
1970, and held while the Kitt Peak
opticians completed their own Mayall
Telescope mirror and made room for
the Cerro Tololo job.
In 1972, after sawing out a 52-inch
central hole and trimming the circumference, Owens-Illinois shipped the blank
to Kitt Peak. The grinding and polishing
task took two and a half years. This
mirror was finished by an array of advanced optical techniques worthy of the
new material.
From band saw to polishing
The surfaces of the mirror blanks arriving at Kitt Peak are rough; when they
leave Kitt Peak's optical shop, they are
perfect to within a millionth of an inch.
The first steps taken after the mirror
blank is lowered onto the grinding table
are grinding the circumference to a perfect circle at the desired diameter—four
meters for the Kitt Peak and Cerro
Tololo mirrors—and then polishing the
edge. Next, the back of the mirror blank
is ground flat. This rough grinding
process takes about two months and is
not highly critical because the back
plays no part in the optics of a reflecting
telescope.
The grinding table is then tilted vertically on pivots. A circumferential sling
lifts the vertical mirror and swings it
out so that it can be turned 180°. Thus
reversed, it is returned to the table
which, in turn, is rotated back to its
normal position. At this point the serious mirror-making begins; its three
important phases are:
• Spherifying the surface; that is,
grinding out enough glass to make
a spherical surface of an appropriate radius. (In the four-meter mirror, approximately 3.5 inches had to
be ground out at the center.)
• Aspherifying the surface. A nonspherical mirror is required to focus
light coming from a distant point
source. In terms of grinding, only
five thousandths of an inch more
is removed from the center of the
mirror; the surface approaches being paraboloid.
• Figuring the surface. But a perfect
parabolic surface, adequate for ordinary, small telescopes, is not wanted
either; paraboloids are good only
for "point sources," and many important astronomical targets—such
as galaxies and nebula—are "extended sources"; they can be resolved into a two-dimensional image. The parabolic surface must
thus be close-shaved a tiny bit more.
Spherifying a mirror blank is a task
that has changed little down the years.
One must ensure only that the grinding
tool hollows out a spherical section of
the proper radius. Frequent checks with
a steel tape and a spherometer monitor
this process. The grinding tools employed
during this phase are relatively big and
powerful.
The principal Kitt Peak
grinder used during spherification consists of a rotating convex surface lined
with pieces of ceramic tile. This tool is
ten inches thick and has the same diameter as the mirror. Between the grinder
surface and the mirror surface opticians
inject a layer of grinding powder. At
first the powder is carborundum and has
the consistency of beach sand (about
l / 3 0 t h of an inch in diameter). Successively finer grades of abrasive are used
until something with the consistency of
flour (5-micron particles) is reached. The
finer powders are usually made from
garnet. Opticians mix the abrasive with
water and squirt it on the mirror surface
with automobile battery fillers. This
rough spherifying takes about six months.
Finally, molded squares of pitch, two
inches on a side and a quarter-inch
thick, are thermally bonded to the grinding tool, and during the next month the
spherical mirror surface is polished to its
final finish by charges of rouge embedded in the pitch. The easy part of mirror
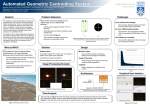
Talcing the edge off. Shaving large
telescope mirrors, such as this 127-inch
(three-meter) mirror, is a technique
pioneered by opticians at Kitt Peak.
18 MOSAIC November/December 1976
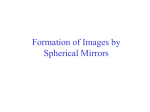
Testing the surface. A pattern recorded
on a photographic plate (top, left) by
reflections from a mirror of a rectangular
Hartmartn screen leads to a computer
printout like that below showing surface
departure values in wavelengths. A
composite print of Hartmarsn tests at four
different positions of the screen can be
interpreted as areas of greater or lesser
density in the plate, which are produced
by high and low areas in the mirror.
manufacture is now complete. It has
taken a year, but so far, except for some
mechanization and the new glass, the
process has departed little from tradition.
The difference between a spherical and
parabolic surface, even with a four-meter
mirror, is only a few thousandths of an
inch. But the precise, painstaking removal of this minute bit of glass takes
almost a year and a half. And it is with
the efforts to produce the exact geometric figure that the refinements in
mirror-making technology become most
important.
The delicate stages
Smaller polishing tools, about 20
inches in diameter, are the rule during
the conversion of the spherical surface
to a paraboloid. The thin layers of glass
to be removed from selected areas of the
surface vary in thickness from zero at
the edge to about five thousandths of an
inch at the center of the mirror. Measurements must now be made frequently
to ensure that too much glass is not
removed. The excavation of hollows below the level of the desired surface
would be disastrous; the entire surface
would then have to be ground down to
compensate. This might necessitate going back 12 to 18 months to the spherifying step.
