Survey
* Your assessment is very important for improving the workof artificial intelligence, which forms the content of this project
Nucleophilic acyl substitution wikipedia , lookup
Drug discovery wikipedia , lookup
Lewis acid catalysis wikipedia , lookup
Hydrogen-bond catalysis wikipedia , lookup
Thermal spraying wikipedia , lookup
Acid dissociation constant wikipedia , lookup
Bioorthogonal chemistry wikipedia , lookup
Transition state theory wikipedia , lookup
Chemical equilibrium wikipedia , lookup
Cracking (chemistry) wikipedia , lookup
Artificial photosynthesis wikipedia , lookup
Acid–base reaction wikipedia , lookup
Fischer–Tropsch process wikipedia , lookup
Industrial gas wikipedia , lookup
Chemical thermodynamics wikipedia , lookup
Oil refinery wikipedia , lookup
Water splitting wikipedia , lookup
Fluid catalytic cracking wikipedia , lookup
Stoichiometry wikipedia , lookup
Electrolysis of water wikipedia , lookup
Hydroformylation wikipedia , lookup
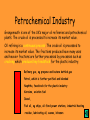
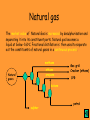
Industrial Chemistry Hess’s law, Fertiliser, Sulphuric Acid, Petrochemical, Pharmaceutical and Chemical Industries Index Hess’s Law and its experimental verification Hess’s Law calculations Industrial Chemistry Fertiliser Industry and Haber process Sulphuric acid industry Petrochemical industry and natural gas Pharmaceutical industry Hess’s Law and calculations Hess’s law states that “enthalpy change is independent of the route taken” Verification of Hess’s Law H = enthalpy change Route 1 NaOH (s) Route 2 NaOH (s) H 2 H 1 NaCl (aq) NaCl (aq) + H2O (l) NaOH (aq) + HCl aq) H 3 The conversion of solid NaOH to sodium chloride solution can be achieved by two possible routes. One is a direct,single-step process, (adding HCl (aq) directly to the solid NaOH) and secondly a two-step process (dissolve the solid NaOH in water first, then add the HCl(aq)) All steps are exothermic. If Hess’s Law applies, the enthalpy change for route 1 must be the same for the overall change for route 2. H 1 = H 2 + H 3 Experimental Confirmation of Hess’s Law Route 1 H 1 50 ml 1mol l-1 HCl Route 2 H 2 + H 3 50 ml HCl 50 ml H2O then 2.50g of KOH added to a dry, insulated beaker. Before adding the acid, its temperature is recorded. The final temperature rise after adding the acid is also recorded. 1. 2.50g of KOH added to a dry, insulated beaker. 2. Before adding the water, its temperature is recorded. The final temperature rise after adding the water is also recorded. H 2 3. Now add the acid, again, recording the final Knowing the specific heat capacity for H 3 water, it is then possible to calculate the temperature rise. Use the equation below to calculate H2 and H 3 Enthaply change for this reaction. H 1 = c m T H = c m H 2 + H 3 T = H 1 will verify Hess’s law H c C= -394 kJ mol –1 H c H = -286 kJ mol –1 Combining Equations Hess’s law can be used to calculate enthalpy changes that cannot be directly measured by experiment. 3C (s) + 3H2 (g) Route 1 Route 2a C3H6 (g) Route 2b Route 1 cannot be carried out in a lab, as Carbon and Hydrogen will not combine directly. 