Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
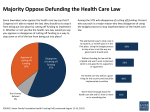
ISSN XXXX XXXX © 2016 IJESC Research Article Volume 6 Issue No. 11 Optimization of Process Parameters to Achieve Reduced Tool Wear and Increased Tool Life Using Alumina Based Ceramic Cutting Tools in Milling U. Rajesh 1 , B. Sreenivasulu 2 , Dr. R. Ramachandra 3 PG student1 , Associate Professor2 , Principal3 Sri Krishnadevaraya Engineering College, Gooty, Anantapur, Andhrapradesh, India Abstract: A cutting tool or cutter is any tool that is used to remove material fro m the workp iece by means of shear deformation. Cutt in g may be acco mplished by single-point or mult ipoint tools. Singlepoint tools are used in turning, shaping, plaining and similar operations, and remove material by means of one cutting edge. M illing and drilling tools are often mu lt ipoint tools. Cutting too ls must be made of a material harder than the material wh ich is to be cut, and the tool must be able to withstand the heat gener ated in the metal-cutting process. In this thesis different experiments are conducted to optimize the process parameters to imp rove the tool life and reduce the tool wear of an alu mina based ceramic cutting tool while mach ining turbine blade of Titaniu m alloy. A series of experiments are done by varying the milling parameters spindle speed, feed rate and depth of cut considering L9 orthogonal array by Taguchi Method. The optimizat ion is done using Regression analysis for less tool wear and more tool life. The experiment has been done with process parameters feed rate 2000mm/ min, 250mm/ min, 3000 mm/ min, spindle speeds are 1000rp m, 1500rp m, 2000rp m, and depth of cut 0.3mm, 0.4 and 0.5mm. The milling process is conducted on a CNC Vertical milling machine. I. INTRODUCTION Metal cutting is one of the most important and widely used manufacturing p rocesses in engineering industries and in today’s manufacturing scenario, optimizat ion of metal cutting process is essential for a manufacturing unit to respond effectively to severe competit iveness and increasing demand of quality wh ich has to be achieved at minimal cost. As flexib ility and adaptability needs increased in the manufacturing industries, computer numerical control systems was introduced in metal cutting processes that provided automation of processes with very high accuracies and repeatability. Based on the literature rev iew it was evident that the factors that highly influence the process efficiency and output characteristics in a CNC mach ine tool are tool geometry, cutting velocity, feed rate, depth of cut and cutting environment. Experimental works have been carried out on the above mentioned parameters. A significant improvement in process efficiency may be obtained by process parameter optimization that identifies and determines the regions of critical process control factors leading to desired outputs or responses with acceptable variation ensuring a lower cost of manufacturing. Of the many goals focused in a manufacturing industry, energy consumption plays a vital and dual role. One, it cuts down the cost per product and secondly the environmental impact by reducing the amount of carbon emissions that are created in using the electrical energy. Many have worked in optimizing the parameters of co mputer numerically controlled mach ine tools for minimu m power requirement but in high tare machine tools, time dominates over power when optimizing for reduced energy. The current work considers the most common ly selected process parameters viz. cutting velocity, feed rate and depth of cut optimized for minimu m energy consumption. International Journal of Engineering Science and Computing, November 2016 Figure.1. Cutti ng Tool Translator and Rotati onal Motion Figure – Cutting Tool Translator and Rotational Motion Milling is a cutting process that uses a milling cutter to remove material fro m the surface of a wo rk- p iece. The milling cutter is a rotary-cutting tool, often with mu ltip le cutting points. As opposed to drilling, where the tool is advanced along its rotation axis, the cutter in milling is usually moved perpendicular to its axis so that cutting occurs on the circu mference of the cutter. As the milling cutter enters the work-piece, the cutting edges (flutes or teeth) of the tool repeatedly cut into and exit fro m the material, shaving off chips (swarf) fro m the work-piece