Kitt Peak opticians have developed
two additional techniques that improve
final mirror quality: (1) they support
their grinding tools from overhead so
that pressures can be controlled more
accurately; and (2) they replace the fallible human memory with a computer
memory. Once the lore of mirror-making
resided in the head of the artisan in the
form of experience; viz., how long to
polish a spot with a specific tool to remove so many millionths of an inch of
a specific type of glass. These tables of
experience now reside in a computer program and can be called up as needed for
each step in the polishing and figuring
process. Neither experience nor the computer, however, are any substitute for
testing.
During spherifying, the relatively
crude radius-of-curvature measurements
are made with a steel tape. These are
accurate to about a sixteenth of an inch.
To measure with the millionths-of-aninch precision needed during aspherification, tapes are replaced with: (1) an
interferometer capable of detecting deviations from the desired surface as small
as a fraction of a wavelength of light;
and (2) the classical "knife-edge" test
that permits a mirror-maker to "read"
the surface by interpreting subjectively
the shadows that play across it. The
application of both tests demands a reflecting surface. Thus, each test at this
stage involves quick or "flash" polishing
the area of the mirror being worked. In
the past, the heat from this flash polishing has slowed mirror-making to a frustrating crawl. Hours or days could be
spent waiting for friction-expanded hills
a few wavelengths high to cool. The
near-zero expansion of the harder, and
harder-to-polish, Cer-Vit® makes its
greatest contributions at this stage, one
well worth the trade-off in polishing time.
MOSAIC November/December 1976
19
The interferometer and knife-edge
tests are aided by a "null lens" placed
near the mirror's focal point. The null
lens compensates exactly for the change
from a spherical to a parabolic mirror.
In other words, when a true parabolic
surface has finally been attained, all tests
made with the null lens in place will
indicate true sphericity; the light-flooded
mirror will appear flat. Like the trick
mirrors in amusement parks, the null
lens twists one figure into another.
The venerable Foucault knife-edge test
(a wire is actually used at Kitt Peak)
checks for deviations from a perfect
spherical surface. (With the null lens,
of course, it tests for a perfect parabolic
surface.) By shining light from a pinhole
source onto the mirror and moving a
knife edge across the field of view, an
observer sees shadows cast on the mirror's surface which can be interpreted
as deviations from sphericity. The knifeedge test is hard to interpret and only
qualitative.
By contrast, the interferometer test is
quantitative. The distance between the
bands (fringes) that the viewer sees projected by the interferometer on the mirror surface is exactly one-half wavelength apart. The deviation of bands
can be related directly to height deviations on the mirror surface. The inter-
20
MOSAIC November/December 1976
ferometer test is so delicate that atmospheric irregularities within the optical
shop cause the bands to wiggle. High
speed photography freezes the bands so
that band separation can be measured.
By combining the interferometer and
knife-edge test results, the spherical surface is gently polished and coaxed to a
paraboloid.
Removing the mountains
During the figuring process and final
polishing, the important concerns are:
(1) correcting the parabolic surface so
it will handle "extended" light sources;
and (2) smoothing out the microscopic
hills and valleys on the glass surface.
Both processes involve frequent testing
because by now the mirror surface is
just a few millionths of an inch away
from the desired contour.
The figuring stage, as distinguished
from polishing, removes the peaks and
valleys from the mirror surface, which
now has the desired shape and looks
perfect to the human eye. Even the
interferometer finds difficulty in the
preparation of a topographic map of
surface roughness. Nevertheless, there
are rough spots with peaks tenths of a
wavelength (a few millionths of an inch)
high that must be smoothed out if the
mirror is to produce astronomical images
of high quality.
The standard knife-edge test for mirror surface roughness enabled a master
optician to interpret shadows in terms
of "too high here" and "too low there."
It gave only a general idea of the location
and slope of surface imperfections and
required a bit of Zen to interpret. Nor
is the test sensitive to larger scale topographic features with very small slopes.
Consequently, the classic knife-edge test
has become only supplemental in the
final, most sensitive tests of important
mirrors.