3CO2 (g) + 3H2O(g) The products of combustion act as a stepping stone which enables a link with carbon and hydrogen (the reactants) with propane (the product) Route 2a involves the combustion of both carbon and hydrogen 3C (s) + 3O2 (g) 3CO2 (g) and 3H2 (s) + 1.5 O2 (g) 3H2O (g) Route 2b involves the reverse combustion of propane 3CO2 (g) + 3H2O(l) 3C2H6 (g) + 41/2O2 (g) H1 3C (s) + 3 3H2 (g) 3 Route 1 Route H 2a C3H6 (g) Route H 2b 3CO2 (g) + 3H2O(g) H 1 = H 2a + Route 2a H c C= -394 kJ mol –1 H 2a = -(3x 394) = -1182 kJ mol -1 + H 2b H c H = -286 kJ mol –1 -(3 x 286) = -858 kJ mol -1 H 2a = -2040 kJ mol –1 Route 2b H c Propane = -2056 kJ mol –1 H 2b = + 2058.5 kJ mol H 1 = –1 (note the reverse sign) -2040 kJ mol -1 + (+ 2058.5 kJ mol –1) = 18.5 kJ mol -1 Alternative approach to calculate the ΔHf of propane C(graphite) + O2 (g) CO2(g) ΔHo298 = -394 kJmol-1 H2(g) + ½O2(g) H2O(g) ΔHo298 = -286 kJmol-1 C3H6(g) + 4½O2(g) 3H2O(g) + 3CO2(g)ΔHo298 = -2058.5 kJmol-1 3C(graphite) + 3H2 (g) C3H6(g) ΔHf = ? Re-write the equations so that the reactants and products are on the same side of the “arrow” as the equation you are interested in. Multiply each equation so that there are the same number of moles of each constituent also. 3C(graphite) + 3O2 (g) 3CO2(g) ΔHc = 3 x -394 3H2(g) + 1½O2(g) 3H2O(g) ΔHc = 3 x -286 3H2O(g) + 3CO2(g) C3H6(g) + 4½O2(g) ΔHc = +2058.5 Equation has been reversed; (enthalpy now has opposite sign) 3C(graphite) + 3O2 (g) 3CO2(g) ΔHc = 3 x -394 3H2(g) + 1½O2(g) 3H2O(g) ΔHc = 3 x -286 3H2O(g) + 3CO2(g) C3H6(g) + 4½O2(g) ΔHc = +2058.5 Now add the equations and also the corresponding enthalpy values 3C(graphite) + 3H2(g) C3H6(g) ΔHf = (3 x -394) + (3 x -286) + (+2058.5) ΔHf = +18.5 kJ mol-1 Time to go! Example 2 Calculate the enthalpy change for the reaction: 3 2 (g) C6H6(l) + 3H Route 1 C6H12(l) Route 2b Route 2a 6H2O(g) + 6CO2(g) The products of combustion act as a stepping stone which enables a link with benzene and hydrogen (the reactants) with hexane (the product) Route 2a involves the combustion of both benzene and hydrogen C6H6(g) + 7½O2(g) 3H2O(g) + 6CO2(g) H c benzene = -3273 kJ mol –1 H2(g) + ½O2(g) H2O(g) H c hydrogen = -286 kJ mol –1 Route 2b involves the reverse combustion of hexane 6CO2 (g) + 6H2O(l) => C6H12 (g) + 71/2O2 (g) H 1 = H 2a + H 2b H c hexane = -3924 kJ mol –1 = ( -3273 + (3x - 286)) + 3924 = 207 kJ mol -1 Alternative approach to problem 2 C6H12(l) + 9O2 (g) 6H2O(g) + 6CO2(g) ΔHo298 = -3924 kJmol-1 H2(g) + ½O2(g) H2O(g) ΔHo298 = -286 kJmol-1 C6H6(g) + 7½O2(g) 3H2O(g) + 6CO2(g) ΔHo298 = -3273 kJmol-1 C6H6(l) + 3H2(g) C6H12(l) ΔHf = ? Re-write the equations so that the reactants and products are on the same side of the “arrow” as the equation you are interested in. Multiply each equation so that there are the same number of moles of each constituent also. C6H6(l) + 7½O2 (g) 6CO2(g) + 3H2O(g) ΔHc = -3273 3H2(g) + 1½O2(g) 3H2O(g) 6H2O(g) + 6CO2(g) C6H12(g) + 9O2(g) ΔHc = 3 x -286 ΔHc = +3924 Equation has been reversed; (enthalpy now has opposite sign) C6H6(l) + 7½O2 (g) 6CO2(g) + 3H2O(g) ΔHc = -3273 3H2(g) + 1½O2(g) 3H2O(g) ΔHc = 3 x -286 6H2O(g) + 6CO2(g) C6H12(l) + 9O2(g) ΔHc = +3924 Now add the equations and also the corresponding enthalpy values C6H6(l) + 3H2(g) C6H12(l) ΔHf = -3273 + (3 x -286) + ΔHf = -207 kJ mol-1 3924 3. Use the enthalpy changes of combustion shown in the table to work out the enthalpy change of formation of ethyne, C2H2. Substance C(graphite) H2(g) C2H2(g) ΔHo(combustion) -395 kJmol-1 -286 kJmol-1 -1299 kJmol-1 “Second method” “Required” equation, 2C(graphite) + H2(g) C2H2(g) ΔHf = ? ● 2C(graphite) + 2O2(g) 2CO2(g) ΔHc = 2 x -395 kJ mol-1 ● H2(g) + ½O2(g) H2O(g) ΔHc = -286 kJ mol-1 C2H2(g) + 2½O2(g) 2CO2(g) + H2O(g) ΔHc = -1299 kJ mol-1 ● 2CO2(g) + H2O(g) C2H2(g) + 2½O2(g) Adding “bulleted” equations gives us ΔHc = +1299 kJ mol-1 2C(graphite) + H2(g) C2H2(g) ΔHf = (2 x -395) + (-286) + 1299 ΔHf = +223 kJ mol-1 4. Using the following standard enthalpy changes of formation, ΔHof / kJmol-1 : CO2(g), -394; H2O(g), -286; C2H5OH(l), -278 calculate the standard enthalpy of combustion of ethanol i.e. the enthalpy change for the reaction C2H5OH(l) + 3O2(g) 2CO2(g) + 3H2O(l) Alternative method C2H5OH(l) + 3O2(g) 2CO2(g) + 3H2O(g) ΔHc = ? C(graphite) + 3H2(g) + ½O2(g) C2H5OH(l) ΔHf = -278 ● 2C(graphite) + 2O2(g) 2CO2(g) ΔHf = 2 x -394 ● 3H2(g) + ΔHf = 3 x -286 1½O2(g) 3H2O (g) ● C2H5OH(l) C(graphite) + 3H2(g) + ½O2(g) Add bulleted equations C2H5OH(l) + 3O2(g) 2CO2(g) + 3H2O(g) solve equation for ΔHc ΔHc = 278 + (2 x -394) + (3 x -286) ΔHc = -1368 kJ mol-1 ΔHf = +278 Industrial Chemistry The UK chemical industry is the nation’s 4th largest manufacturing industry and the 5th largest in the world. The 3 largest sections are (a) food, drink and tobacco, (b) mechanical engineering and (c) paper, printing and publishing All chemical plants require a source of raw materials, which can either be non-living eg minerals, or living, eg plants and micro-organisms. (collectively known as biomass). A chemical plant produces the desired products. The process used to manufacture the product may be operated in continuous or batch sequences. Batch For OK for up to 100 tonnes per annum Versatile Good for multistep reactions Against Contamination At times, no product is made. Safety Continuous OK for over 1000 tonnes per annum Good for fast single step processes Easy to automate Capital cost Less flexible Need to run at full capacity Economic aspects Energy in or out Feedstock preparation REACTION Temp, pressure, catalyst products Separation Recycle loop Consideration has to be given to Operating conditions Costs, capital, fixed and variable Use of energy Location of the Chemical industry Safety and the environment Co-products Choices to be made 1. Cost, availability of feedstocks 2. Yield of the reaction 3. Can un-reacted materials be recycled 4. Can by-products be sold 5. Cost of waste disposal 6. Energy consumption, generating your own, conservation, use of catalysts, recycling, (heat exchangers), 7. Environmental issues Value added, eg the value of the products from crude oil Crude oil £’s per tonne naphtha 1x£’s per tonne propene 3x£’s per tonne polypropene carpeting 8x£’s per tonne 20x£’s per tonne Fertiliser Industry Haber process Ammonia is manufactured from N2 and H2. The nitrogen is available from the raw material, air. (something which is available naturally). The hydrogen, like nitrogen, a feedstock for the manufacture of NH3. Hydrogen is usually produced from methane. Natural gas Water CH4 (g) AIR alkali H2O(g) Catalyst heat Stage 1 Catalyst Stage 2 Catalyst Stage 3 N2(g) + H2 (g) CO2 removed Haber Process Stage 1 CH4 (g) + H2O (g) CO (g) + 3H2 (g) Stage 2 4N2 (g) + O2 (g) + 2H2(g) 2H2O (g) + 4N2 (g) ΔH2 = -484 kJ Stage 3 CO (g) + H2O (g) CO2 (g) + H2 (g) ΔH1 = +210 kJ ΔH3 = -41 kJ In order to achieve a ratio of 3x hydrogen to nitrogen, stage 1 and 3 need to be 3.5x greater than stage 2. Combining the three stages 3.5 CH4 (g) + 4N2 (g) + O2(g) + 5H2O (g) 4N2 (g) + 12H2 (g) + 3.5 CO2 ΔH1 = (+210 x 3.5) kJ ΔH2 = -(484) kJ (ΔH1 + ΔH2 + ΔH3 ) ΔHtotal = -41 kJ ΔH3 = -(41 x 3.5) kJ Haber process Reaction Conditions N2 (g) + 3H2 (g) ΔHf = -92 kJ 2NH3 (g) Low temperature shifts the equilibrium to the right, but means a slow reaction rate. Fe catalyst improves this. A high pressure favours also shifts the equilibrium to the right because this is the side with fewer gas molecules. Temperatures around 500oC and pressures of over 150 atmospheres give a yield of ammonia of about 15%. Product