with each pass. The cutting action is shear deformat ion; material is pushed off the workpiece in t iny clu mps that hang together to a greater or lesser extent (depending on the material) to form ch ips. This makes metal cutting so mewhat d ifferent (in its mechanics) fro m slicing softer materials with a blade. The milling process removes material by performing many separate, small cuts. This is acco mplished by using a cutter with many teeth, spinning the cutter at high speed, or advancing the material through the cutter slowly; most often it is some co mbination of these three approaches. The speeds and feeds used are varied to suit a comb ination of variables. The speed at which the piece advances through the cutter is called feed rate, 3466 http://ijesc.org/ II. EXPERIMENTAL WORK The main aim of the project is to determine the influence of Alumina Based Ceramic tool in metal working. The investigation is based on tool life and tool wear during milling of Titaniu m with ceramic tool. The cutting parameters considered are feed rate, spindle speed and depth of cut. This experiment employed a CNC vertical milling mach ine. Ceramic cutting tool is used. The experiment has been done under conditions of feed rate 2000mm/ min, 2500mm/ min, 3000 mm/ min, spindle speeds are 1000rp m, 1500rp m, 2000rp m, and depth of cut 0.3mm, 0.4 and 0.5mm. MACHINE SPECIFICATIONS Machine Model – Feeler Control – Siemens 840d Travel Size X – 1000mm, Y – 500mm, Z – 500mm SELECTION OF PROCESS TAGUCHI TECHNIQUE Table.1. Process Parameters as PROCESS LEVEL1 PARAMETERS CUTTING 1000 SPEED(rp m) FEED RATE 2000 (mm/ min) DEPTH OF 0.3 CUT(mm) PARAMETERS AS PER per Taguchi Techni que LEVEL2 LEVEL3 1500 2000 2500 3000 0.4 0.5 IV.THEORETICAL TOOL LIFE CALCULATIONS The Taylor tool life equation can be written as: vTn = C, where V is the cutting speed, m/ min T is the tool life, in minutes C is the cutting speed for a tool life of 1 minute = 3000m/ min n is the Taylor exponent = 0.7 (Ceramic Tool) 1. Cutting S peed – 2000rp m = 628.3m/ min VTn = C 628.3 T0.7 = 3000 T0.7 = 4.774 T = 9.32min 2. Cutting S peed – 2500rp m = 785.38m/ min 785.38 T0.7 = 3000 T0.7 = 3.819 T = 6.776min 1. Cutting S peed – 3000rp m = 942.46m/ min 942.46 T0.7 = 3000 T0.7 = 3.183 T = 5.224min REGRESSION SOFTWARE ANALYS IS US ING MINITAB Design of Orthogonal Array Table.2. L9 Orthog onal Array JOB SPINDLE FEED RATE NO. SPEED (rpm) (mm/mi n) 01 1000 2000 02 1000 2500 03 1000 3000 04 1500 2000 05 1500 2500 06 1500 3000 07 2000 2000 08 2000 2500 09 2000 3000 DEPTH OF CUT (mm) 0.3 0.4 0.5 0.4 0.5 0.3 0.5 0.3 0.4 III. OBS ERVATION While machining, tool wear is measured and tool life is measured for every experiment at given spindle speed, feed rate and depth of cut. Tool wear is measured for the removal of material fro m the edge of the tool. Too l Life is the time taken for the cutting tool to wear out in min’s. First Taguchi Orthogonal Array is designed in Minitab17to calculate S/N rat io and Means which steps is given below: Figure.2. Measured Tool Li fe and Tool Wear val ues Table.3. Measured Tool Life and Tool Wear Values JO SPINDL FEED DEPT TOO TOOL B E SPEED RATE H OF L WEA NO. (rpm) (mm/mi n CUT LIFE R ) (mm) (min) (mm) 01 1000 2000 0.3 29 0.16 02 1000 2500 0.4 25 0.19 03 1000 3000 0.5 22 0.25 04 05 1500 1500 2000 2500 0.4 0.5 19 16 0.18 0.21 06 1500 3000 0.3 15 0.29 07 08 09 2000 2000 2000 2000 2500 3000 0.5 0.3 0.4 13 11 9 0.2 0.26 0.38 International Journal of Engineering Science and Computing, November 2016 3467 http://ijesc.org/ Regression Equation TOOL W EAR (mm) = -0.2478 + 0.000080 SPINDLE SPEED (rp m) + 0.000127 FEED RATE (mm/ min)- 0.083 DEPTH OF CUT (mm) Fits and Diagnostics for Unusual Observations TOOL W EAR (mm) Std Obs Fit Resid Resid 9 0.3800 0.3389 0.0411 2.13 R R Large residual Figure.3. Graph – Residual Vs Spindle S peed (Response – Tool Life) Figure.5. Graph – Residual Vs Spindle S peed (Response – Tool Wear) Figure.4. Graph – Surface Plot of Tool Life vs Depth of Cut, Feed Rate -By observing above graph, to maximize tool life, the Feed Rate should be set at 2000mm/ min and Depth of Cut at 0.3mm. Regression Analysis: TOOL WEAR(mm versus SPINDLE SPEE, FEED RATE (m, DEPTH OF CUT The residual plots indicate that the determin istic portion (predictor variables) of the model Spindle Speed, Feed Rate and Depth of Cut are not capturing some explanatory informat ion that is ―leaking‖ into the residuals. The