The common modern test for largearea departures from perfection is the
Hartmann screen test. For this, photographic plates are placed near the focal
plane, and a large screen with holes in
it is suspended just above the mirror surface. A small, intense light source located
just below the photographic plate near
the center of curvature directs light down
through the screen holes onto the mirror, which then reflects it back toward
the photographic plate. The Hartmann
screen now employed at Kitt Peak has
440 holes arranged in a square array.
(A radial array was used earlier, but was
not as simple to handle mathematically
as is a square array.) Each hole samples
the mirror surface immediately below it.
Effectively, 440 little circular mirrors
create 440 spots on the photographic
plate. The spots on the developed plate
are arranged in curved lines symmetrically around a rectangular coordinate
system.
If the portion of mirror surface sampled by any of the 440 holes is sloped
slightly from what it should be, its spot
on the pattern will be shifted slightly
out of line. The direction and amount
of the spot's shift can be related to the
slope of the high (or low) area. By carefully measuring the x-y positions of the
spots and integrating the measurements
along various axes of the pattern, one
can compute and draw a topographic
map of the mirror surface. After one
such map is prepared, the screen is rotated 45° and the process repeated. A
comparison of topographic maps prepared from several screen positions indicates major features that remain fixed in
relation to mirror position and which,
therefore, must be true surface deviations. These features, which may be only
a few tenths of a wavelength high or
low, are the areas that must be eliminated to perfect the mirror surface.
The ultimate test
The resulting topographic maps, however, show some inconsistencies in terms
of high and low areas. Scientists at Kitt
Peak have taken the Hartmann test one
step further to make the topography it
reveals more obvious to the optician.
The first step is to feed the numerical
topographic data into a microdensitometer with a light-emitting diode. Operating in its playback mode, the densitometer converts the information describing
the high points of the surface into bright
areas on a photographic plate and low
points into dark areas. This is done for
several (usually four) screen angles on
the same plate. The result is a composite
picture that emphasizes the constant features of the topographic maps; the real
physical features are highlighted while
the random system noise is suppressed.
This so-called Mosaic Test—though it
takes days as opposed to the Hartmann
test's hours—represents a significant advance in the interpretation of Hartmann
test results. It is believed that surface
irregularities as small as l / 2 0 t h of a
wavelength (0.000001 inch) can be located using Mosaic Tests.
The tests alternate with periods of
polishing lasting perhaps 15 to 20 minutes each. (Polishing time, of course, is
tightly restricted because of the everpresent danger of going too deep.)
Lengthy as these polish-test cycles may
seem, they are in reality much shorter
than they would be with ordinary glass,
which has to cool for days before its true
surface has been restored and any tests
at all can be done.
Such advances in the art of telescope
mirror-making may seem undramatic.
They permit both more rapid and more
precise forming of the critical surfaces
responsible for the gathering and focusing of elusive photons. But that, after
all, is what astronomy is all about.
Perhaps there will always be some
who will regret the diminution of the
individual artisan's monopoly of so venerable an activity as the crafting of a
telescope mirror. Nevertheless, the proof
of the telescope is in the seeing. And
within very short times after the opening
of each of the new four-meter telescopes—the Mayall in 1974 and Cerro
Tololo's last year—each was responsible
for dramatic new astronomical advances.
At Mayall, one was Kitt Peak astronomer Stephen Strom's photography and
study of the dust lanes in spiral galaxies,
contributing to a better understanding of
star formation; another was the resolution of the surface of the star Betelgeuse
by Kitt Peak astronomers Roger Lynds,
S. P. Worden, and Jack Harvey. At
Cerro Tololo there was the location, by
visiting astronomer Sidney van den
Bergh of the University of Toronto, of
the optical remnant of the supernova,
first reported in 1006, in the constellation
Lupas. Such a remnant had been sought
unsuccessfully many times, even with
the giant Hale Telescope. Van den Bergh
gives considerable credit for the discovery to the four-meter mirror.
It is unlikely that the recently installed
four-meter mirrors at Kitt Peak and
Cerro Tololo are the last word in telescope optics. Our experience with technology leads us to hold, as an article of
faith, that in doing things faster and
better there are no last words. Somewhere in the world today there inevitably
is an astronomer dreaming of the things
he could see, if only he had a mirror—
perhaps bigger, or perhaps only better
made—than the best that was possible
last year or the year before. His dream
will pose what might appear now to be
impossible problems for the heirs of
Herschel and Clark.
In return for the ability to realize such
dreams, perhaps a little Zen is a small
price to pay. •
The work reported in this article is supported through the Division of Astronomical Sciences of the National Science
Foundation.
MOSAIC November/December 1976
21