removal: In practice, equilibrium is not reached as unreacted gases are recycled and the ammonia gas is liquefied. Sulphuric Acid Industry Sulphuric acid is manufactured by the Contact Process. Waste gases Sulphur Air 98% acid S O2(g) burner heat Stage 1 SO2(g) feedstock Stage 3 Stage 2 Catalytic Converter Cat=V2O5 SO3(g) absorber water mixer H2SO4 Suphuric Acid The raw materials for the manufacture of H2SO4 are H2O, O2 from air and S or a compound containing sulphur. Sources of sulphur a. SO2 from smelting of ores, eg ZnS. The SO2 is converted into sulphuric acid rather than released into the atmosphere. b. CaSO4, the mineral anhydrite, is roasted with coke (C) and SiO2 (sand) c. S deposits in the ground. d. S can be extracted from oil and natural gas. Stage 1 S (l) + O2 (g) SO2 (g) Stage 2 2SO2 (g) + O2 (g) ΔH = -299 kJ 2SO3 (g) ΔH = -98 kJ The catalyst does not function below 400 0C, a 99% yield is obtained. Stage 3 SO3 (g) + H2O (l) H2SO4 (l) ΔH = -130 kJ The acid produced is absorbed in 98% H2SO4,. If dissolved in water too much heat is created and gases are lost to the atmosphere. Sulphuric Acid Cost considerations Capital costs: The cost of building the plant and all the associated costs of all buildings Variable costs: The cost that changes throughout the year and is dependant of how much product is sold. Buying raw materials, treating waste and despatching the product Fixed costs: The cost of the staff, local rates, advertising and utility bills. Petrochemical Industry Grangemouth is one of the UK’s major oil refineries and petrochemical plants. The crude oil is processed to increase its market value. Oil refining is a continuous process. The crude oil is processed to increase its market value. The fractions produced have many uses and heavier fractions are further processed by processes such as cracking which produces key feedstock for the plastic industry. Refinery gas, eg propane and butane bottled gas Petrol, which is further purified and blended Naphtha, feedstock for the plastic industry Kerosine, aviation fuel Diesel, Fuel oil, eg ships, oil-fired power stations, industrial heating residue, lubricating oil, waxes, bitumen Natural gas The market value of Natural Gas is increased by desulphurisation and separating it into its constituent parts. Natural gas becomes a liquid at below -161oC. Fractional distillation is then used to separate out the constituents of natural gases in a continuous process. methane ethane propane Natural gases Gas grid Cracker (ethene) LPG butane sulphur petrol Pharmaceutical Industry Drugs alter the biochemical processes in our bodies, for example, changing the way we feel and behave. Drugs which lead to an improvement in health are called medicines. Once a new drug is discovered, it will be patented, the licence lasting 20 years. Many years of trials may be needed before the drug even becomes commercially available. The Government is also involved in this process, providing the necessary licensing for the new drug. The Chemical Industry earns £1000 million pounds a year in ‘invisible earning’ for licensing fees for patented chemicals and processes. Once the necessary licensing has been granted a pilot plant will be built for small scale production to allow for product evaluation. Full scale production is then implemented, where safety, environmental and energy saving factors have to be considered.































![Second review [Compatibility Mode]](http://s1.studyres.com/store/data/003692853_1-a578e4717b0c8365c11d7e7f576654ae-150x150.png)