graph could represent several ways in wh ich the model is not explaining all that is possible. Possibilit ies include: Amissing variable A missing higher-order term of a variab le in the model to exp lain the curvature A missing interaction between terms already in the model Figure.6. Graph – Surface Pl ot of Tool Wear vs Feed Rate, Spindle S peed Figure.4. Regression analysis: tools Wear (mm versus spindle s pee, feed rate (m, depth of cut International Journal of Engineering Science and Computing, November 2016 By observing above graph, to minimize tool wear, the Spind le Speed should be set at 2000rp mand Feed Rate at 2000mm/ min. 3468 http://ijesc.org/ V. CO NCLUSIONS Different experiments are conducted to optimize the process parameters in milling to achieve reduced tool wear and increased tool life using alu mina based ceramic cutting tool while machining turbine blade of Titaniu m alloy. A series of experiments are done by varying the milling parameters spindle speed, feed rate and depth of cut considering L9 orthogonal array by Taguchi Method. The optimization is done using Regression analysis for less tool wear and mo re tool life. The experiment has been done with process parameters feed rate 2000mm/ min, 2500mm/ min, 3000 mm/ min , spindle speeds are 1000rp m, 1500rp m, 2000rp m, and depth of cut 0.3mm, 0.4 and 0.5mm. The milling process is conducted on a CNC Vertical milling machine. By observing the experimental results and fro m Regression analysis, the following conclusions can be made: The analysis for tool life is about 98.4% accurate and fo r tool wear is about 91.08% accurate. The residual plots indicate that the deterministic portion (predictor variables) of the model Spindle Speed, Feed Rate and Depth of Cut are not capturing some exp lanatory informat ion that is ―leaking‖ into the residuals. Fro m the surface p lots of tool life and tool wear, for more tool life and reduced tool wear, the optimized parameters are Sp indle Speed – 2000rp m, Feed Rate – 2000mm/ min and Depth of Cut – 0.3mm. [7]. Ersan Aslan, Necip Camuscu, Burak Birgoren (1993), ―Design Optimization of Cutting Parameters When Turning Hardened AISI40 Steel (63 HRC) with Al2O3 + TiCN Ceramic Tool‖ , Materials & Design, 28, 1618-1622. [8]. Penevala M. L., A rizmend i M., Diaz F., Fernandez J. (2007), ―Effect of Tool Wear on Roughness in Hard Turning‖, Annals of CIRP, 51, 57-60. [9]. Cora Lahiff, Seamus Go rdon; Pat Phelan (2007), ―PCBN Tool Wear Modes and Mechanisms in Finish Hard Turning‖, Robotics and Co mputer-Integrated Manufacturing, 23, 638644. [10] J. P. Costes, Y. Gu illet, G. Poulachon, M. Dessoly (2007), ―Tool Life and Wear Mechanisms of CBN Tools in Machining of Inconel 718‖, International Journal of Machine Tools and Manufacture, 47, 1081-1087. VI. REFER ENCES [1]. P. V. Rangarao, K. Subramanyam and C. Eswar Reddy, A Co mparative Study of Tool Life Between Ceramic and CBN Cutting Tools when Machining 52100 Steel and Optimization of Cutting Parameters, International Journal of Manufacturing Science and Technology, 5(2) December 2011; pp. 91-99 [2]. A.K Ghani, Imtiaz Choudhury, Husni, Study of tool life, surface roughness and vibration in mach ining nodular cast iron with ceramic tool, Journal o f Materials Processing Technology 127(1):17-22, September 2002, DOI: 10.1016/S0924-0136(02)00092-4 [3]. Abdullah A ltin, Muammer Nalbant, Ah met Taşkesen, The effects of cutting speed on tool wear and tool life when mach ining Inconel 718 with ceramic tools, Materials and Design 28(9):2518-2522 · December 2007, DOI: 10.1016/ j.matdes.2006.09.004 [4]. 4. A. Senthil Ku mar, Wear behaviour of alu mina based ceramic cutting tools on machining steels, Tribology International 39(3):191-197, March 2006, DOI: 10.1016/ j.triboint.2005.01.021 [5]. A li Riza Motorcu, The Optimization of Machining Parameters Using the Taguchi Method for Surface Roughness of AISI 8660 Hardened Alloy Steel, Journal of Mechanical Engineering 56(2010)6, 391-401, UDC 669.14:621.7.015: 621.9.02 [6]. E. Ah madi, R. Mokhtari Ho mami, Exper imental Investigation and Mathematical Modeling of Co mposite Ceramic Cutting Tools with Alumina Base in the Machining Process of PH hardened Austenitic-ferritic (Duplex) Stainless Steel, Int J Advanced Design and Manufacturing Technology, Vo l. 5/ No. 2/ March – 2012 International Journal of Engineering Science and Computing, November 2016 3469 http://ijesc.org/